
一种汽轮机转子动叶片装配末叶片销孔加工找正装置及方法.pdf

Th****s3

1/9
2/9

3/9

4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽轮机转子动叶片装配末叶片销孔加工找正装置及方法.pdf
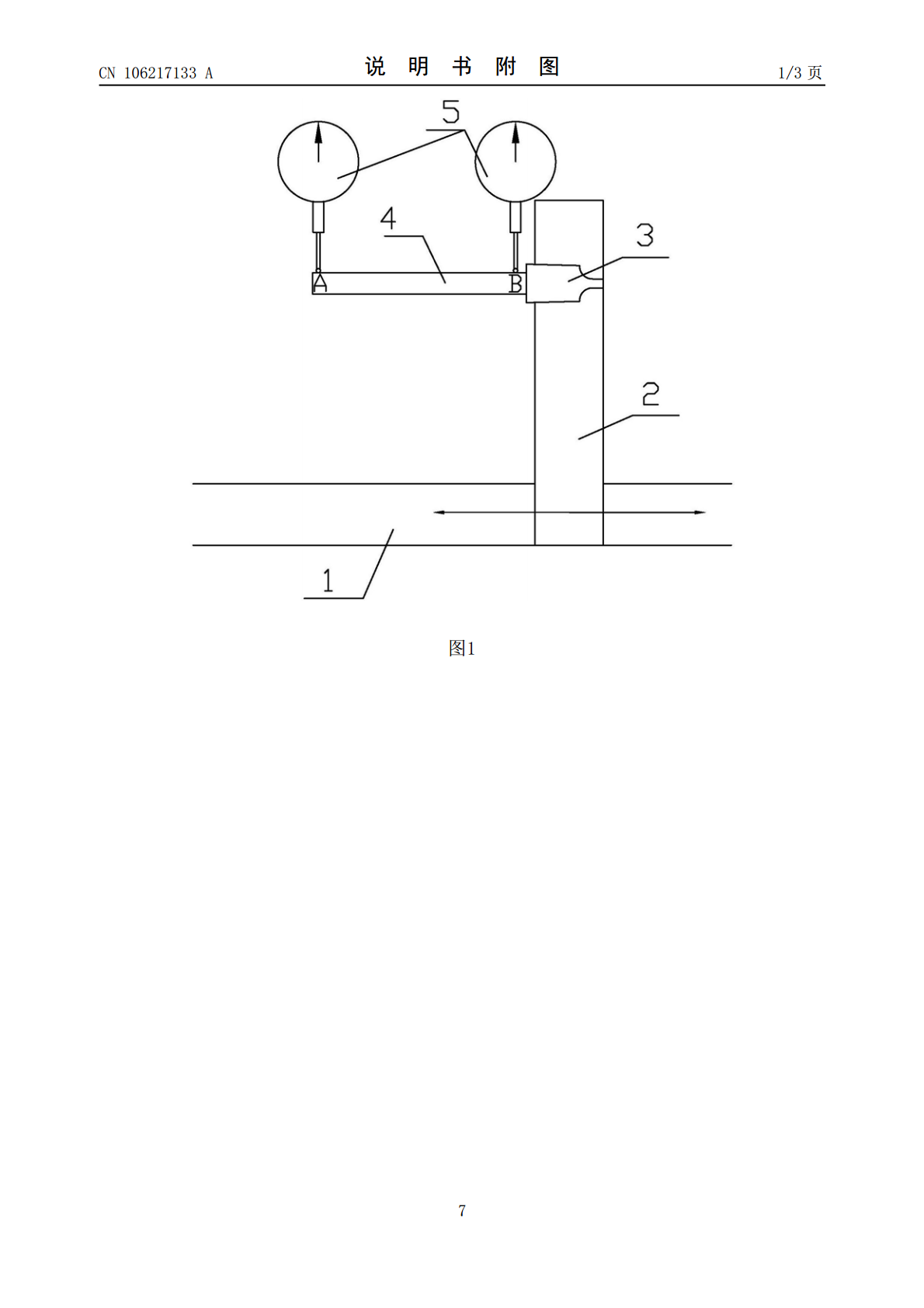
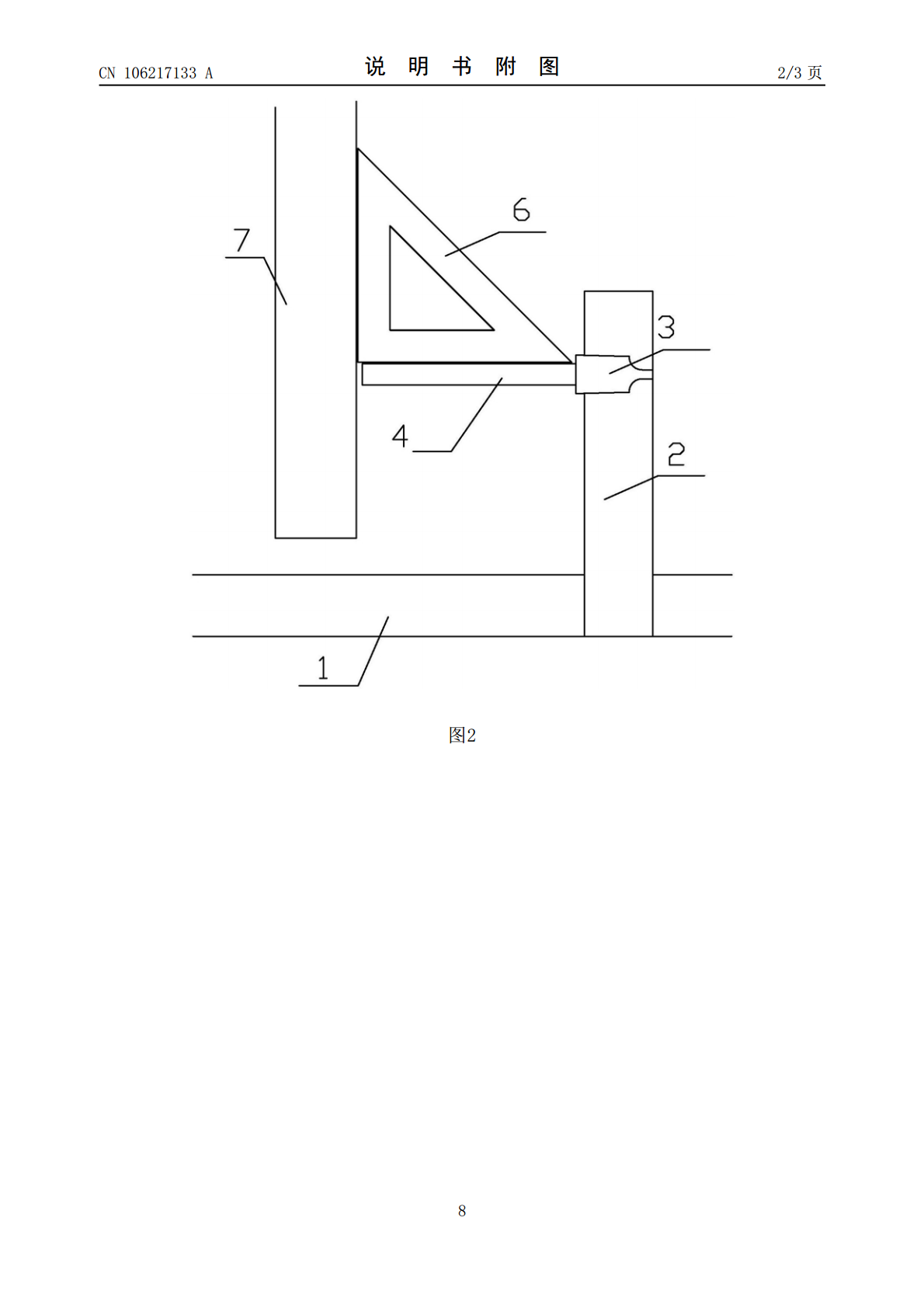
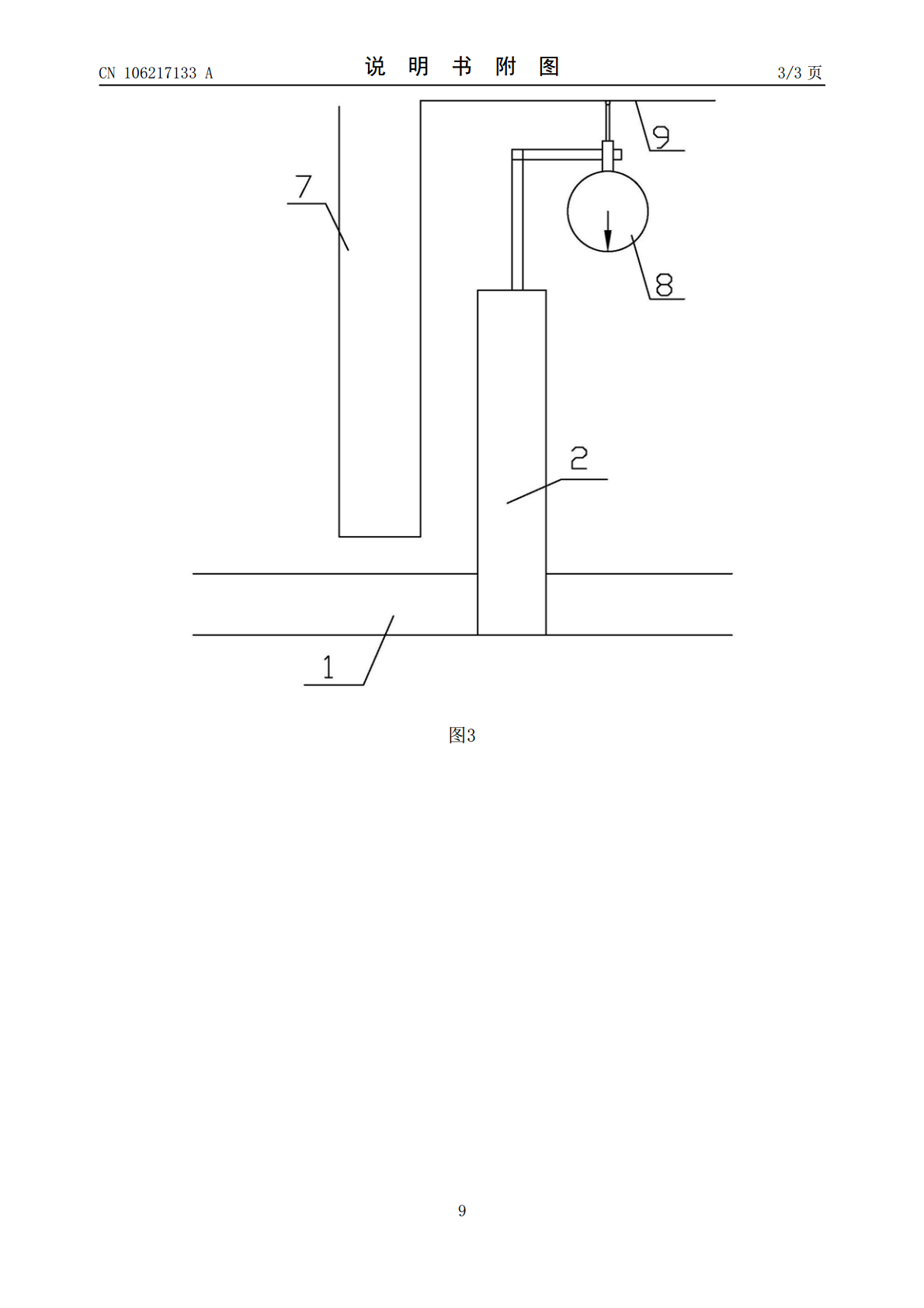
