
一种汽轮机转子对轮孔加工找正装置及方法.pdf

森林****来了


1/10

2/10

3/10
4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种汽轮机转子对轮孔加工找正装置及方法.pdf
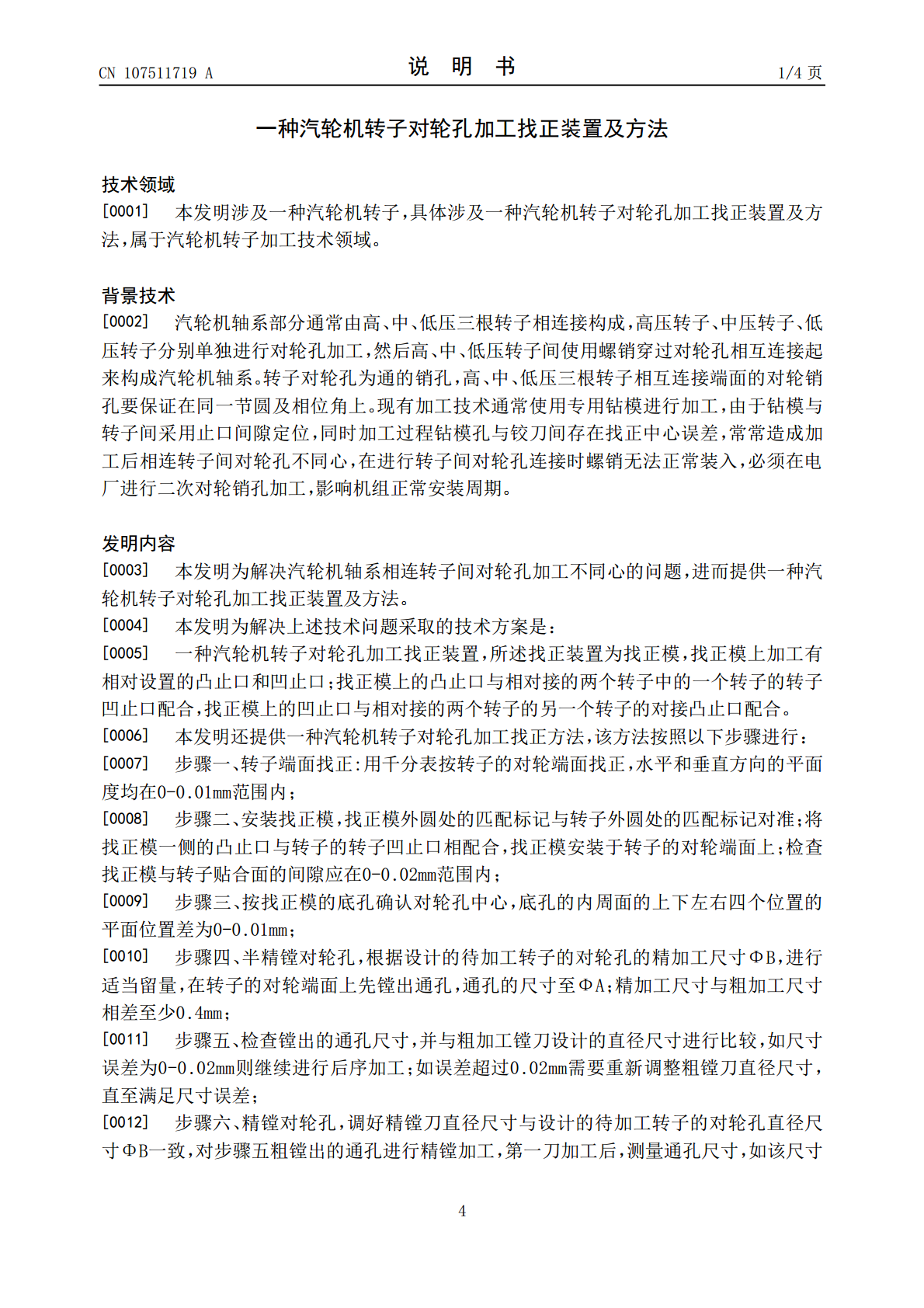
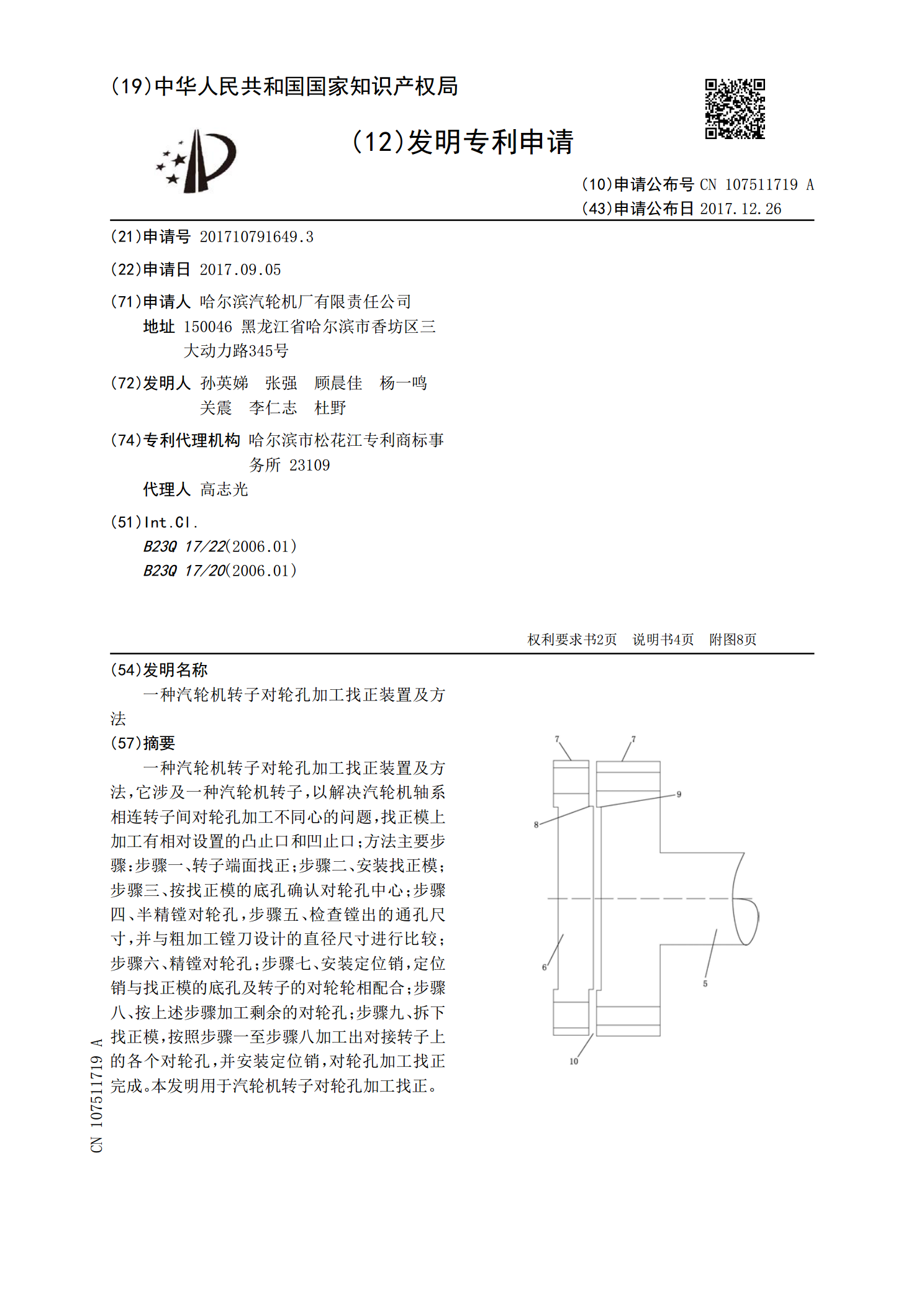
一种汽轮机转子对轮孔加工找正装置及方法,它涉及一种汽轮机转子,以解决汽轮机轴系相连转子间对轮孔加工不同心的问题,找正模上加工有相对设置的凸止口和凹止口;方法主要步骤:步骤一、转子端面找正;步骤二、安装找正模;步骤三、按找正模的底孔确认对轮孔中