
一种带整形整平装置的涂板机及检测方法.pdf

明轩****la

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种带整形整平装置的涂板机及检测方法.pdf
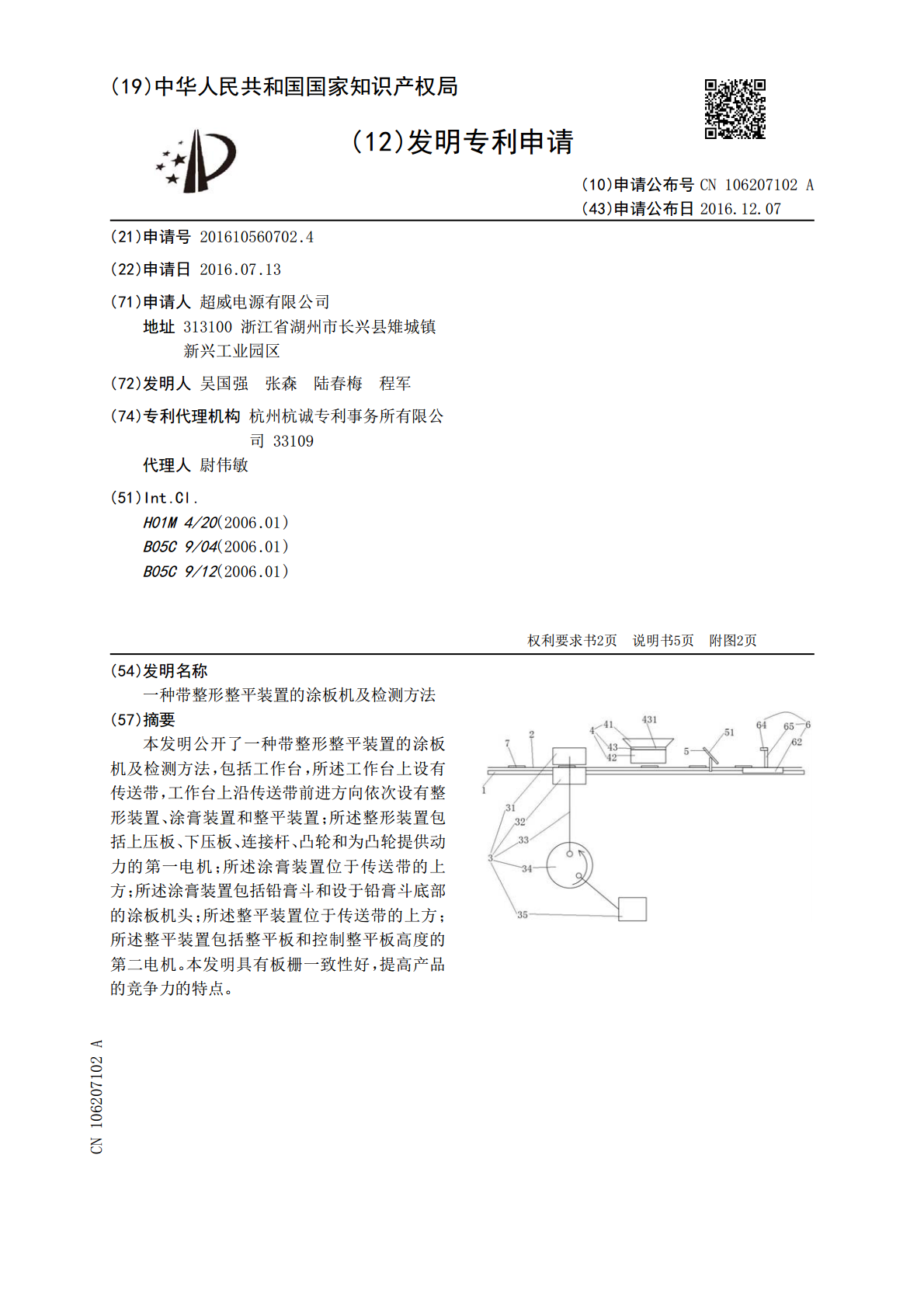
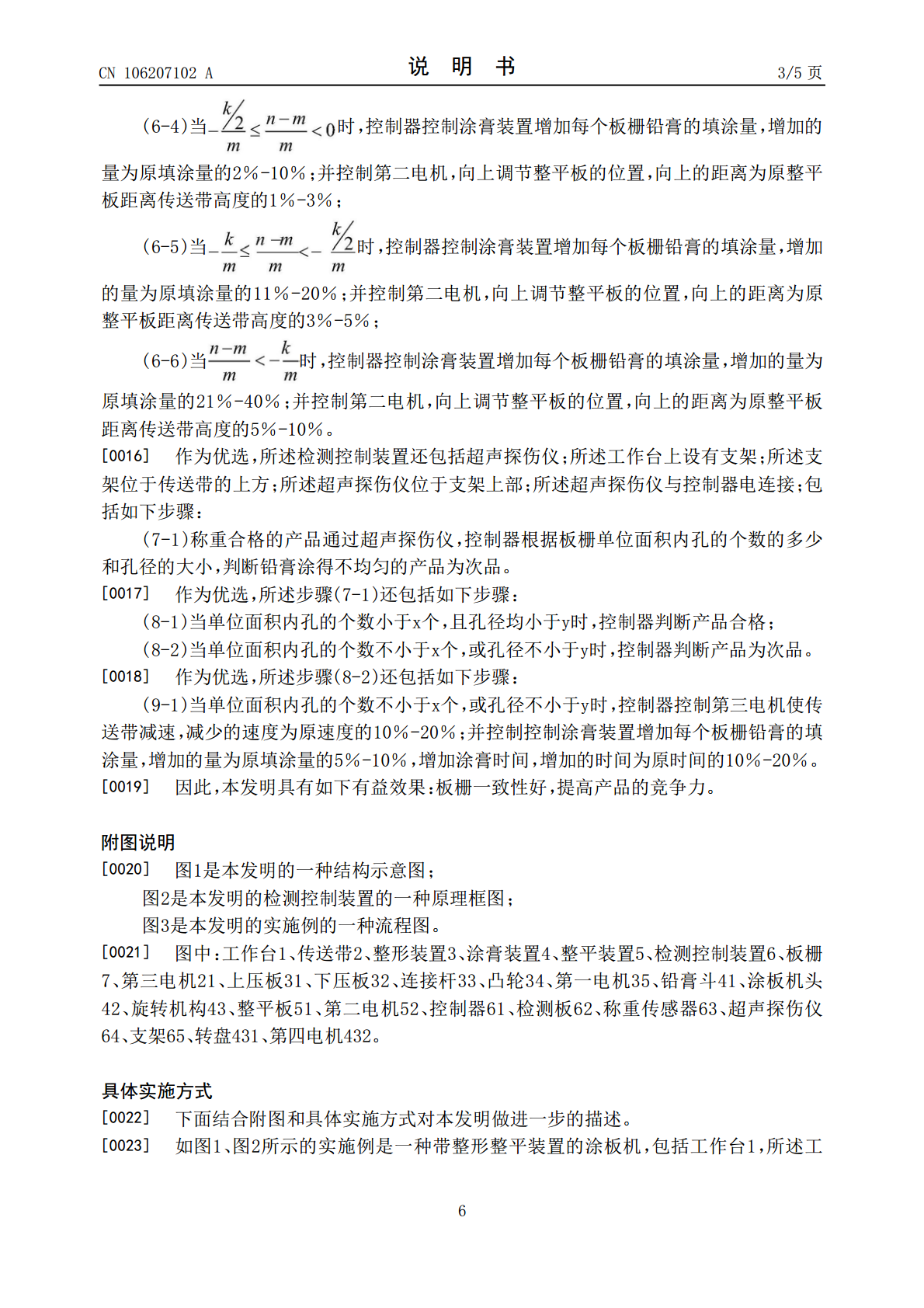
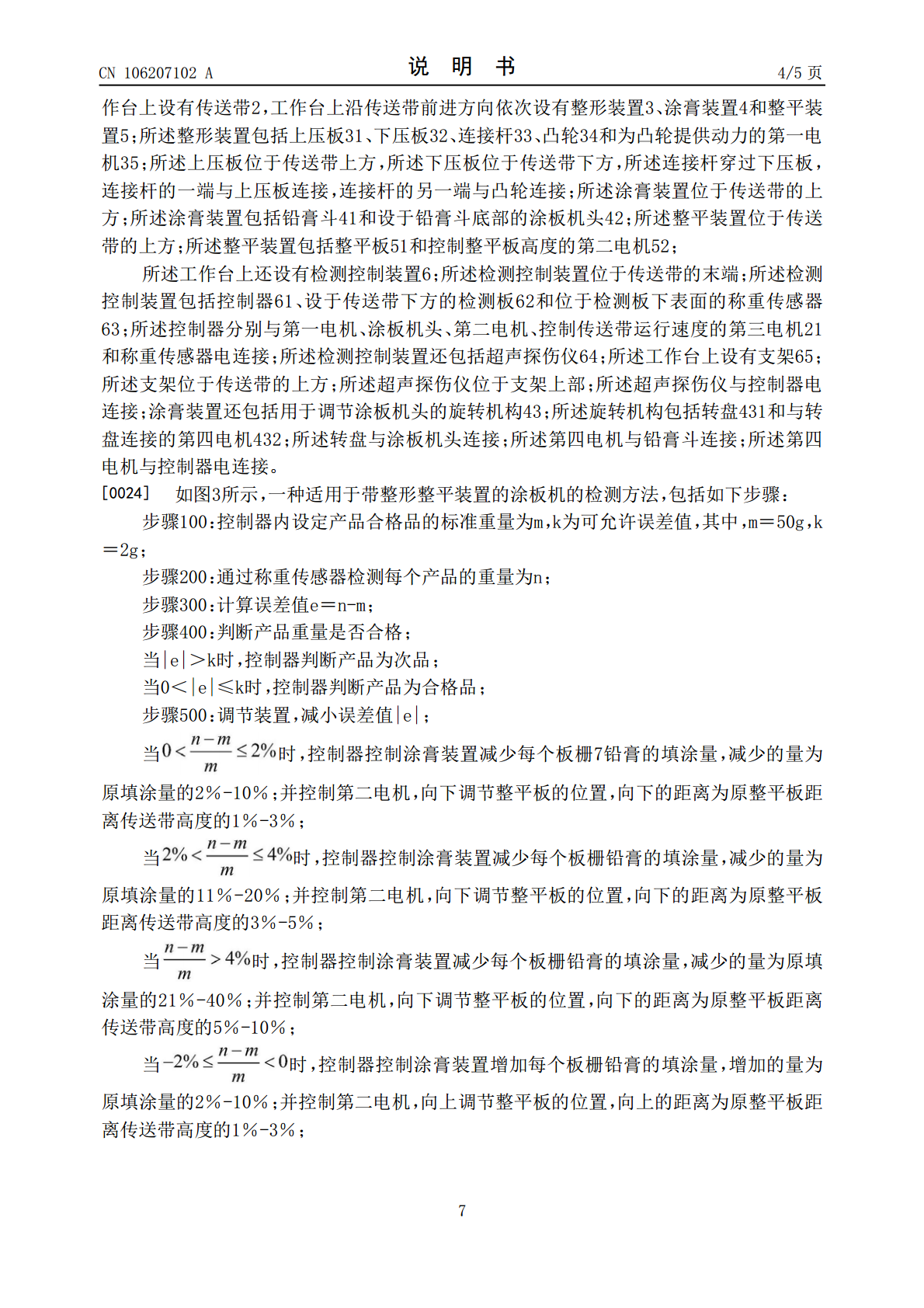
