
铸件产品用毛刺和浇口去除装置.pdf

建英****66


1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铸件产品用毛刺和浇口去除装置.pdf
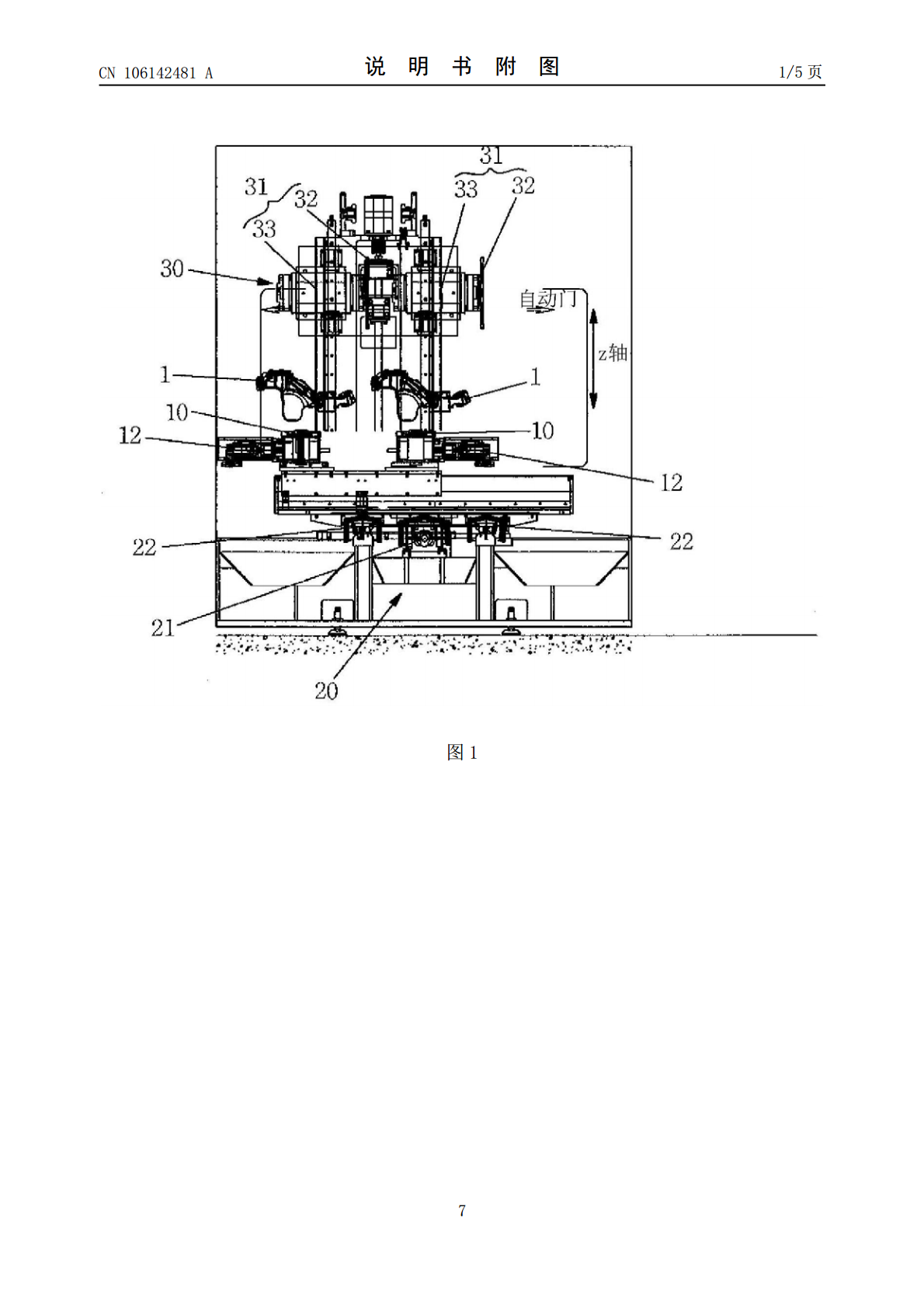
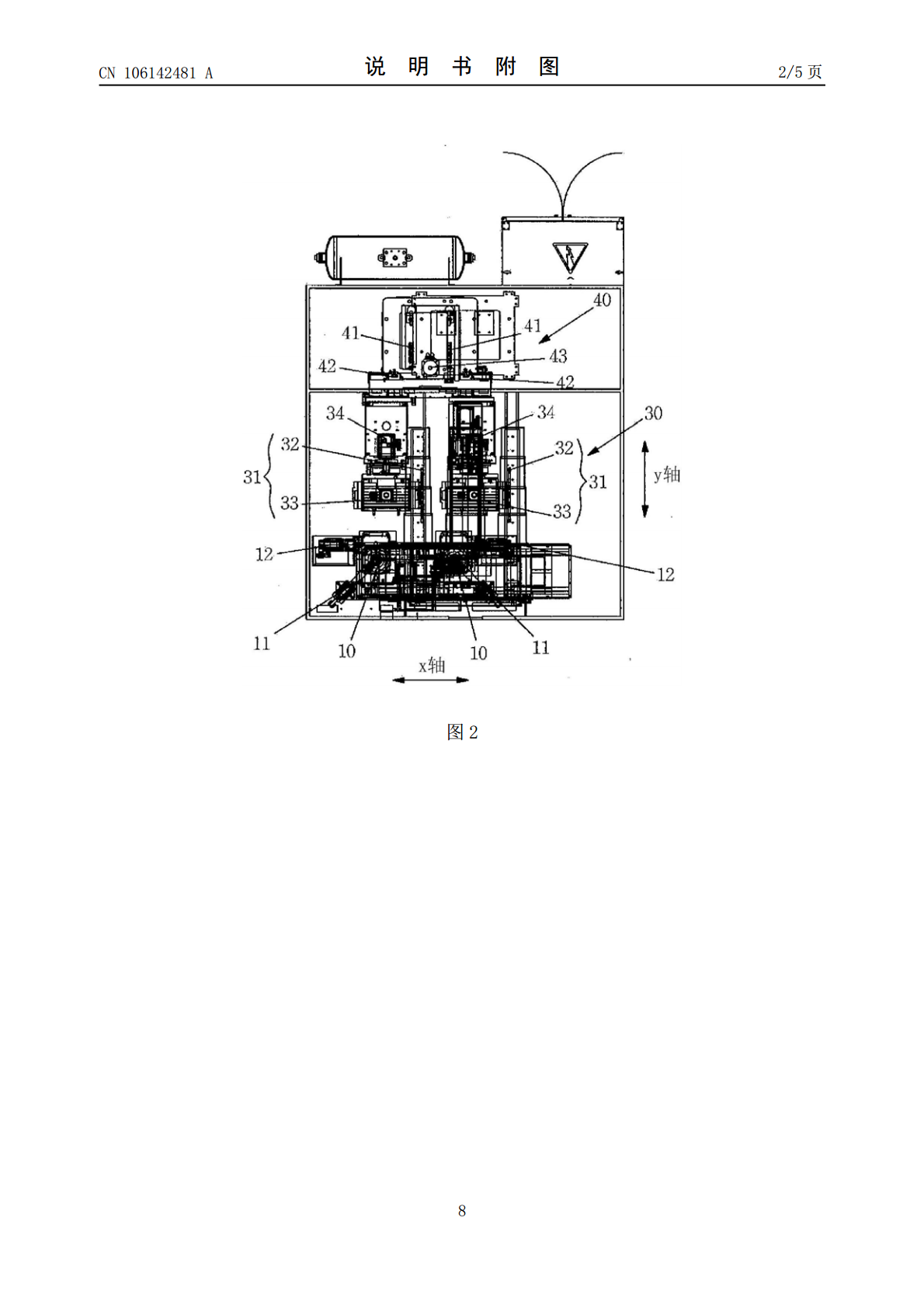
本发明提供铸件产品用毛刺和浇口去除装置,包括:具备以安装有上述的铸件产品(1)的状态来防止晃动而进行固定的夹紧器(11),使铸物产品(1)既可以旋转也可以沿Y轴移动的转盘(10);安装在上述转盘(10)的下部,可以使转盘沿x轴移动的移动部(20);去除部(30),其接近上述转盘(