心;步骤四、半精镗对轮孔,步骤五、检查镗出的通孔尺寸,并与粗加工镗刀设计的直径尺寸进行比较;步骤六、精镗对轮孔;步骤七、安装定位销,定位销与找正模的底孔及转子的对轮轮相配合;步骤八、按上述步骤加工剩余的对轮孔;步骤九、拆下找正模,按照步骤一至步骤八加工出对接转子上的各
一种汽轮机转子动叶片装配末叶片销孔加工找正装置及方法.pdf
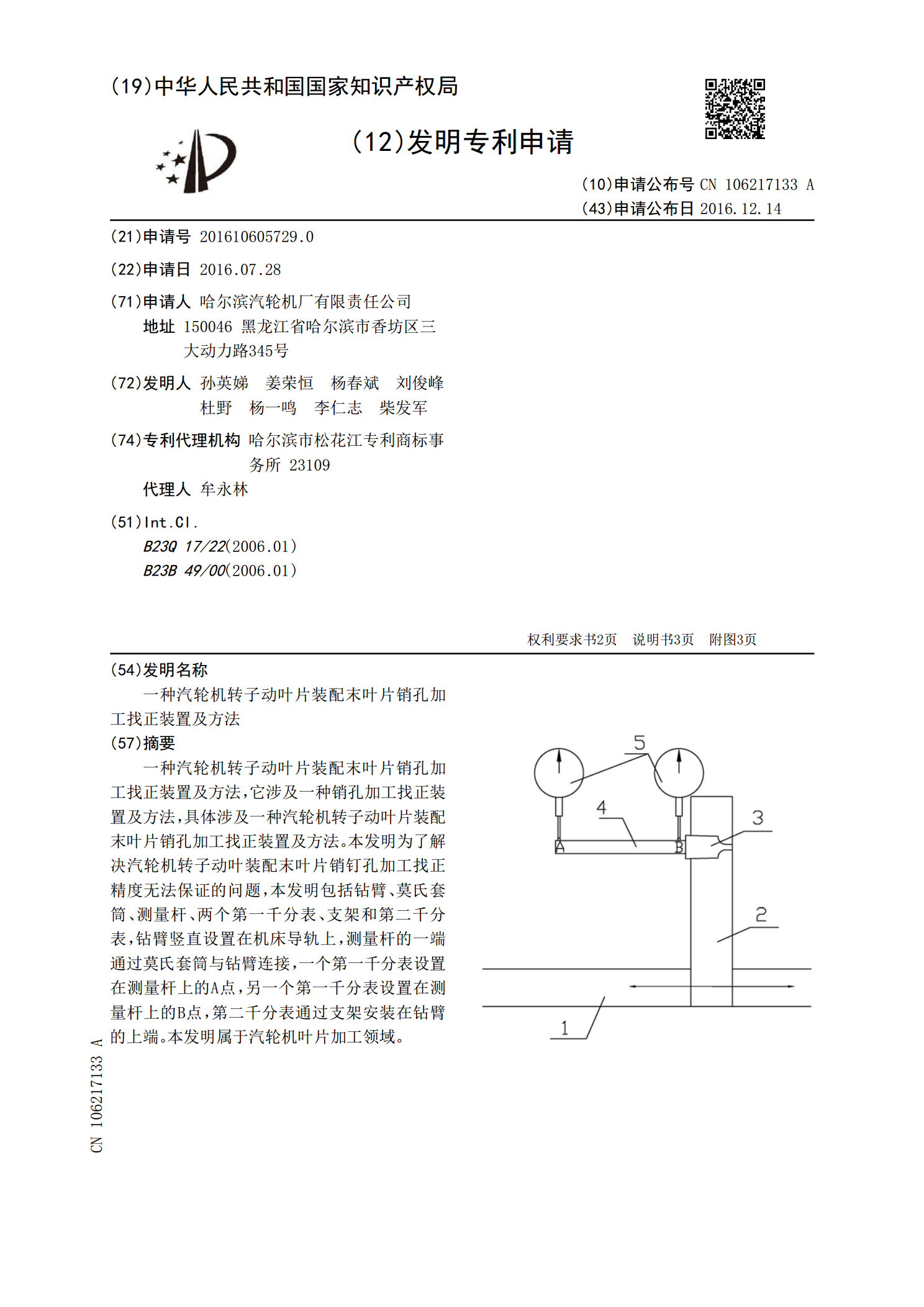
一种汽轮机转子动叶片装配末叶片销孔加工找正装置及方法,它涉及一种销孔加工找正装置及方法,具体涉及一种汽轮机转子动叶片装配末叶片销孔加工找正装置及方法。本发明为了解决汽轮机转子动叶装配末叶片销钉孔加工找正精度无法保证的问题,本发明包括钻臂、莫氏套筒、测量