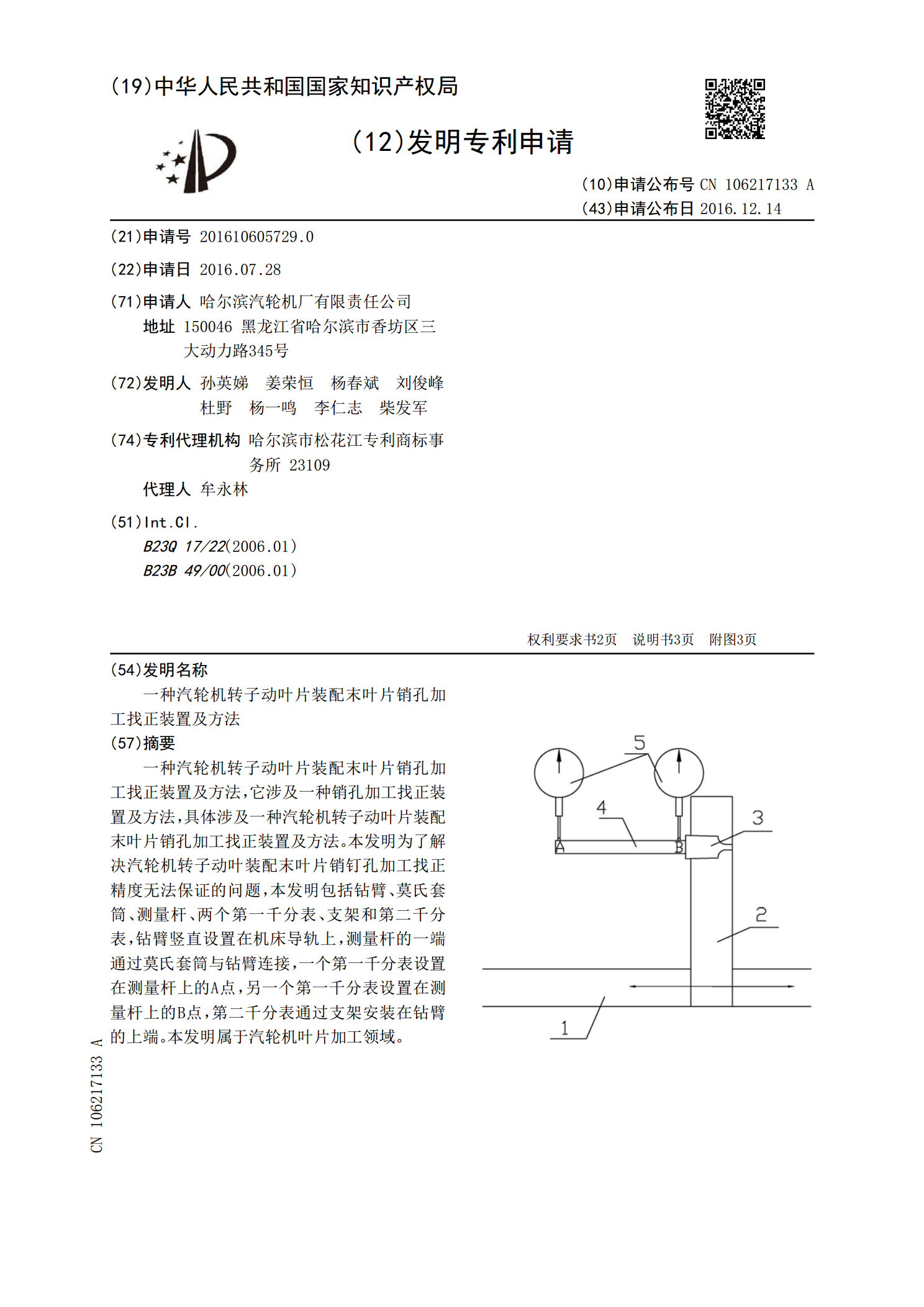
一种汽轮机转子动叶片装配末叶片销孔加工找正装置及方法,它涉及一种销孔加工找正装置及方法,具体涉及一种汽轮机转子动叶片装配末叶片销孔加工找正装置及方法。本发明为了解决汽轮机转子动叶装配末叶片销钉孔加工找正精度无法保证的问题,本发明包括钻臂、莫氏套筒、测量杆、两个第一千分表、支架和第二千分表,钻臂竖直设置在机床导轨上,测量杆的一端通过莫氏套筒与钻臂连接,一个第一千分表设置在测量