
一种轮箍加工夹紧工装及夹紧定位方法.pdf

猫巷****晓容


1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轮箍加工夹紧工装及夹紧定位方法.pdf
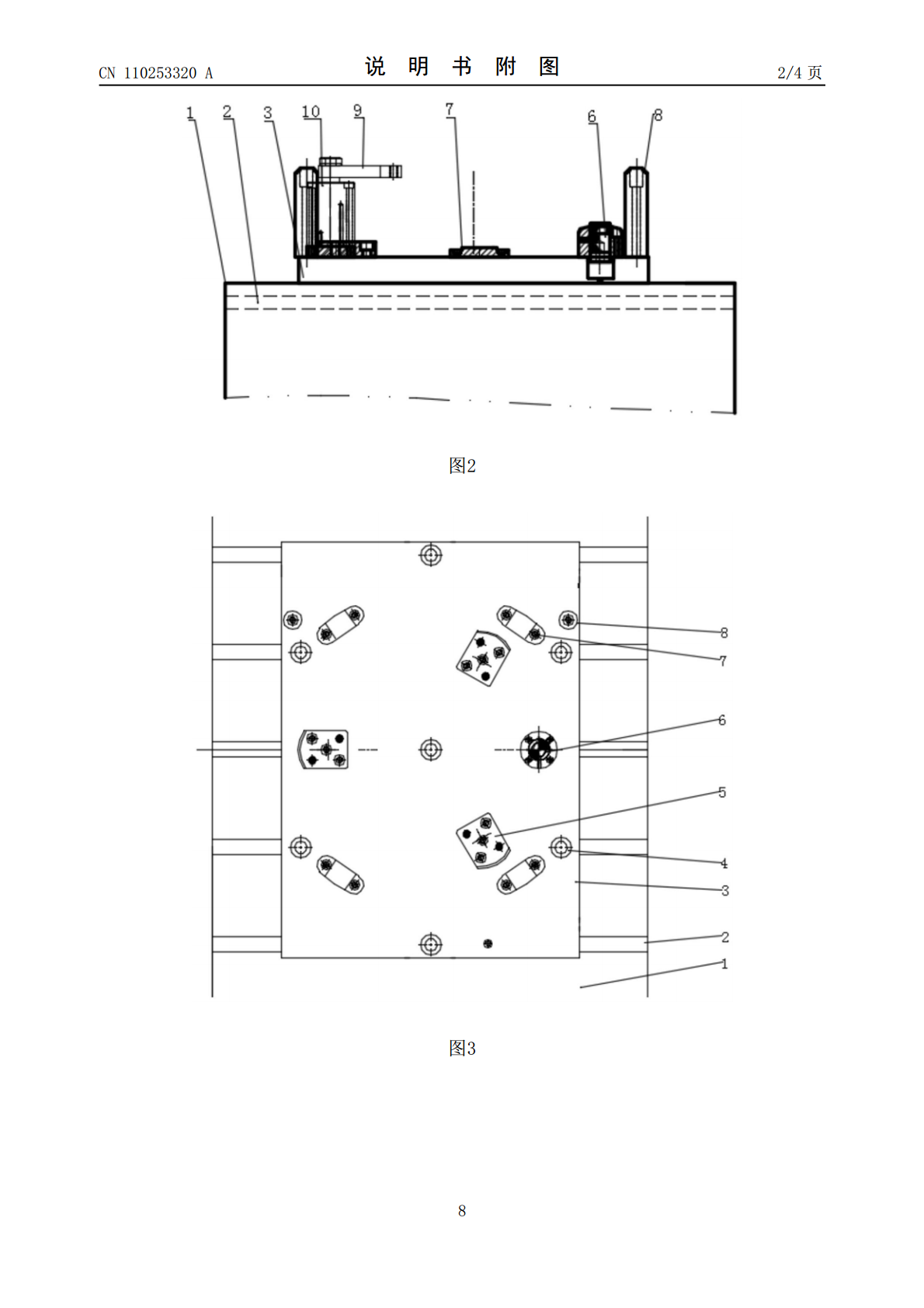
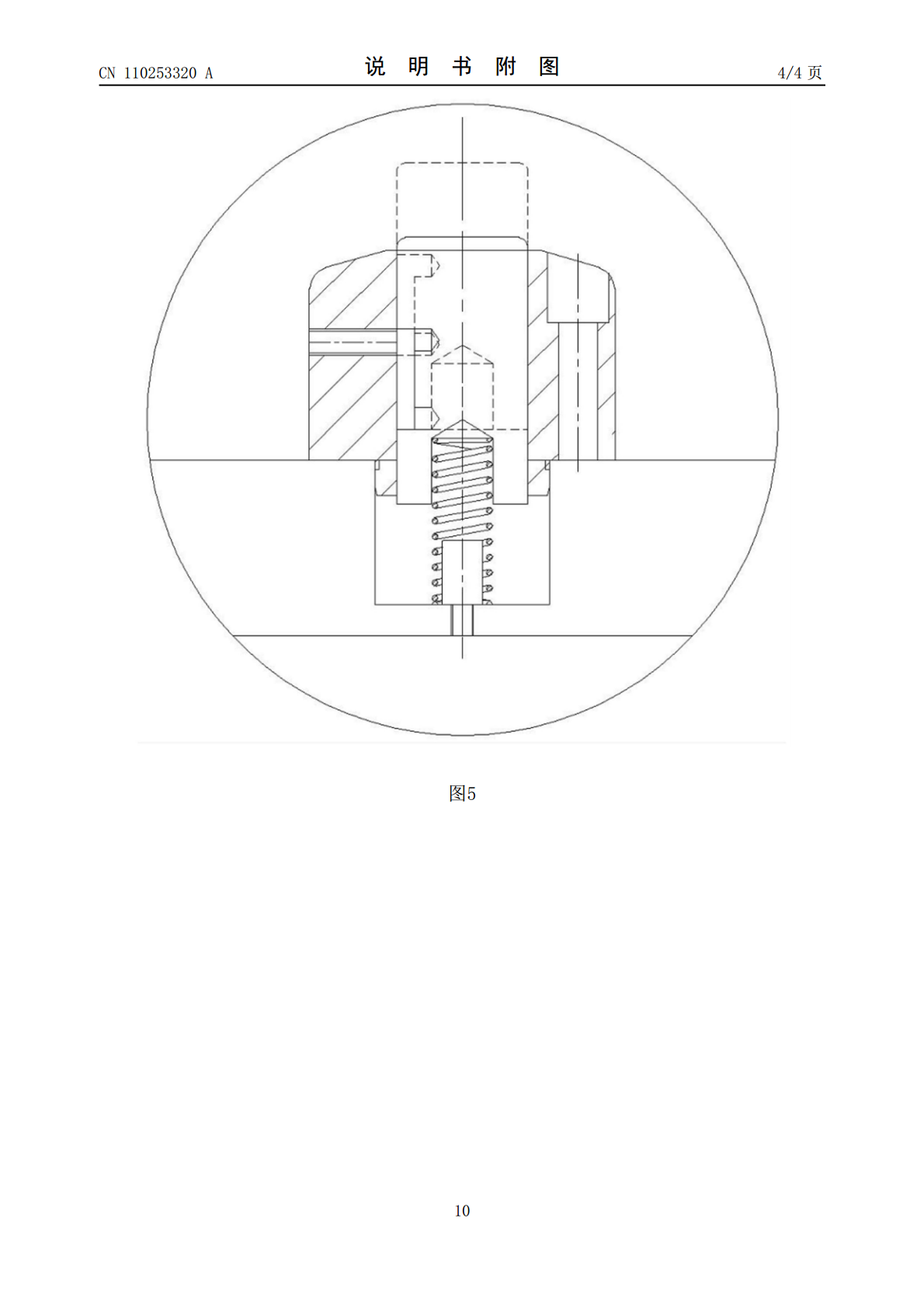
本发明公开了一种轮箍加工夹紧工装及夹紧定位方法,其特征在于:包括工装底板及设于其上以支撑轮箍的基准垫块,还设有沿所述轮箍内圆面分布以定位轮箍的精定位块,该夹紧工装还包括由上方压紧所述轮箍实现轮箍轴向定位的夹持机构。