
圆柱直齿轮真空热精锻成形模具及加工方法.pdf

是你****噩呀

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
圆柱直齿轮真空热精锻成形模具及加工方法.pdf
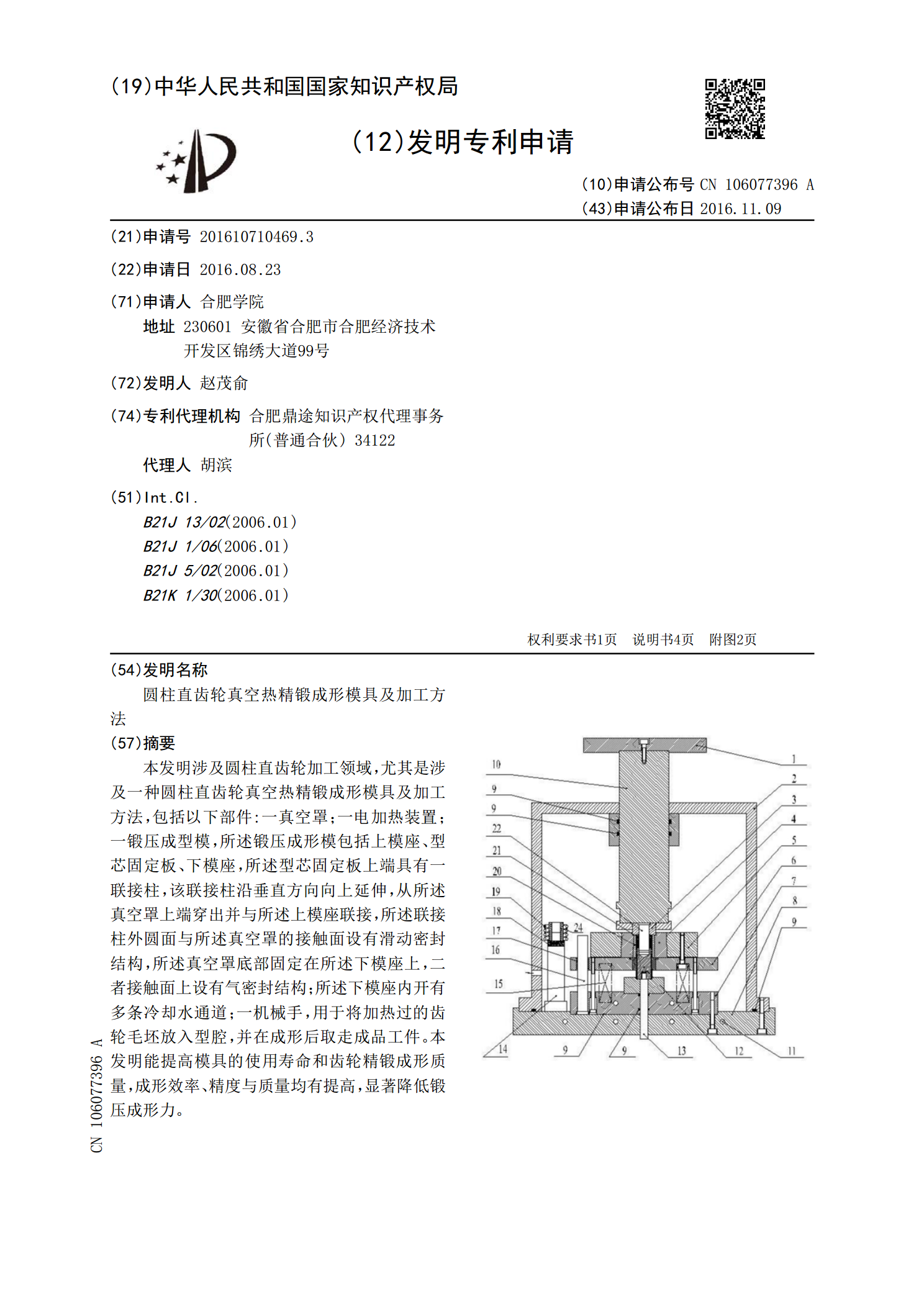
本发明涉及圆柱直齿轮加工领域,尤其是涉及一种圆柱直齿轮真空热精锻成形模具及加工方法,包括以下部件:一真空罩;一电加热装置;一锻压成型模,所述锻压成形模包括上模座、型芯固定板、下模座,所述型芯固定板上端具有一联接柱,该联接柱沿垂直方向向上延伸,从所述真空罩上端穿出并与所述上模座联接,所述联接柱外圆面与所述真空罩的接触面设有滑动密封结构,所述真空罩底部固定在所述下模座上,二者接触面上设有气密封结构;所述下模座内开有多条冷却水通道;一机械手,用于将加热过的齿轮毛坯放入型腔,并在成形后取走成品工件。本发明能提高模