杆、两个第一千分表、支架和第二千分表,钻臂竖直设置在机床导轨上,测量杆的一端通过莫氏套筒与钻臂连接,一个第一千分表设置在测量杆上的A点,另一个第一千分表设置在测量杆上的B点,第二千分表通过支架安装在钻臂的上端。本发明属于汽轮机叶片加工领域。
汽轮机转子联接孔沉孔侧面加工装置及方法.pdf
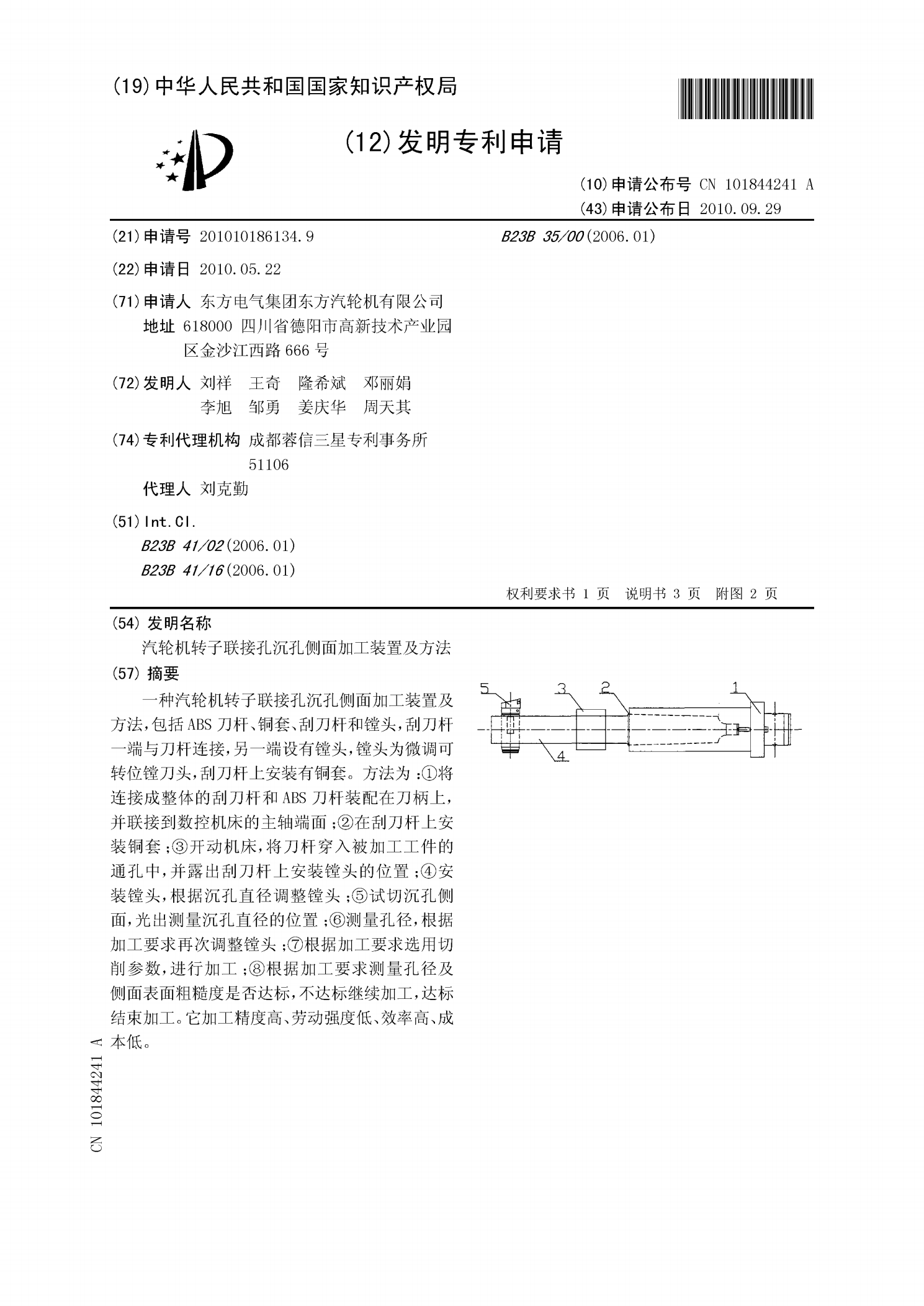
一种汽轮机转子联接孔沉孔侧面加工装置及方法,包括ABS刀杆、铜套、刮刀杆和镗头,刮刀杆一端与刀杆连接,另一端设有镗头,镗头为微调可转位镗刀头,刮刀杆上安装有铜套。方法为:①将连接成整体的刮刀杆和ABS刀杆装配在刀柄上,并联接到数控机床的主轴端面;②在刮刀杆上安装铜套;③开动机床,将刀杆穿入被加工