本发明轮箍加工夹紧工装及夹紧定位方法,结构简单合理,自动化程度高,定位精确且稳定,可大大提高工作效率,降低劳动强度,具有较好的应用前景。

一种镀锌钢板加工用夹紧定位工装及定位方法.pdf
本发明公开了一种镀锌钢板加工用夹紧定位工装及定位方法,包括底座,所述底座内腔底部的右侧固定连接有第一电机,所述第一电机的输出端固定套设有第一主动锥齿轮,所述底座内腔的底部活动连接有第一旋转杆。本发明通过设置底座、第一旋转杆、第一从动锥齿轮、第一主动锥齿轮、第一电机、安装板、支撑架、第三电机、电动伸缩杆、横杆、承载壳、第二电机、下夹板、上夹板、壳体、液压伸缩杆、定位套、安装孔、开口、第二旋转杆、活动架、螺纹套、第二螺纹杆、第一螺纹杆、第三螺纹杆、限位块、第二主动锥齿轮、第二从动锥齿轮和轴承套的配合使用,解决
一种精工件快速定位夹紧工装.pdf
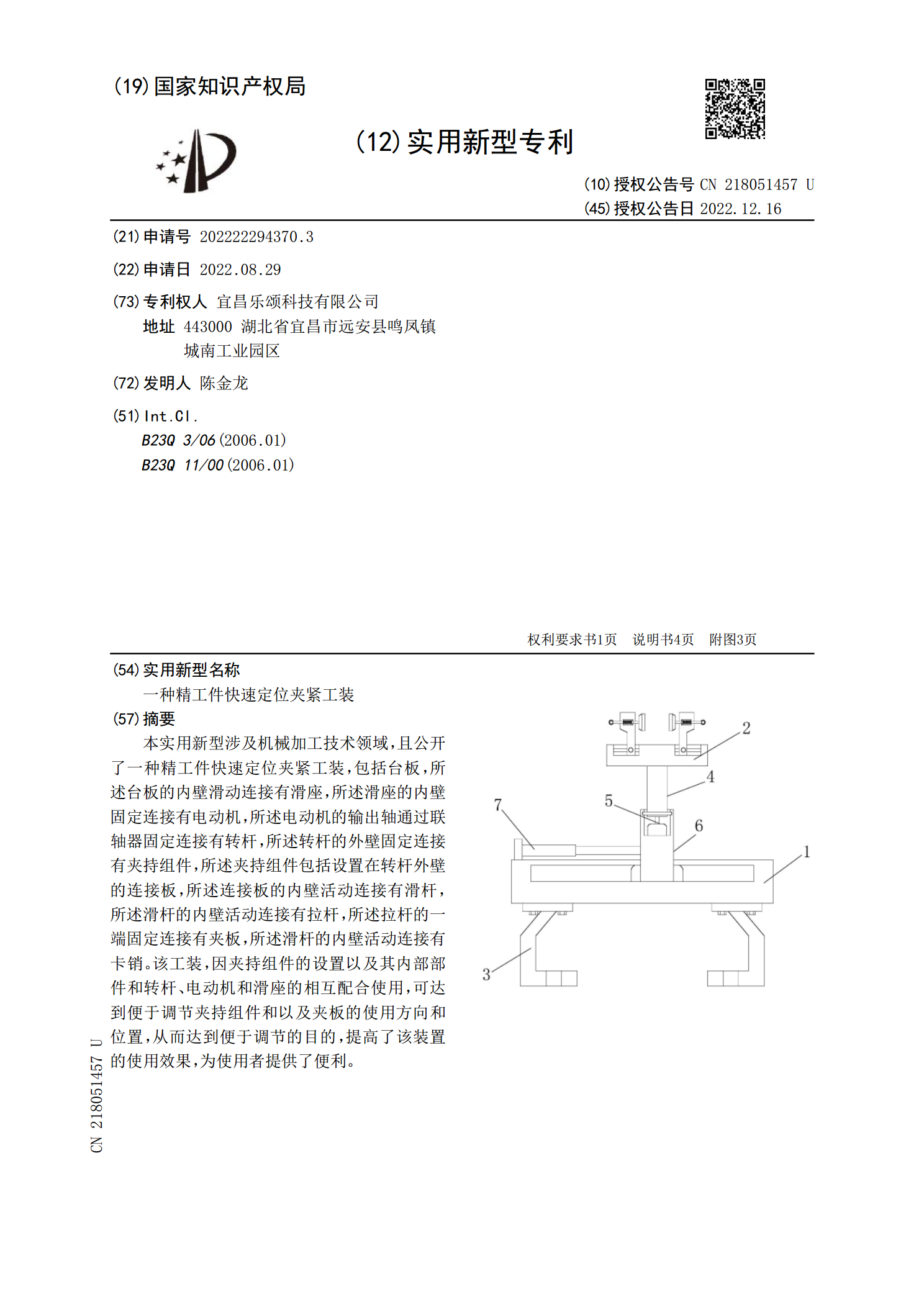
本实用新型涉及机械加工技术领域,且公开了一种精工件快速定位夹紧工装,包括台板,所述台板的内壁滑动连接有滑座,所述滑座的内壁固定连接有电动机,所述电动机的输出轴通过联轴器固定连接有转杆,所述转杆的外壁固定连接有夹持组件,所述夹持组件包括设置在转杆外壁的连接板,所述连接板的内壁活动连接有滑杆,所述滑杆的内壁活动连接有拉杆,所述拉杆的一端固定连接有夹板,所述滑杆的内壁活动连接有卡销。