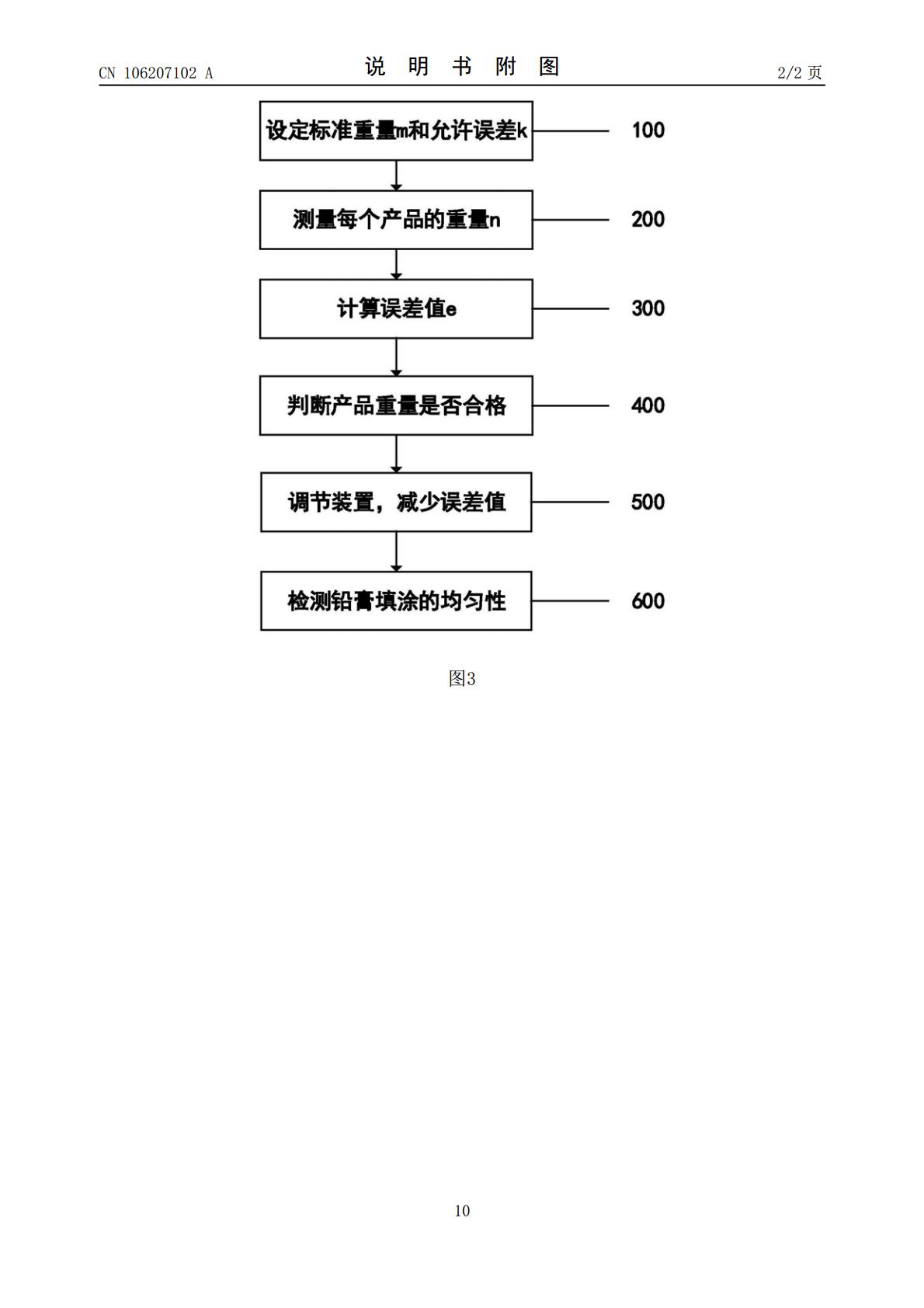
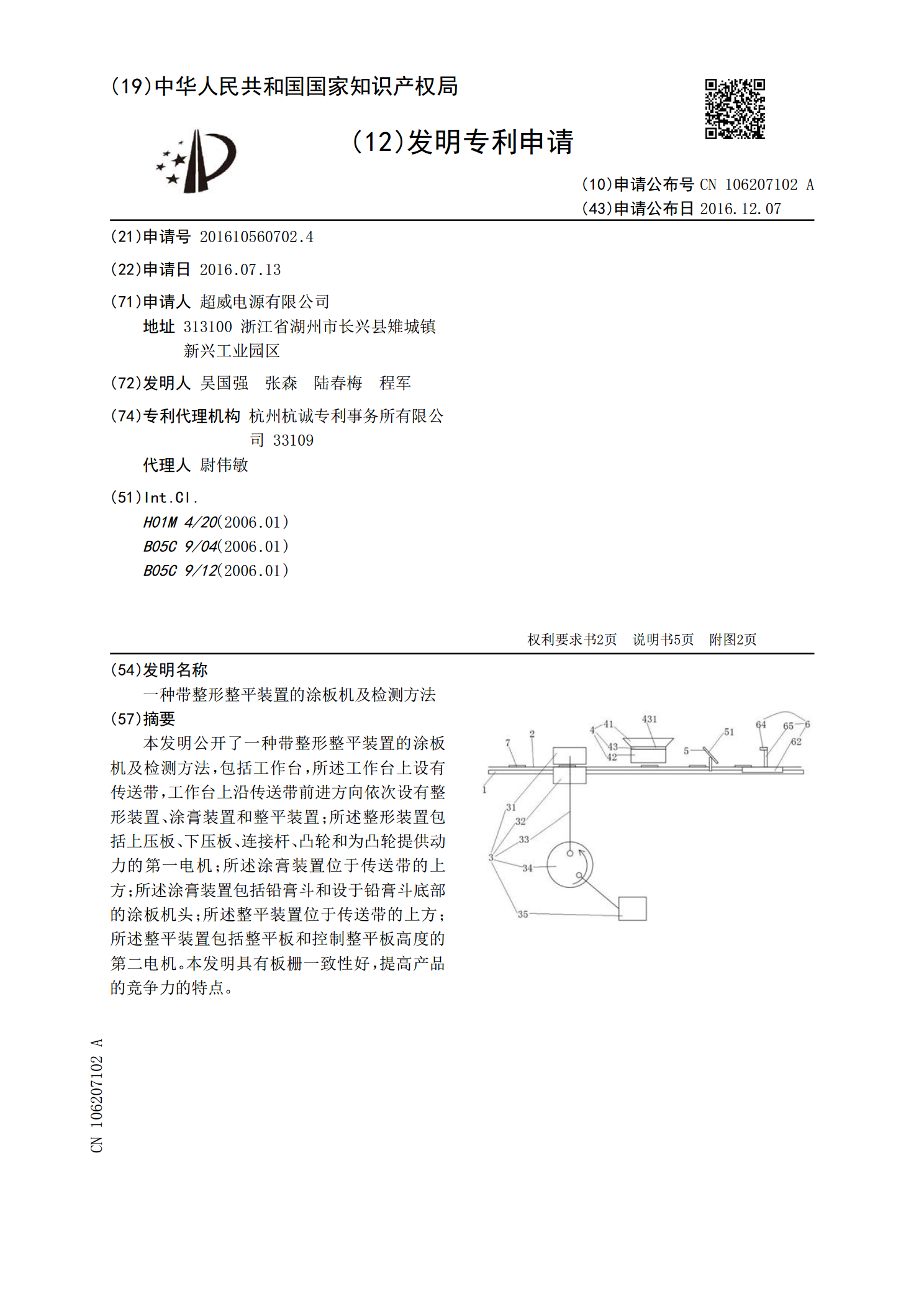
本发明公开了一种带整形整平装置的涂板机及检测方法,包括工作台,所述工作台上设有传送带,工作台上沿传送带前进方向依次设有整形装置、涂膏装置和整平装置;所述整形装置包括上压板、下压板、连接杆、凸轮和为凸轮提供动力的第一电机;所述涂膏装置位于传送带的上方;所述涂膏装置包括铅膏斗和设于铅膏斗底部的涂