工件的通孔中,并露出刮刀杆上安装镗头的位置;④安装镗头,根据沉孔直径调整镗头;⑤试切沉孔侧面,光出测量沉孔直径的位置;⑥测量孔径,根据加工要求再次调整镗头;⑦根据加工要求选用切削参数,进行加工;⑧根据加工要求测量孔

一种汽轮机转子铣轮槽用辅助找正装置.pdf
一种汽轮机转子铣轮槽用辅助找正装置,它涉及一种铣轮槽用辅助找正装置。汽轮机转子在双立柱镗床、轮槽铣床加工找正转子Z轴零点时需要人为手动将表头进行提拉,该提拉动作易造成表架的位移误差,从而影响找正的准确性。本发明中所述连接轴为阶梯轴,连接轴竖直设置且其上端设置在第一连接块上,连接套设在第一连接块上,连接杆水平设置且其一端沿连接套的轴向方向依次穿过连接套和第一连接块与第一紧固件可拆卸连接,调节杆水平设置且其一端沿连接套的径向方向穿过连接套,连接杆与调节杆之间垂直设置,第二紧固件穿过第二连接块与调节杆的另一端可

一种汽轮机转子顶尖孔卧车加工用钻孔装置.pdf
一种汽轮机转子顶尖孔卧车加工用钻孔装置,本发明涉及一种钻孔装置,本发明为了解决现有的汽轮机转子顶尖孔钻孔装置设计不合理,不能精细调整钻孔中心,反复更换调整垫片,钻套轴线与转子中心线的平行度偏差,加工工序繁琐,找正效率低的问题。本发明包括钻削用套体、调整座、螺杆和螺母,所述钻削用套体包括钻套、连接盘和定位键块,钻套、连接盘和定位键块从左至右依次连接成一体;调整座由刀具接口和长方形板体首尾依次连接成一体,所述螺杆由上至下依次穿过长方形板体的上表面、定位键块和长方形板体的下表面后与螺母连接。本发明应用于汽轮机转