用于非圆锥齿轮的热锻成形模具及热锻成形工艺.pdf
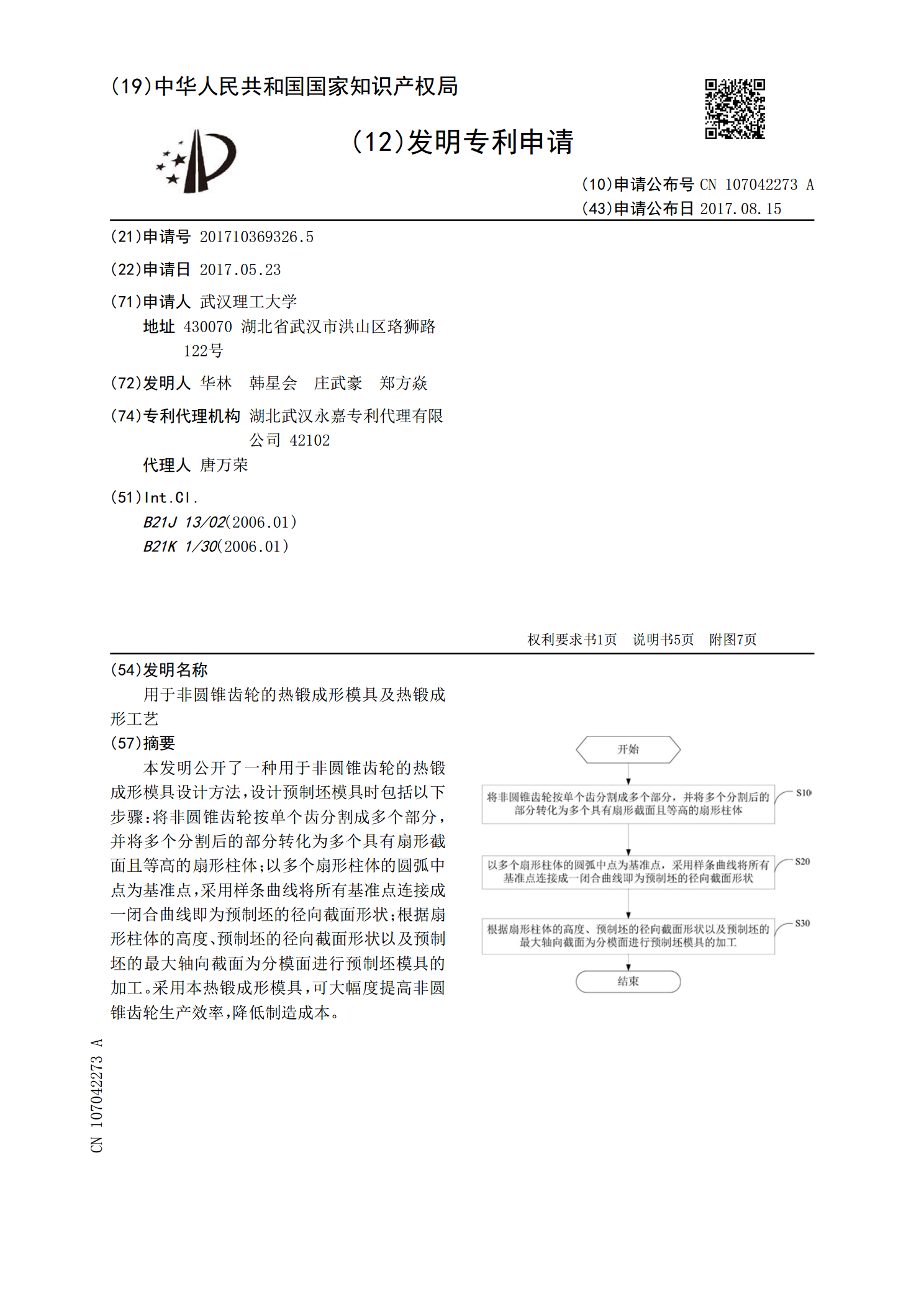
本发明公开了一种用于非圆锥齿轮的热锻成形模具设计方法,设计预制坯模具时包括以下步骤:将非圆锥齿轮按单个齿分割成多个部分,并将多个分割后的部分转化为多个具有扇形截面且等高的扇形柱体;以多个扇形柱体的圆弧中点为基准点,采用样条曲线将所有基准点连接成一闭合曲线即为预制坯的径向截面形状;根据扇形柱体的高度、预制坯的径向截面形状以及预制坯的最大轴向截面为分模面进行预制坯模具的加工。采用本热锻成形模具,可大幅度提高非圆锥齿轮生产效率,降低制造成本。

大模数高厚度直齿圆柱齿轮热冷复合精锻成形方法.pdf
本发明提供了一种适用于大模数高厚度直齿圆柱齿轮的热冷复合精锻成形方法,属于金属塑性加工技术领域。