10)的上部而进行设置,且具有轮旋转体(31),该轮旋转体(31)具备一个以上的轮(32),以去除由移动部(20)载入的铸件产品(1)的毛刺或浇口;和可以沿z轴移动而使上述去除部(30)的轮(22)接近安装于转盘(10)的铸件产品

压铸件浇口去除装置参数化设计优化与管理.docx
压铸件浇口去除装置参数化设计优化与管理标题:压铸件浇口去除装置参数化设计优化与管理摘要:压铸件是一种常见的金属制造工艺,而浇口去除是压铸件生产过程中的重要环节。本论文主要研究压铸件浇口去除装置的参数化设计、优化与管理,以提高压铸件生产效率和产品质量。首先介绍了压铸件浇口去除的意义和挑战,随后探讨了参数化设计的优势以及优化算法的选择,然后详细介绍了浇口去除装置的优化策略和参数化设计的方法。最后,提出了浇口去除装置的管理与优化方案,以实现集中控制与监测。关键词:压铸件、浇口去除装置、参数化设计、优化、管理引言
一种铸件分型面的毛刺去除用外圆磨装置.pdf
本发明公开了一种铸件分型面的毛刺去除用外圆磨装置,包括机箱、顶盖、控制箱、支架、收集箱、固定槽、推板、打磨装置、吸盘、磨盘、吸嘴、第一伸缩杆、第一转轮、第二转轮、第二伸缩杆和传动杆。本发明的有益效果是:通过将机箱固定在支架上,使得装置在使用时更加稳定。通过在打磨装置内部安装若干个磨盘,使得装置去毛刺效率更高,并且磨盘能够通过第二伸缩杆来调节高度,从而能够打磨不同高度的铸件分型面。通过在磨盘一侧安装吸嘴,并且吸嘴通过第一伸缩杆与第一转轮随着磨盘一起移动,使得磨盘打磨脱落的毛刺能够被吸嘴立马吸附,从而避免脱落