板机头;所述整平装置位于传送带的上方;所述整平装置包括整平板和控制整平板高度的第二电机。本发明具有板栅一致性好,提高产品的竞争力的特点。

一种焊带整形装置及焊带分段整形方法.pdf
本发明公开了一种焊带整形装置及焊带分段整形方法,包括至少一组整形装置,整形装置包括支架、安装在支架内的主动碾压轮和从动碾压轮,以及安装在支架上分别与主动碾压轮和从动碾压轮连接的驱动电机和离合装置,主动碾压轮和从动碾压轮在支架内上下分布,并且主动碾压轮和从动碾压轮间设置有预设间隙,主动碾压轮或从动碾压轮上设置有用于焊带整形的凹槽,驱动电机驱动主动碾压轮转动,并带动焊带从主动碾压轮和从动碾压轮间穿过,实现对焊带的碾压整形。本发明通过运用滚轮碾压方式对不同焊带进行分段整形,不仅实现了低成本又满足了高效反光,且运
涂板机的厚度定位装置.pdf
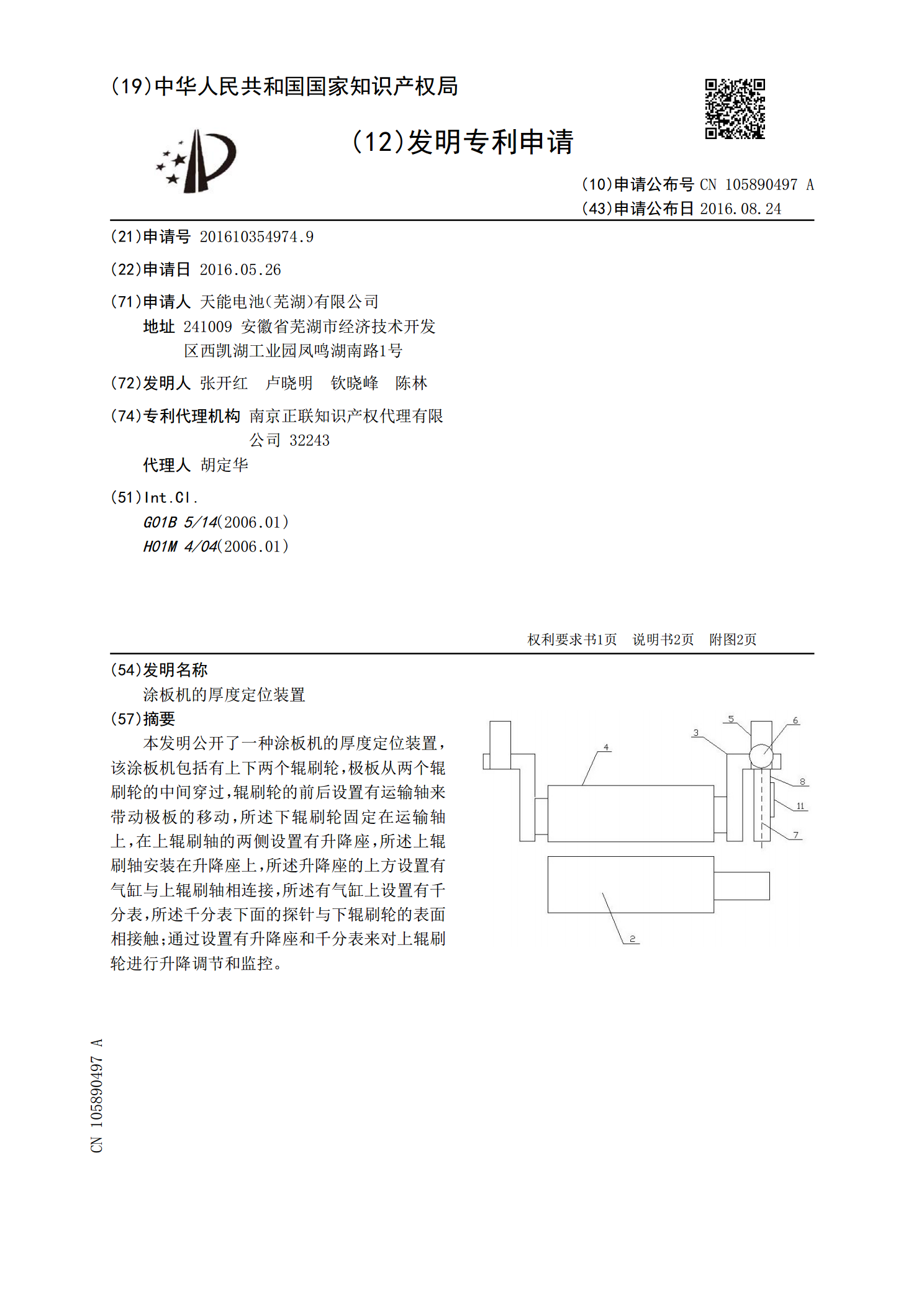
本发明公开了一种涂板机的厚度定位装置,该涂板机包括有上下两个辊刷轮,极板从两个辊刷轮的中间穿过,辊刷轮的前后设置