
蜗轮用钢球自定心工装及其使用方法.pdf

fu****级甜

1/7

2/7

3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
蜗轮用钢球自定心工装及其使用方法.pdf
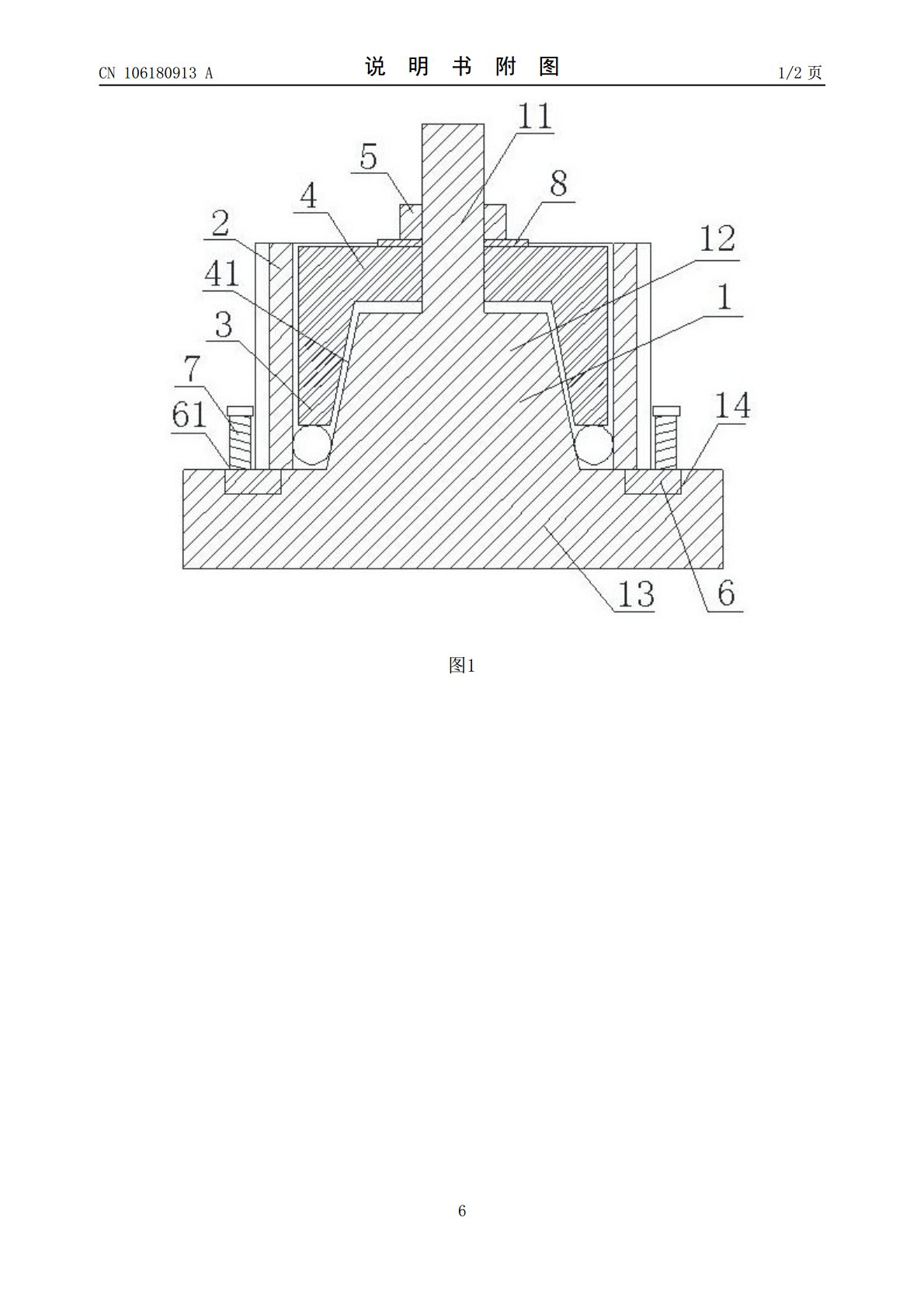
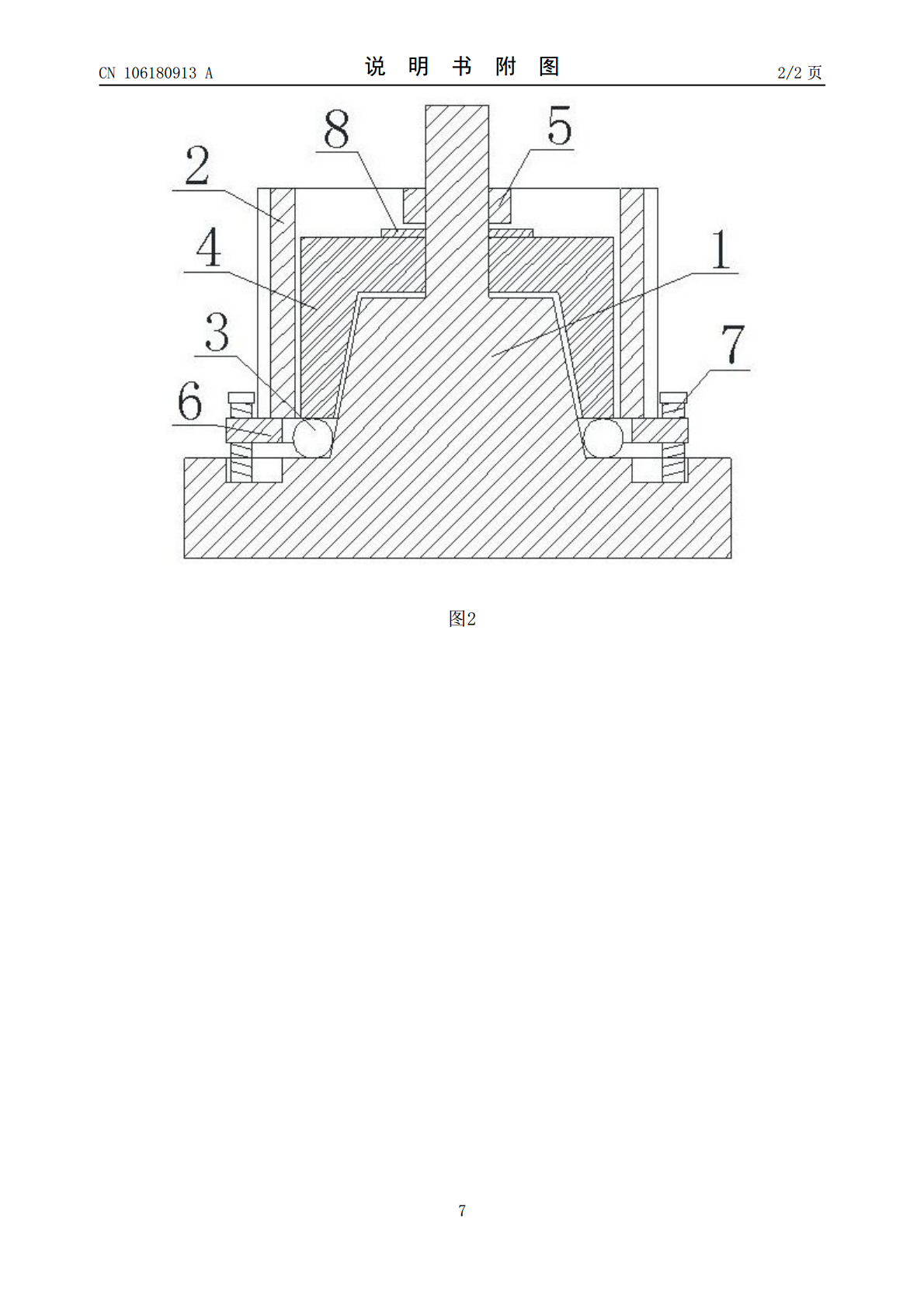
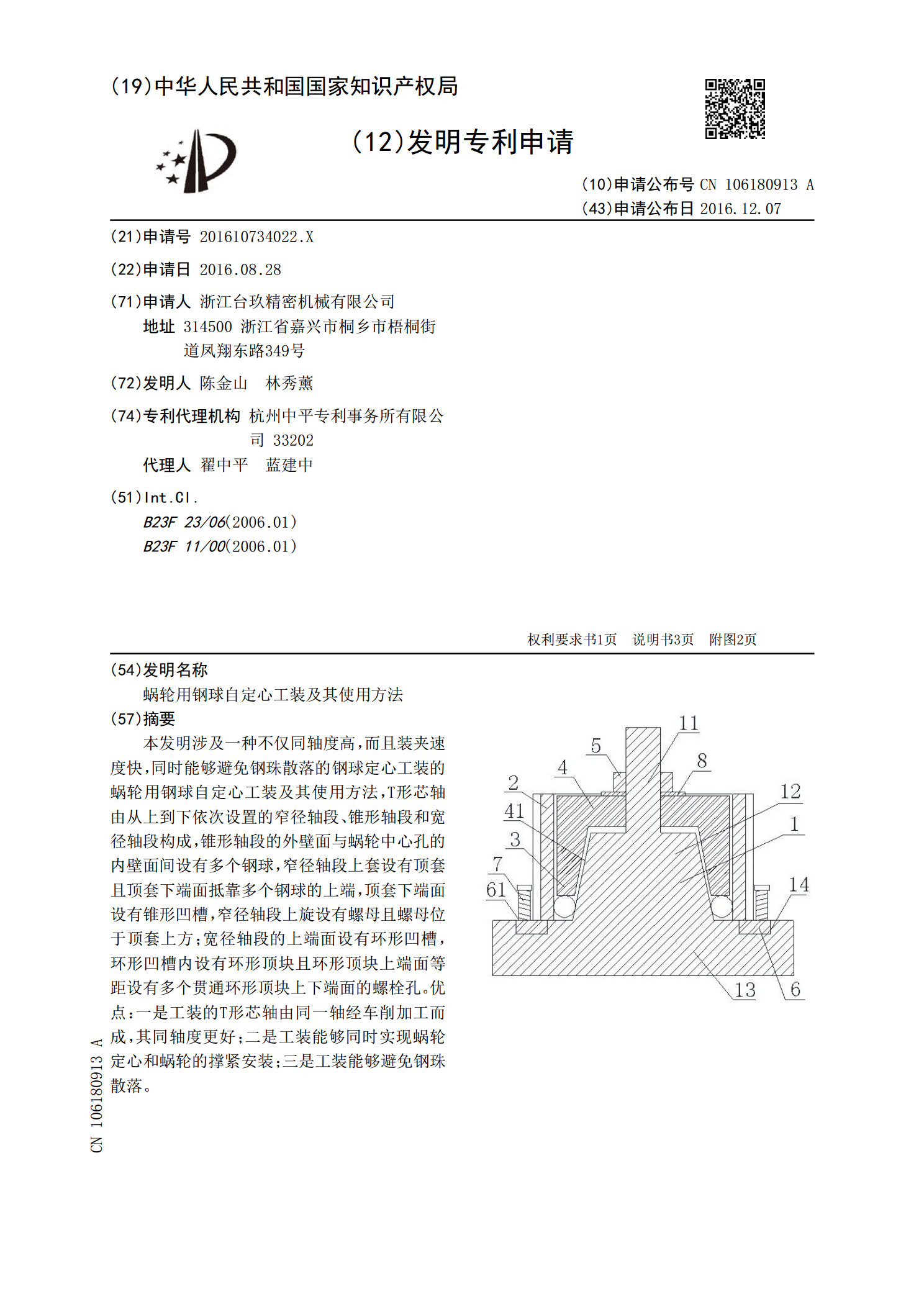