本发明采用下料→加热后镦粗→热模锻→退火中间处理→冷正挤压→加工中心孔→退火中间处理→冷精整的热冷复合精锻成形工艺,在三个成形工序中合理的分配变形量,利用热模锻工序成形出一定的齿形后,采用冷正挤压工艺进一步成形出完整齿形,利用径向与轴向材料流动形成较好的表面质量;加工中心孔工序能够有效的降低闭式冷精整时的应力集中现象,提高模具寿命;冷精整工序可以进一步提高齿面精度的同时,消除冷挤压工序中产生的齿轮断面填充不饱满

直齿圆柱齿轮精锻成形工艺和模具设计的研究现状.docx
直齿圆柱齿轮精锻成形工艺和模具设计的研究现状直齿圆柱齿轮精锻成形是一种传统的齿轮制造工艺,其主要特点是可大批量生产高强度、高精度、高可靠性的齿轮件。目前,国内外对于直齿圆柱齿轮精锻成形工艺和模具设计方面已经取得一定的研究成果。本文主要针对这方面的研究现状进行分析和总结。一、直齿圆柱齿轮精锻成形工艺的研究现状1.成形工艺的研究直齿圆柱齿轮精锻成形工艺是将金属坯料放入齿轮精锻模具中,在高压冲击下使得金属坯料发生塑性变形,进而形成齿轮齿型的成形方法。在成形工艺研究方面,已经取得了不少成果。例如,在工艺参数研究方
直伞锥齿轮温锻精密成形模具.pdf
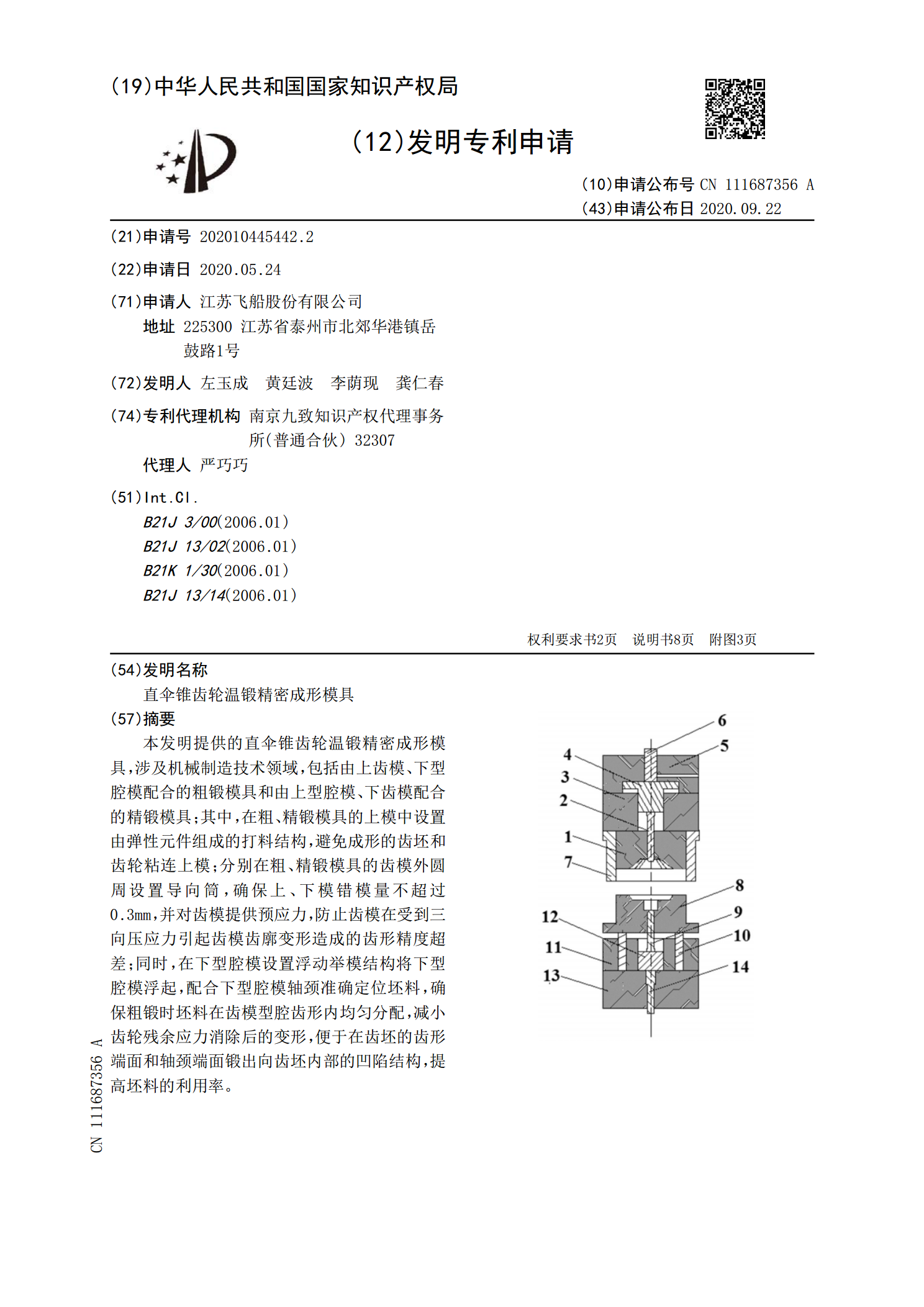
本发明提供的直伞锥齿轮温锻精密成形模具,涉及机械制造技术领域,包括由上齿模、下型腔模配合的粗锻模具和由上型腔模、下齿模配合的精锻模具;其中,在粗、精锻模具的上模中设置由弹性元件组成的打料结构,避免成形的齿坯和齿轮粘连上模;分别在粗、精锻模具的齿模外圆周设置导向筒,确保上、下模错模量不超过0.3mm,并对齿模提供预应力,防止齿模在受到三向压应力引起齿模齿廓变形造成的齿形精度超差;同时,在下型腔模设置浮动举模结构将下型腔模浮起,配合下型腔模轴颈准确定位坯料,确保粗锻时坯料在齿模型腔齿形内均匀分配,减小齿轮残余