
一种汽轮机转子轮槽量规及其加工方法.pdf

瀚玥****魔王

1/9
2/9

3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽轮机转子轮槽量规及其加工方法.pdf
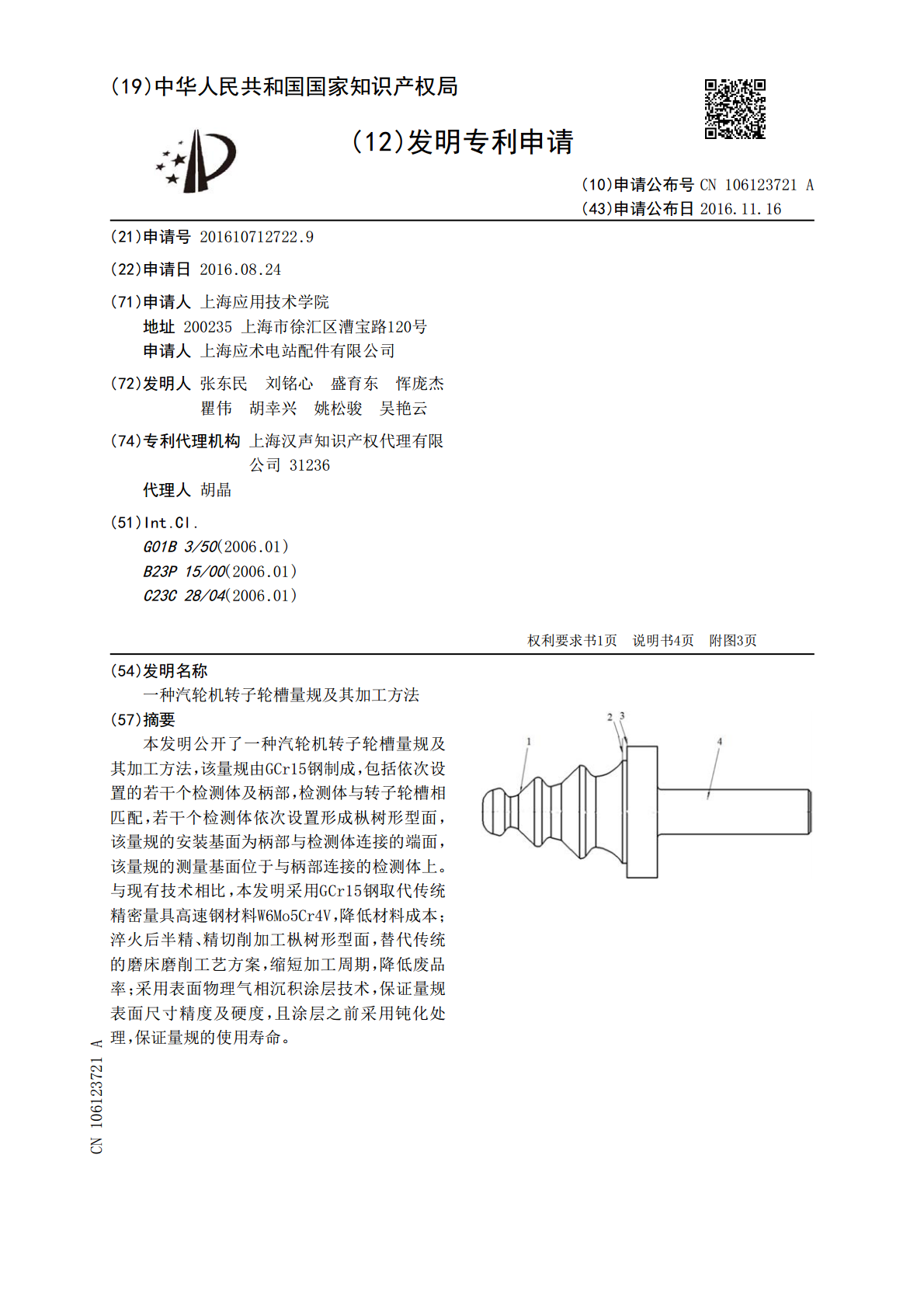
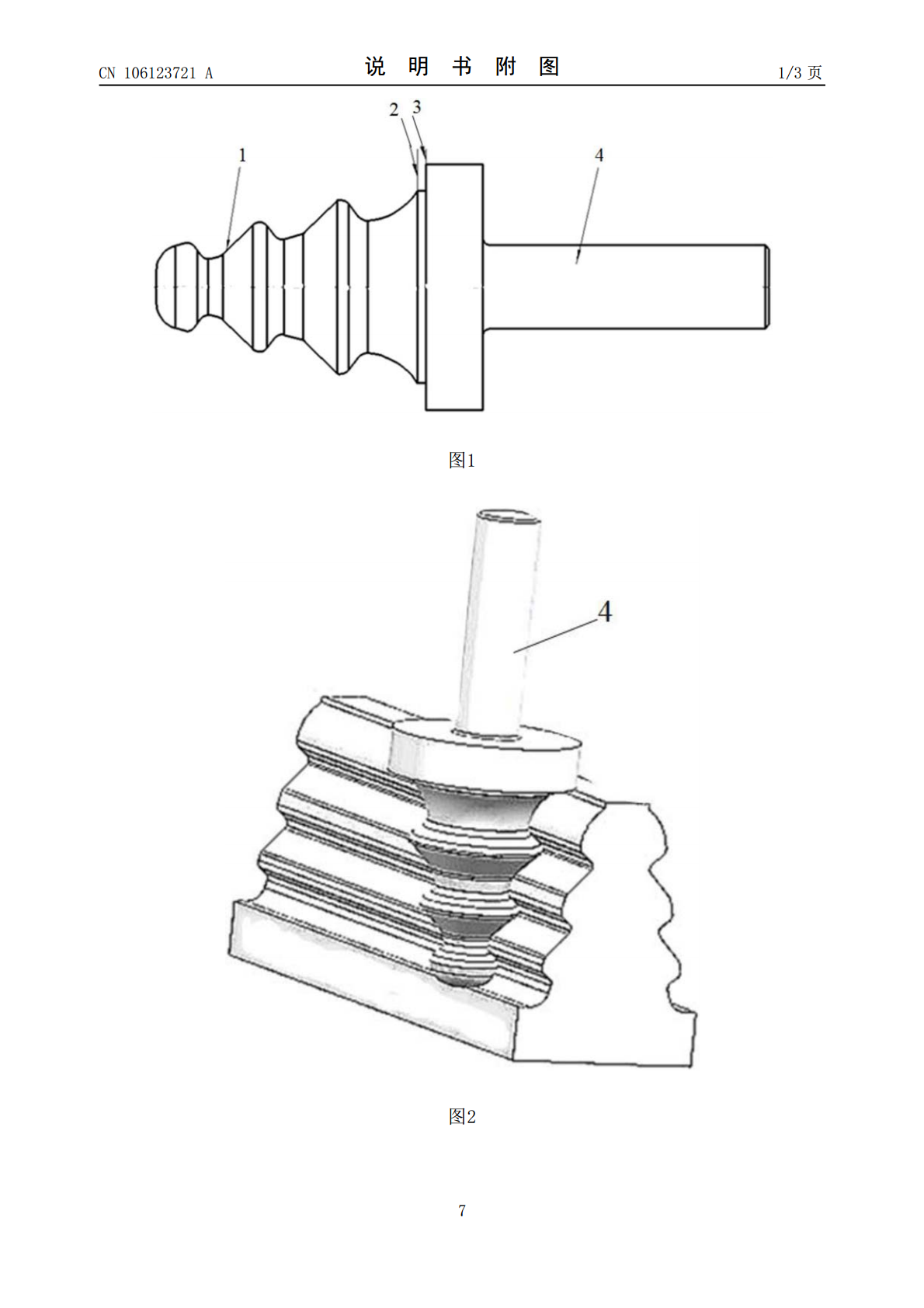
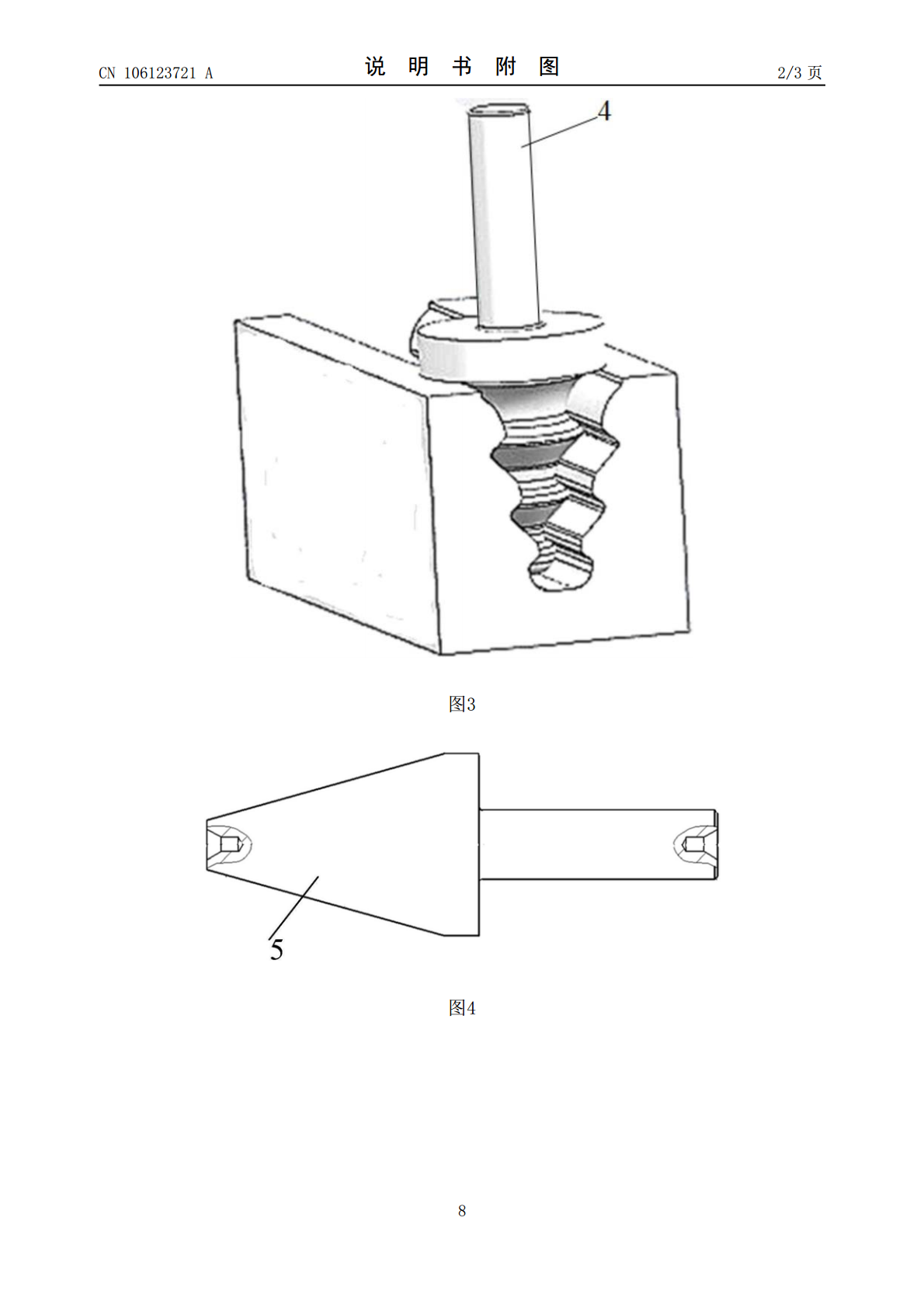
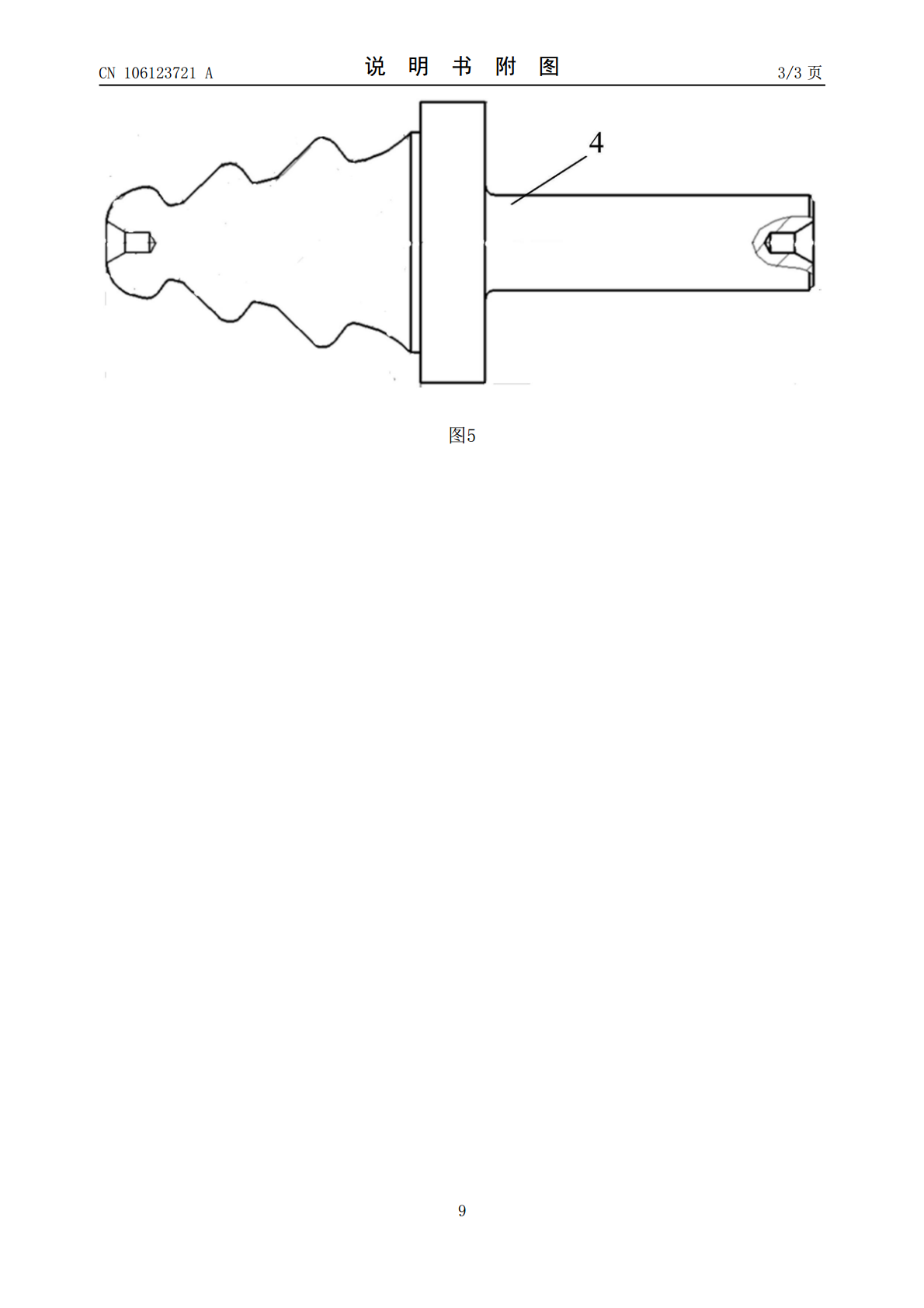