本发明涉及一种不仅同轴度高,而且装夹速度快,同时能够避免钢珠散落的钢球定心工装的蜗轮用钢球自定心工装及其使用方法,T形芯轴由从上到下依次设置的窄径轴段、锥形轴段和宽径轴段构成,锥形轴段的外壁面与蜗轮中心孔的内壁面间设有多个钢球,窄径轴段上套设有顶套且顶套下端面抵靠多个钢球的上端,顶套下端面设有锥形凹槽,窄径轴段上旋设有螺母且螺母位于顶套上方;宽径轴段的上端面设有环形凹槽,环形凹槽内设有环形顶块且环形顶块上端面等距设有多个贯通环形顶块上下端面的螺栓孔。优点:一是工装的T形芯轴由同一轴经车削加工而成,其同轴度

高精度蜗轮滚齿定心工装及其定心方法.pdf
本发明涉及一种不仅能够将蜗轮滚齿加工误差控制在5μm以内,而且使用寿命长的高精度蜗轮滚齿定心工装及其定心方法,包括三级柱体,所述三级柱体从上到下依次为轴柱、正六边形柱和底座柱,所述正六边形柱中各竖直棱边都以三级柱体中心线为各竖直棱边倒圆且各竖直棱边倒圆弧度均相同,所述正六边形柱上端面等距开有多个沉头螺钉孔且沉头螺钉孔贯通正六边形柱上端面和底座柱下端面。优点:高精度蜗轮滚齿定心工装由于正六边形柱外侧壁与蜗轮内孔壁撑紧时的接触面较少,从而提高了蜗轮滚齿的加工精度。

一种钢球定心夹具.pdf
一种钢球定心夹具,包括支座、拉杆、定心钢球、套和端盖,支座设置有内孔,拉杆穿过待加工齿轮和支座的内孔将待加工齿轮固定