杆上的A点,另一个第一千分表设置在测量杆上的B点,第二千分表通过支架安装在钻臂的上端。本发明属于汽轮机叶片加工领域。

一种汽轮机转子叶根动叶装配末叶片铆钉孔的加工方法.pdf
一种汽轮机转子叶根动叶装配末叶片铆钉孔的加工方法,涉及一种汽轮机转子叶根动叶装配末叶片铆钉孔的加工方法。本发明是为了解决汽轮机转子双倒梯型叶根动叶装配末叶片铆钉孔直线度低的技术问题。本发明:一、铆钉孔位置划线;二、钻底孔;三、钻通末叶片叶根底孔;四、叶根叶轮同钻通底孔;五、检查确认底孔直线度;六、扩、铰铆钉孔。本发明能保证汽轮机转子双倒梯型叶根动叶装配末叶片铆钉孔加工直线精度达到0.02mm/100mm,保证汽轮机转子双倒梯型叶根动叶装配末叶片铆钉孔加工型位精度,提高产品加工质量,保证机组安全运行,操作方
汽轮机转子上的动叶片装配方法.pdf
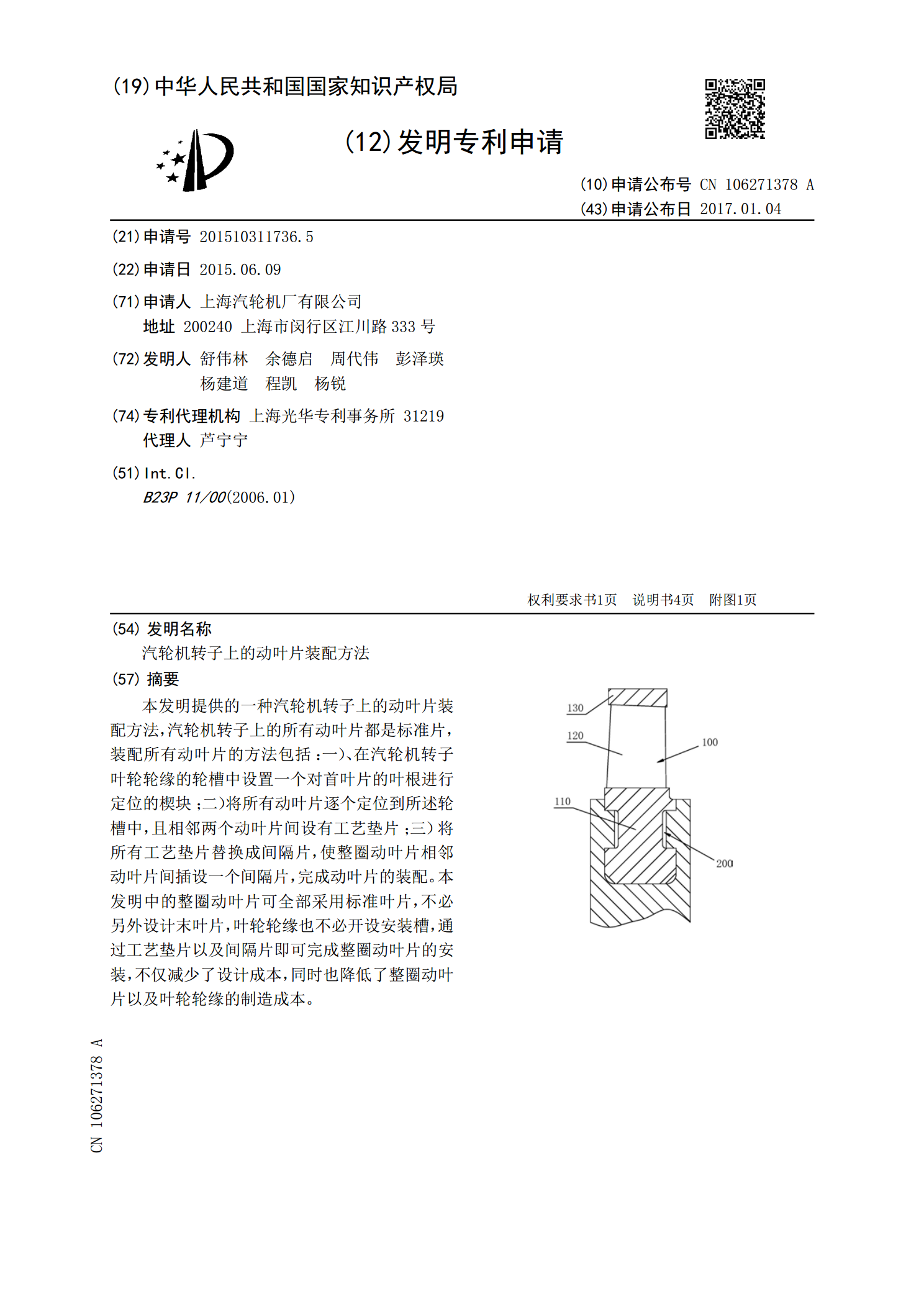
本发明提供的一种汽轮机转子上的动叶片装配方法,汽轮机转子上的所有动叶片都是标准片,装配所有动叶片的方法包括:一)、在汽轮机转子叶轮轮缘的轮槽中设置一个对首叶片的叶根进行定位