该工装,因夹持组件的设置以及其内部部件和转杆、电动机和滑座的相互配合使用,可达到便于调节夹持组件和以及夹板的使用方向和位置,从而达
一种服装加工定位夹紧装置.pdf
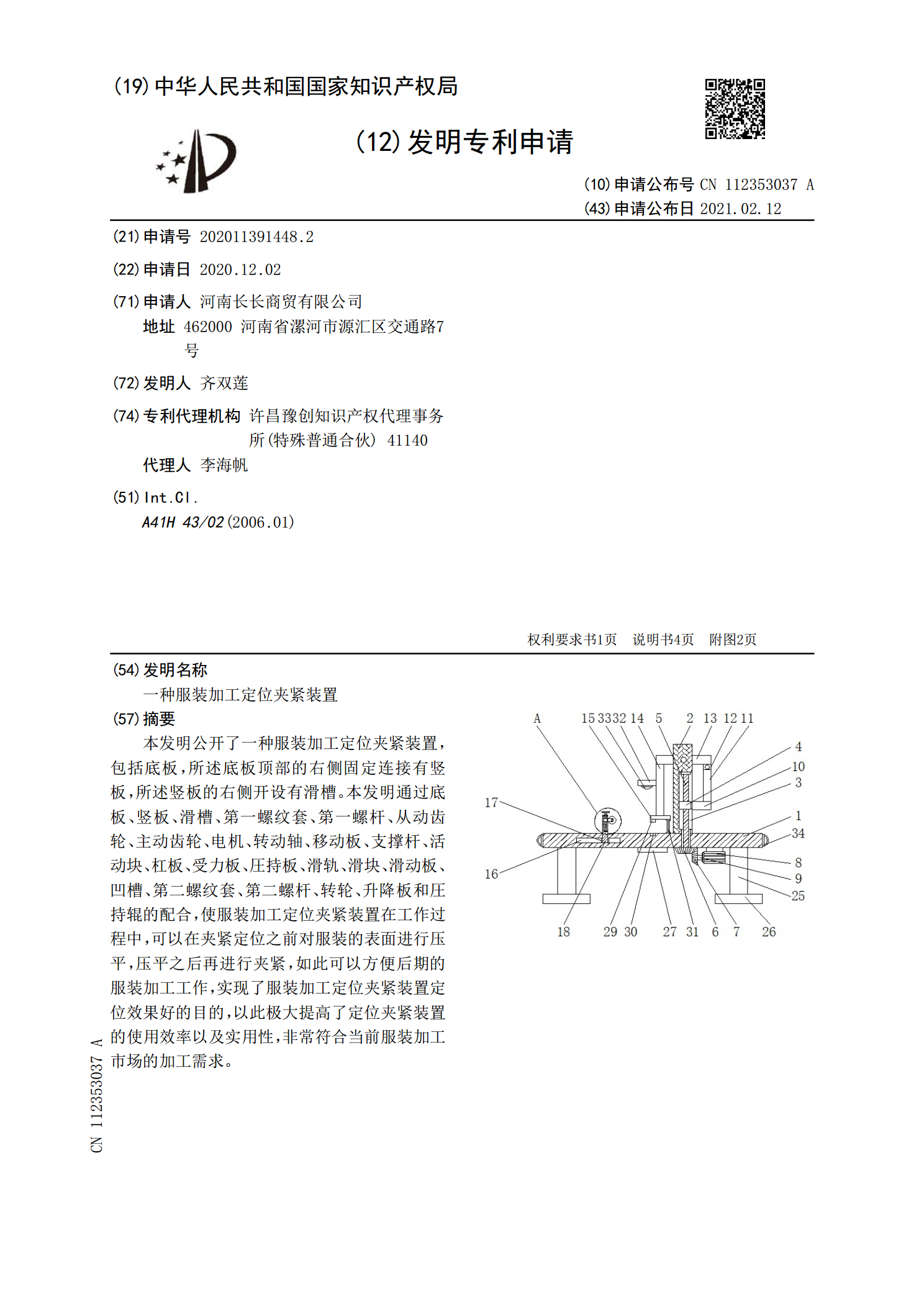
本发明公开了一种服装加工定位夹紧装置,包括底板,所述底板顶部的右侧固定连接有竖板,所述竖板的右侧开设有滑槽。本发明通过底板、竖板、滑槽、第一螺纹套、第一螺杆、从动齿轮、主动齿轮、电机、转动轴、移动板、支撑杆、活动块、杠板、受力板、圧持板、滑轨、滑块、滑动板、凹槽、第二螺纹套、第二螺杆、转轮、升降板和圧持辊的配合,使服装加工定位夹紧装置在工作过程中,可以在夹紧定位之前对服装的表面进行压平,压平之后再进行夹紧,如此可以方便后期的服装加工工作,实现了服装加工定位夹紧装置定位效果好的目的,以此极大提高了定位夹紧装

一种用于阀门加工的快速夹紧工装.pdf
本发明公开了一种用于阀门加工的快速夹紧工装,包括箱体,所述箱体通过一对支腿进行支撑,所述箱体内设有防撞装置、驱动装置、缓冲装置和定位装置,所述防撞装置安装在所述箱体的左侧壁上,所述缓冲装置安装在所述箱体的右侧壁上,所述驱动装置和所述定位装置均安装在所述箱体的底部,所述定位装置的上面用于放置阀门,所述阀门位于所述缓冲装置的左侧,本发明具有安装稳定性好、使用安全的优点。