在支座上,支座上装有鼠笼轴承,套装入鼠笼轴承的外圈并且与支座螺纹连接,端盖通过螺栓固定在套上,定心钢球通过弹簧与支座相连接,定心钢球分别与待加工齿轮的齿隙两侧面和套的内孔面相切,端盖对应定心钢球的面设置有锥度内孔。本发明的钢球定心夹具利用齿轮的齿隙对齿轮进行定心,使得齿轮定心后所能够承受的力大,并且不需要齿轮的形状非常常规,就算是异形齿轮也可以用本发明的钢球定心夹具进行定心。
半自动钢球安装设备及其使用方法.pdf
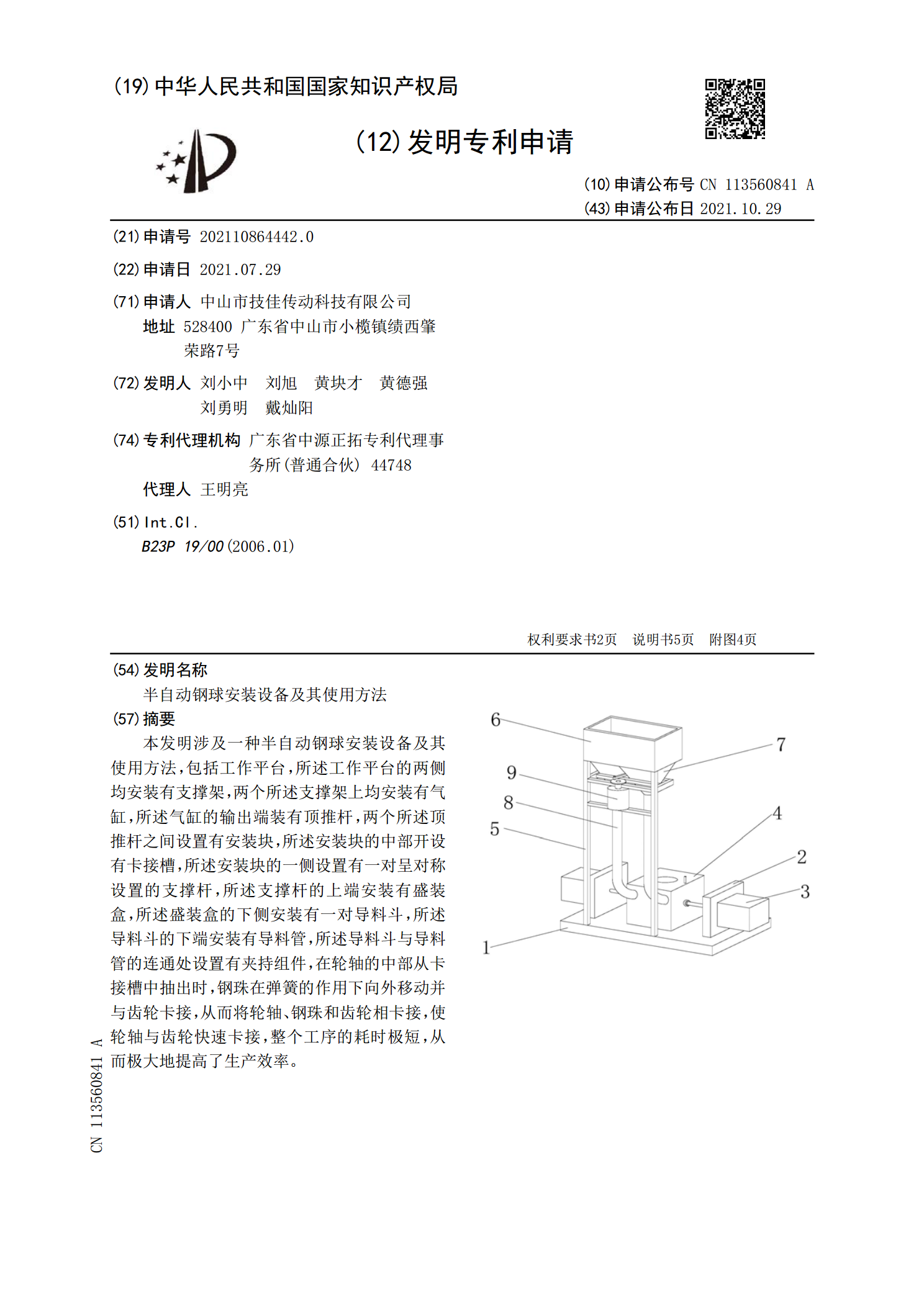
