
一种夹紧工装.pdf

含秀****66

1/8
2/8
3/8

4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种夹紧工装.pdf
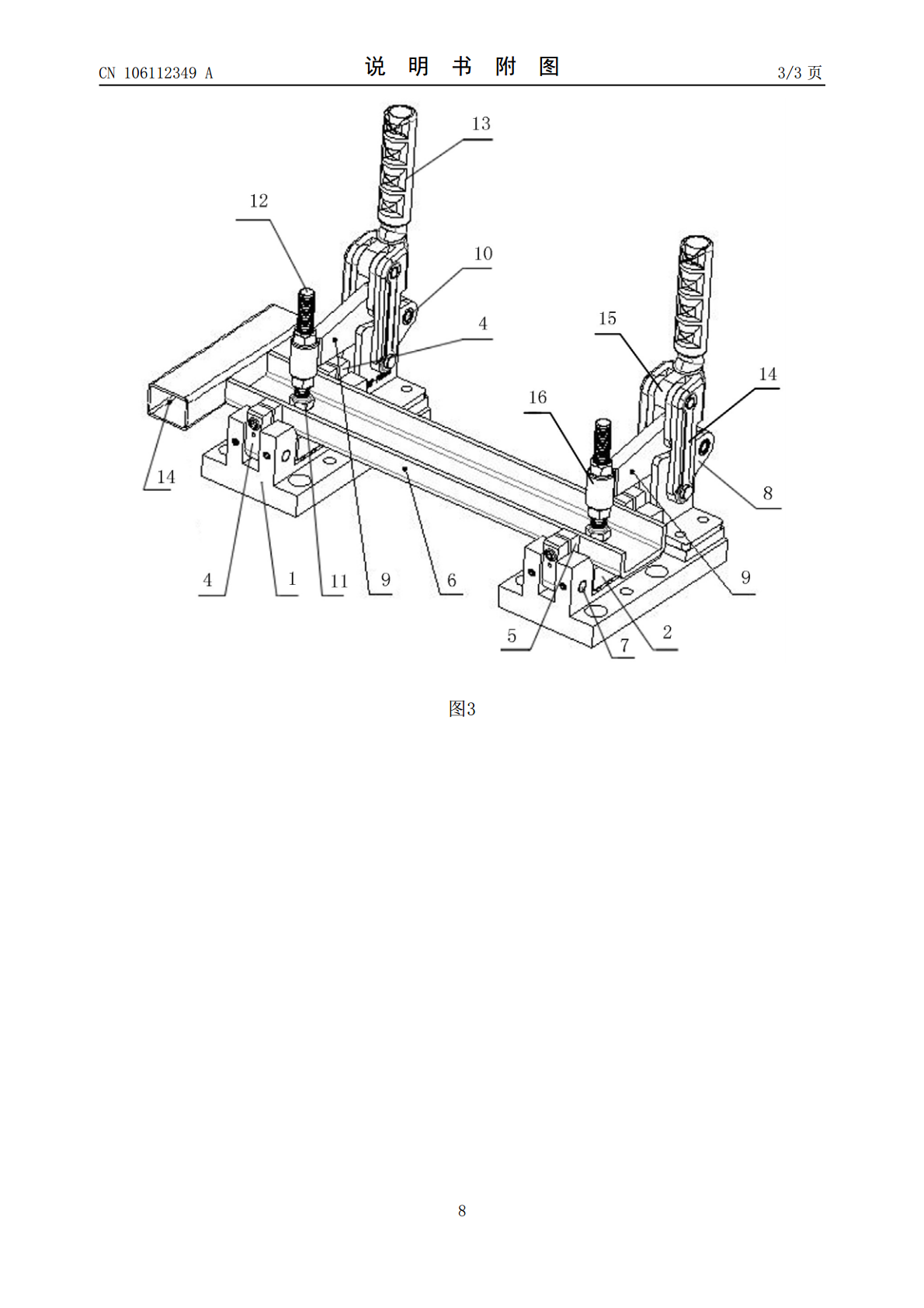
本发明涉及一种夹紧工装,包括相向设置的两只夹头,各所述夹头上均设有弹性压紧单元,弹性压紧单元具有相向设置的工件顶推面;与现有技术相比,使用本发明工装对轮廓尺寸相差较大的工件进行夹紧时,弹性元件的弹性变形能够吸补偿工件的轮廓精度的误差,能够更好的夹紧工件,提高了工作的效率。
一种夹紧工装.pdf
本发明涉及一种夹紧工装,包括销轴、转臂、夹臂、支座、定位块、主安装板、底座、气缸及偏心轮组合;主安装板固定安装于底座上;定位块及支座均固定安装于主安装板上;转臂的中间位置通过销轴与支座旋转连接;夹臂的一端与偏心轮固定连接,中间位置通过销轴与支座旋转连接;转臂的一端与气缸旋转连接,另一端通过偏心轮转动轴与偏心轮组合旋转连接。本技术方案通过偏心轮组合、转臂及夹臂结构,在压紧高强度板件时提供更高的压紧力,且在压紧过程中,以缓慢压紧的方式降低对板件外观的破坏;在常规运动过程中,以正常的速度进行旋转以提升工作效率。

一种轮箍加工夹紧工装及夹紧定位方法.pdf
本发明公开了一种轮箍加工夹紧工装及夹紧定位方法,其特征在于:包括工装底板及设于其上以支撑轮箍的基准垫块,还设有沿所述轮箍内圆面分布以定位轮箍的精定位块,该夹紧工装还包括由上方压紧所述轮箍实现轮箍轴向定位的夹持机构。本发明轮箍加工夹紧工装及夹紧定位方法,结构简单合理,自动化程度高,定位精确且稳定,可大大提高工作效率,降低劳动强度,具有较好的应用前景。

一种齿轮的夹紧工装.pdf
本发明公开了一种齿轮夹紧工装,包括底板,其特征是:底板上固定有固定柱,固定柱通过螺纹与压紧筒的固定部分旋合固定,压紧筒还包括压紧部分,压紧部分压紧套筒底部的压紧端,套筒还包括套筒部分,套筒顶部内侧装有固定圆柱,固定圆柱上表面与圆弧形的弹簧压片底端固定,弹簧压片另一端顶端与连接板侧面固定,弹簧压片以固定圆柱中心线为中心圆周分布,形成弹性压柱;固定圆柱底面连接有弹簧顶端,弹簧底端与固定柱上表面连接固定;固定圆柱侧面开有半槽,固定圆柱底部的底端部分上设置有弧形的弧形孔,弧形的弹簧卡片一端固定在半槽中,另一端穿过

一种镀锌钢管夹紧工装.pdf
本发明创造提供了一种镀锌钢管夹紧工装,包括工作台,所述工作台上设有放置空间,所述放置空间的底部均匀开有若干个通孔;所述放置空间相邻的两侧分别设有推压结构,该推压结构包括推板,推杆和把手,所述推板置于放置空间内,把手置于所述放置空间外,所述推杆穿过所述放置空间的侧壁,一端与所述推板连接,另一端与所述把手连接;所述放置空间的一角处设有固定板,紧固螺栓穿过所述固定板,且紧固螺栓的底部设有橡胶垫。本发明创造所述的镀锌钢管夹紧工装设有缓冲层,对镀锌钢管起到保护作用,同时当夹紧压力太大的时候,报警器会发出蜂鸣声,也是