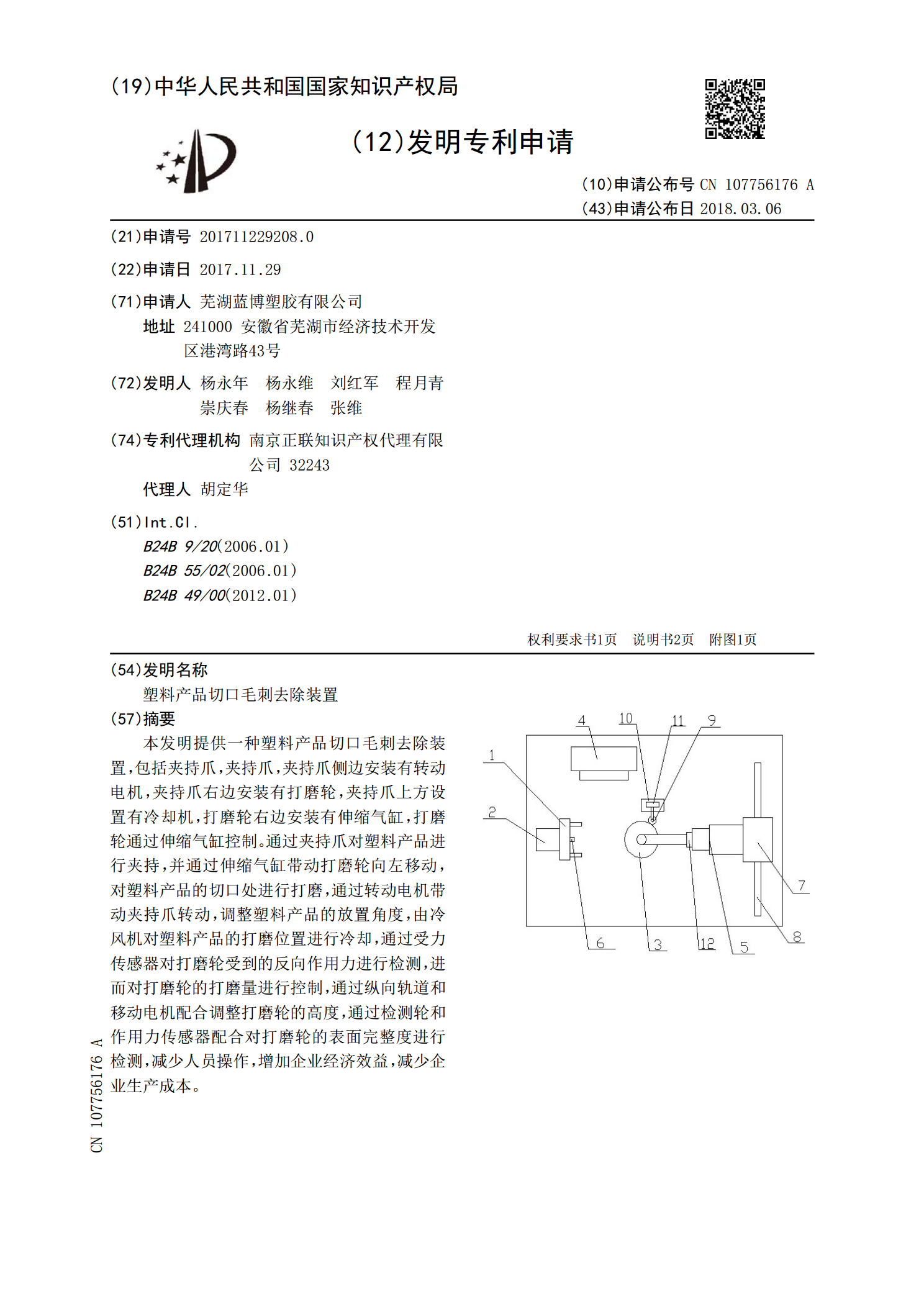
塑料产品切口毛刺去除装置.pdf
本发明提供一种塑料产品切口毛刺去除装置,包括夹持爪,夹持爪,夹持爪侧边安装有转动电机,夹持爪右边安装有打磨轮,夹持爪上方设置有冷却机,打磨轮右边安装有伸缩气缸,打磨轮通过伸缩气缸控制。通过夹持爪对塑料产品进行夹持,并通过伸缩气缸带动打磨轮向左移动,对塑料产品的切口处进行打磨,通过转动电机带动夹持爪转动,调整塑料产品的放置角度,由冷风机对塑料产品的打磨位置进行冷却,通过受力传感器对打磨轮受到的反向作用力进行检测,进而对打磨轮的打磨量进行控制,通过纵向轨道和移动电机配合调整打磨轮的高度,通过检测轮和作用力传感