本发明涉及一种半自动钢球安装设备及其使用方法,包括工作平台,所述工作平台的两侧均安装有支撑架,两个所述支撑架上均安装有气缸,所述气缸的输出端装有顶推杆,两个所述顶推杆之间设置有安装块,所述安装块的中部开设有卡接槽,所述安装块的一侧设置有一对呈对称设置的支撑杆,所述支撑杆的上端安装有盛装盒,所述盛装盒的下侧安装有一对导料斗,所述导料斗的下端安装有导料管,所述导料斗与导料管的连通处设置有夹持组件,在轮轴的中部从卡接槽中抽出时,钢珠在弹簧的作用下向外移动并与齿轮卡接,从而将轮轴、钢珠和齿轮相卡接,使轮轴与齿轮快
定心用长假轴挠度测定的装置及其使用方法.pdf
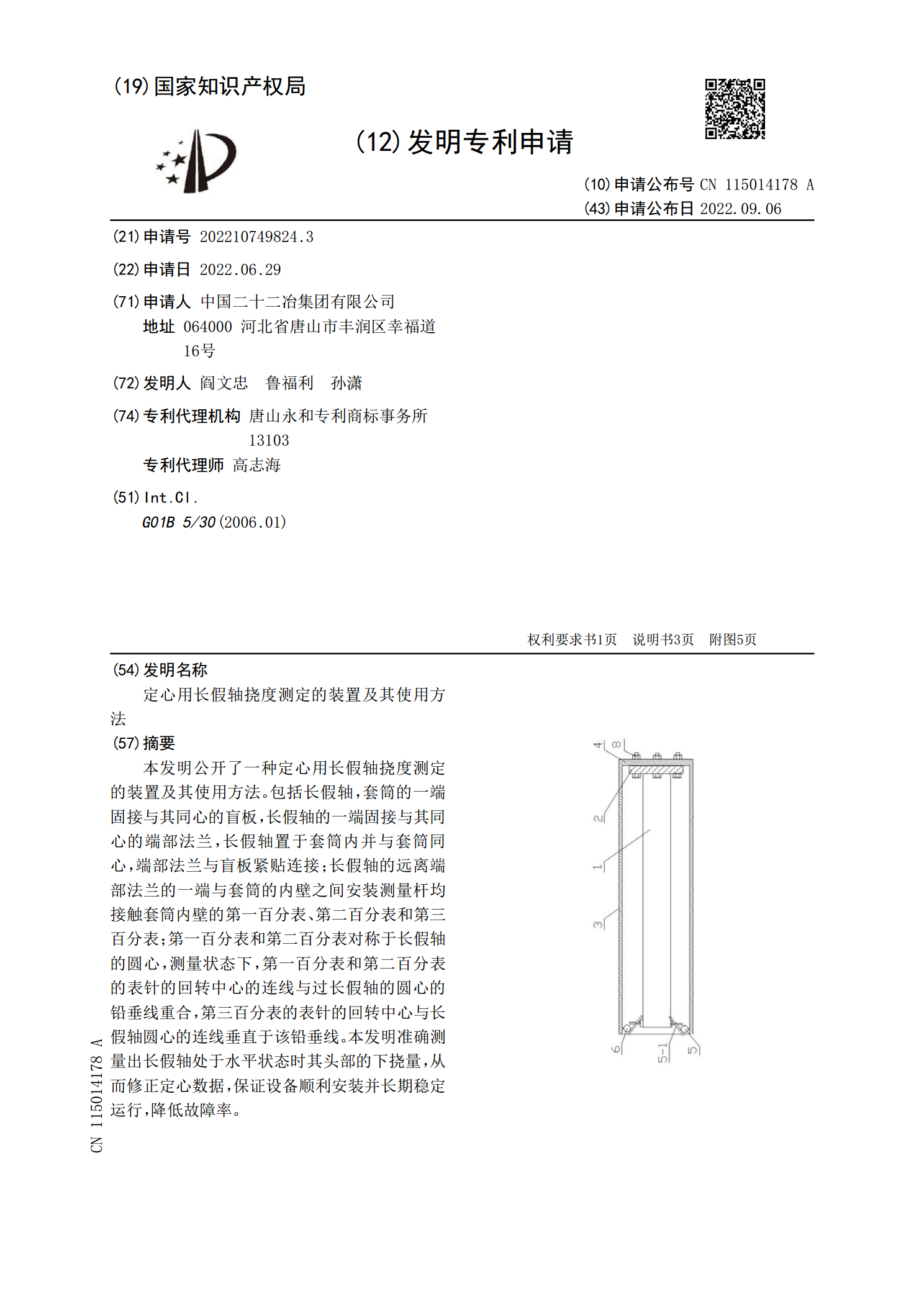
本发明公开了一种定心用长假轴挠度测定的装置及其使用方法。包括长假轴,套筒的一端固接与其同心的盲板,长假轴的一端固接与其同心的端部法兰,长假轴置于套筒内并与套筒同心,端部法兰与盲板紧贴连接;长假轴的远离端部法兰的一端与套筒的内壁之间安装测量杆均接触套筒内壁的第一百分表、第二百分表和第三百分表;第一百分表和第二百分表对称于长假轴的圆心,测量状态下,第一百分表和第二百分表的表针的回转中心的连线与过长假轴的圆心的铅垂线重合,第三百分表的表针的回转中心与长假轴圆心的连线垂直于该铅垂线。本发明准确测量出长假轴处于水平