本发明公开了一种汽轮机转子轮槽量规及其加工方法,该量规由GCr15钢制成,包括依次设置的若干个检测体及柄部,检测体与转子轮槽相匹配,若干个检测体依次设置形成枞树形型面,该量规的安装基面为柄部与检测体连接的端面,该量规的测量基面位于与柄部连接的检测体上。与现有技术相比,本发明采用GCr15钢取代传统精密量具高速钢材料W6Mo5Cr4V,降低材料成本;淬火后半精、精切削加工枞树形型面,替代传统的磨床磨削工艺方案,缩短加工周期,降低废品率;采用表面物理气相沉积涂层技术,保证量规表面尺寸精度及硬度,且涂层之前采用
一种汽轮机转子轮槽半精铣刀及其加工方法.pdf
本发明涉及机械加工领域,旨在现有轮槽铣刀存在不能兼顾切削速度和结构强度的问题,提供一种汽轮机转子轮槽半精铣刀及其加工方法,切削刃的前刀面为负棱边刃型面,前刀面在切削刃线的波谷处法向前角在0°~‑5°内变化,在横向中轴附近在‑5°~‑10°内变化,在波峰处在‑10°~‑15°内变化;依据离散单元特征刀具寿命设计理念,通过离散切削单元切削仿真模拟,初步确定前角大小,再利用初定的前角大小制成单元切削刀具,通过单元切削实验效果,精确设计切削前角大小;各切削刃的后刀面上分布有沿切削刃线延伸方向依次分布的加工槽,加工

一种汽轮机转子轮槽量规表面耐磨涂层的制备方法.pdf
本发明提供了一种汽轮机转子轮槽量规表面耐磨涂层的制备方法,包括:步骤1,提供一无涂层的汽轮机转子轮槽量规和一真空炉,真空炉中设置有Ti靶材;步骤2,将无涂层的汽轮机转子轮槽量规置于真空炉内,对无涂层的汽轮机转子