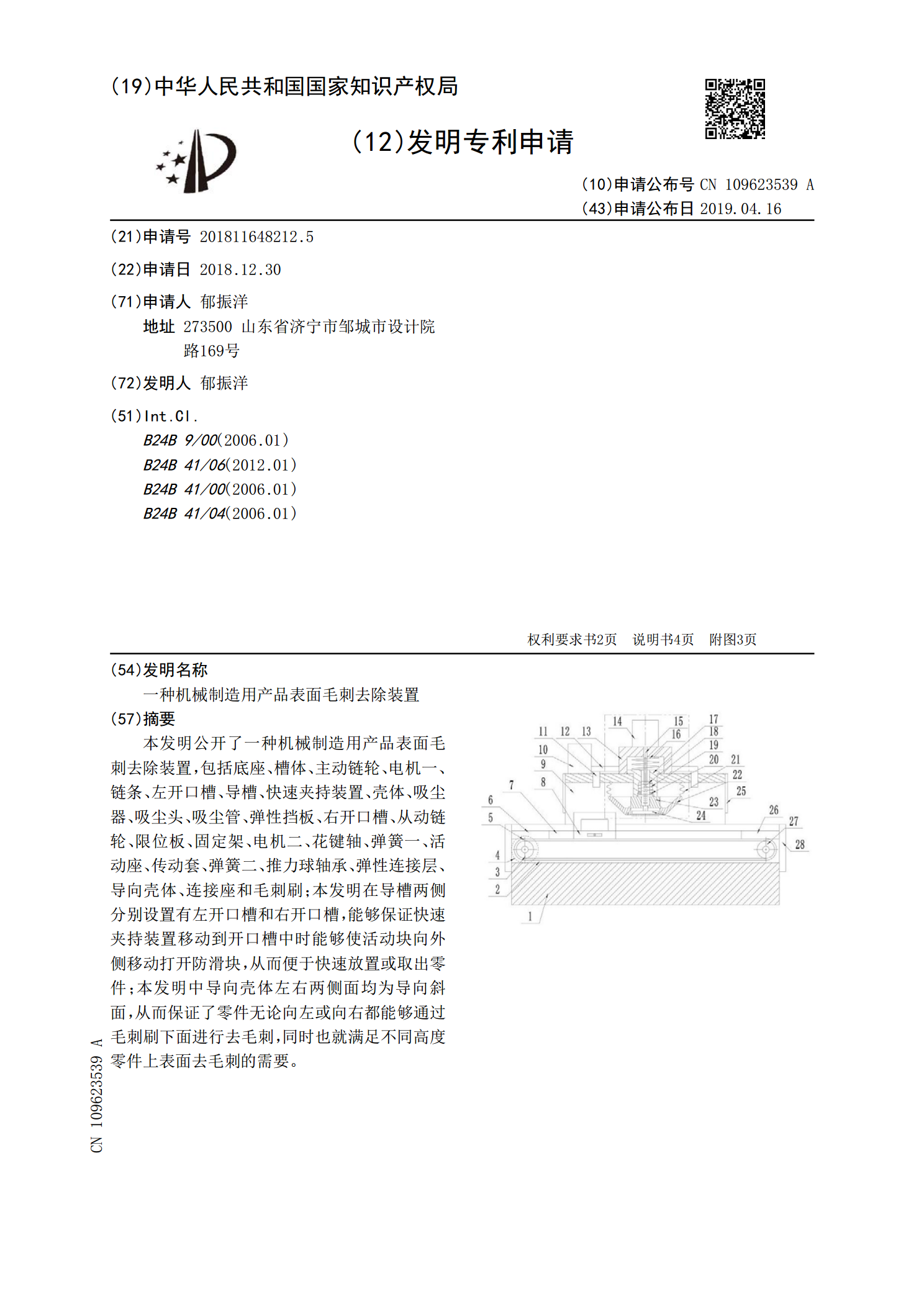
一种机械制造用产品表面毛刺去除装置.pdf
本发明公开了一种机械制造用产品表面毛刺去除装置,包括底座、槽体、主动链轮、电机一、链条、左开口槽、导槽、快速夹持装置、壳体、吸尘器、吸尘头、吸尘管、弹性挡板、右开口槽、从动链轮、限位板、固定架、电机二、花键轴、弹簧一、活动座、传动套、弹簧二、推力球轴承、弹性连接层、导向壳体、连接座和毛刺刷;本发明在导槽两侧分别设置有左开口槽和右开口槽,能够保证快速夹持装置移动到开口槽中时能够使活动块向外侧移动打开防滑块,从而便于快速放置或取出零件;本发明中导向壳体左右两侧面均为导向斜面,从而保证了零件无论向左或向右都能够