的楔块;二)将所有动叶片逐个定位到所述轮槽中,且相邻两个动叶片间设有工艺垫片;三)将所有工艺垫片替换成间隔片,使整圈动叶片相邻动叶片间插设一个间隔片,完成动叶片的装配。本发明中的整圈动叶片可全部采用标准叶片,不必另外设计末叶片,叶轮轮缘也不必开设安装槽,通过工艺垫片以及间隔片即可完成整圈动叶片的安装,不仅减少了设计成本,同时也降低了整圈

涡轮动叶片与涡轮转子的销结合部的加工方法及涡轮动叶片.pdf
本发明提供即使是使用高强度材料的叉销结合方式的动叶片,也具有较高强度可靠性的销结合部的加工方法与涡轮动叶片。在对由高强度材料形成的涡轮动叶片与转子盘进行销结合的销结合部的加工方法中,在销孔的铰孔加工后使铰孔棒一边旋转一边从加工孔拔出铰孔棒,通过销结合部的销孔内表面的由切削产生的筋状裂纹(15)相对于销孔轴向倾斜,并且销孔内表面的筋状裂纹的方向与在销孔内表面上产生的拉伸应力的方向充分近似于平行,抑制由筋状裂纹产生的疲劳强度下降。
一种汽轮机转子对轮孔加工找正装置及方法.pdf
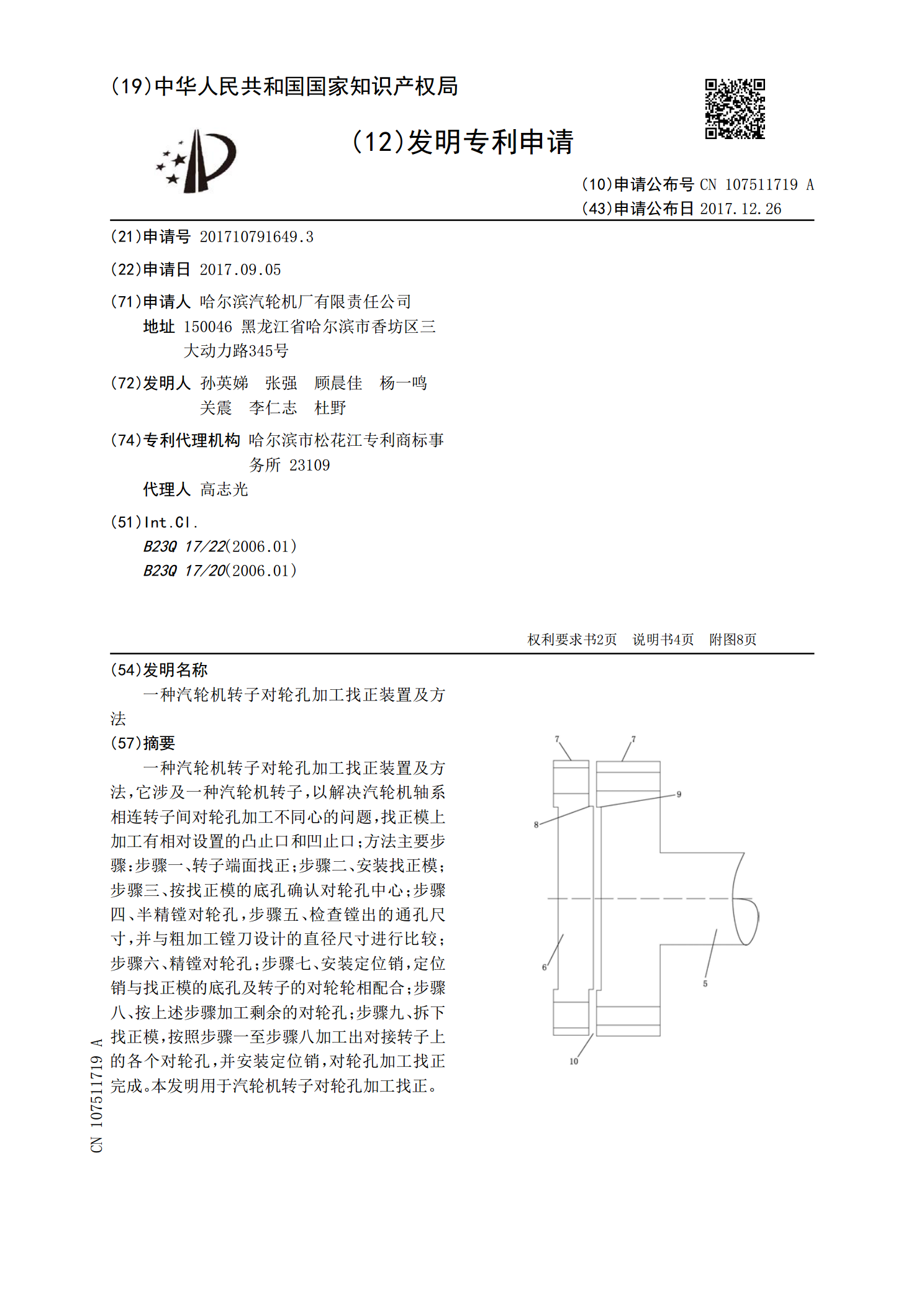
一种汽轮机转子对轮孔加工找正装置及方法,它涉及一种汽轮机转子,以解决汽轮机轴系相连转子间对轮孔加工不同心的问题,找正模上加工有相对设置的凸止口和凹止口;方法主要步骤:步骤一、转子端面找正;步骤二、安装找正模;步骤三、按找正模的底孔确认对轮孔中心;步骤四、半精镗对轮孔,步骤五、检查镗出的通孔尺寸,并与粗加工镗刀设计的直径尺寸进行比较;步骤六、精镗对轮孔;步骤七、安装定位销,定位销与找正模的底孔及转子的对轮轮相配合;步骤八、按上述步骤加工剩余的对轮孔;步骤九、拆下找正模,按照步骤一至步骤八加工出对接转子上的各