轮槽量规的表面进行加靶活化;步骤3,对表面已完成活化的汽轮机转子轮槽量规进行TiN涂层沉积:调节真空炉炉腔温度为180~200℃,向真空炉腔中通入N

一种汽轮机转子不对称轮槽加工方法.pdf
一种汽轮机转子不对称轮槽加工方法,它涉及一种轮槽加工方法,具体涉及一种汽轮机转子不对称轮槽加工方法。本发明为了解决现有轮槽加工方法不适于加工汽轮机转子叶轮上不以轮槽中线对称的轮槽的问题。本发明所述加工方法的步骤为:用轮槽精铣刀在叶轮外缘对刀,然后沿Z轴进给长度为100mm-120mm,确定Z轴零点O,锁紧Z轴;用轮槽粗铣刀沿轮槽铣刀加工中心线粗铣轮槽;用轮槽半精铣刀沿轮槽铣刀加工中心线半精铣轮槽;用轮槽精铣刀沿轮槽铣刀加工中心线精铣轮槽;用轮槽槽口粗铣刀沿偏口轮槽铣刀加工中心线粗铣槽口部分;用轮槽槽口精铣

一种核电汽轮机转子轮盘轮槽加工的新工艺.docx
一种核电汽轮机转子轮盘轮槽加工的新工艺核电汽轮机转子是核电站中关键的核心部件,主要用于产生动力和发电。转子的轮盘和轮槽相互配合,发挥着重要的传动作用。轮盘和轮槽的精度要求极高,对加工工艺和设备的要求也非常高。本文将介绍一种核电汽轮机转子轮盘轮槽加工的新工艺,以提高加工效率、质量和安全性。一、传统加工工艺存在的问题传统的核电汽轮机转子轮盘轮槽加工工艺是通过铣削、切削、磨削、电火花加工等方式完成。在加工过程中,需要依赖于复杂的夹具和加工设备,需要多个工步完成,同时加工时间长、成本高、人力投入大。此外,由于传统