有运输轴来带动极板的移动,所述下辊刷轮固定在运输轴上,在上辊刷轴的两侧设置有升降座,所述上辊刷轴安装在升降座上,所述升降座的上方设置有气缸与上辊刷轴相连接,所述有气缸上设置有千分表,所述千分表下面的探针与下辊刷轮的表面相接触;通过设置有升降座和千分表来对上辊刷轮进行升降调节和监控。

一种涂板机在线厚度测试装置.pdf
一种涂板机在线厚度测试装置,包括支撑架、压力传感器、顶块、弹性件、顶杆、中空管,所述压力传感器、中空管均安装于所述支撑架,所述中空管外套于所述压力传感器,所述顶块、弹性件、顶杆从上至下依次设于所述中空管内,所述顶块设于所述压力传感器的下方。本发明中的涂板机在线厚度测试装置,通过压力传感器接收来自顶块的压力并将压力值转换成电信号发送给计算机模块,计算机模块通过计算得出极板的厚度并进行显示,而且,压力传感器设在所述中空管内,不受极板生产线的高温、震动、灰尘等影响,更能适应各种恶劣环境,该装置可以为极板生产提供

一种分层整包机的侧整形装置.pdf
本发明涉及一种分层整包机的侧整形装置,包括机架,所述机架的两端上方分别对向设有侧推包装置;所述机架上固定安装有可调节的挡板;所述挡板及两个推包板围成具有一开口的矩形区域,所述机架上位于所述矩形区域的下方设有两个可开合的闸板平台。每层料袋从开口处被推入到矩形区域下方的闭合的两个闸板平台上,在可调节的挡板的作用下被抵住,同时在两个侧推包装置的作用下完成整形工序,侧推包装置包括安装板、推包板、与所述推包板垂直固接的导杆及气缸,同时每个导杆上分别设有两组滚轮支承装置;通过可调节的挡板的设置及侧推包装置的设置,其灵