
大规格螺栓的螺纹滚压成形工艺.pdf

星菱****23

1/8

2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大规格螺栓的螺纹滚压成形工艺.pdf
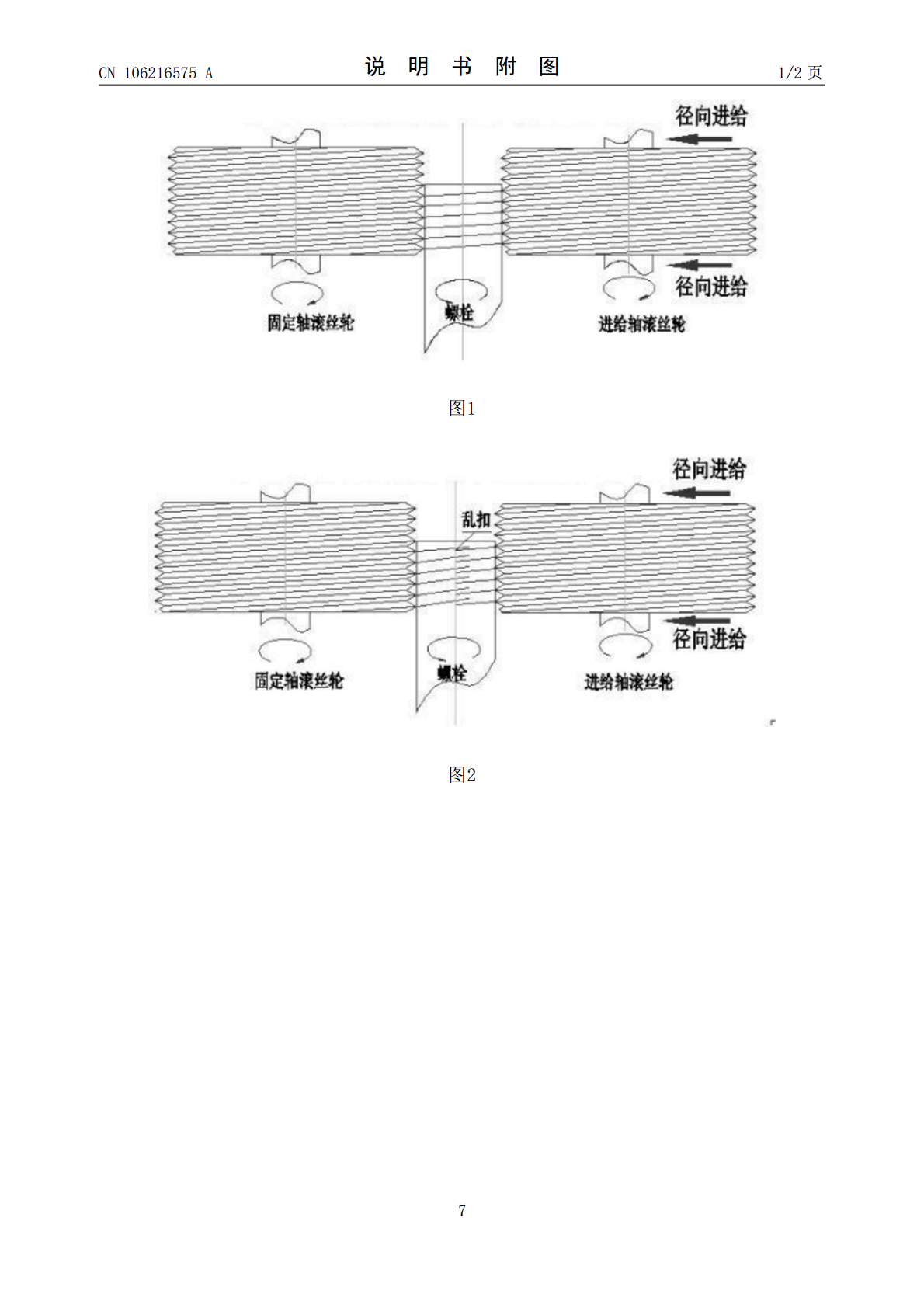
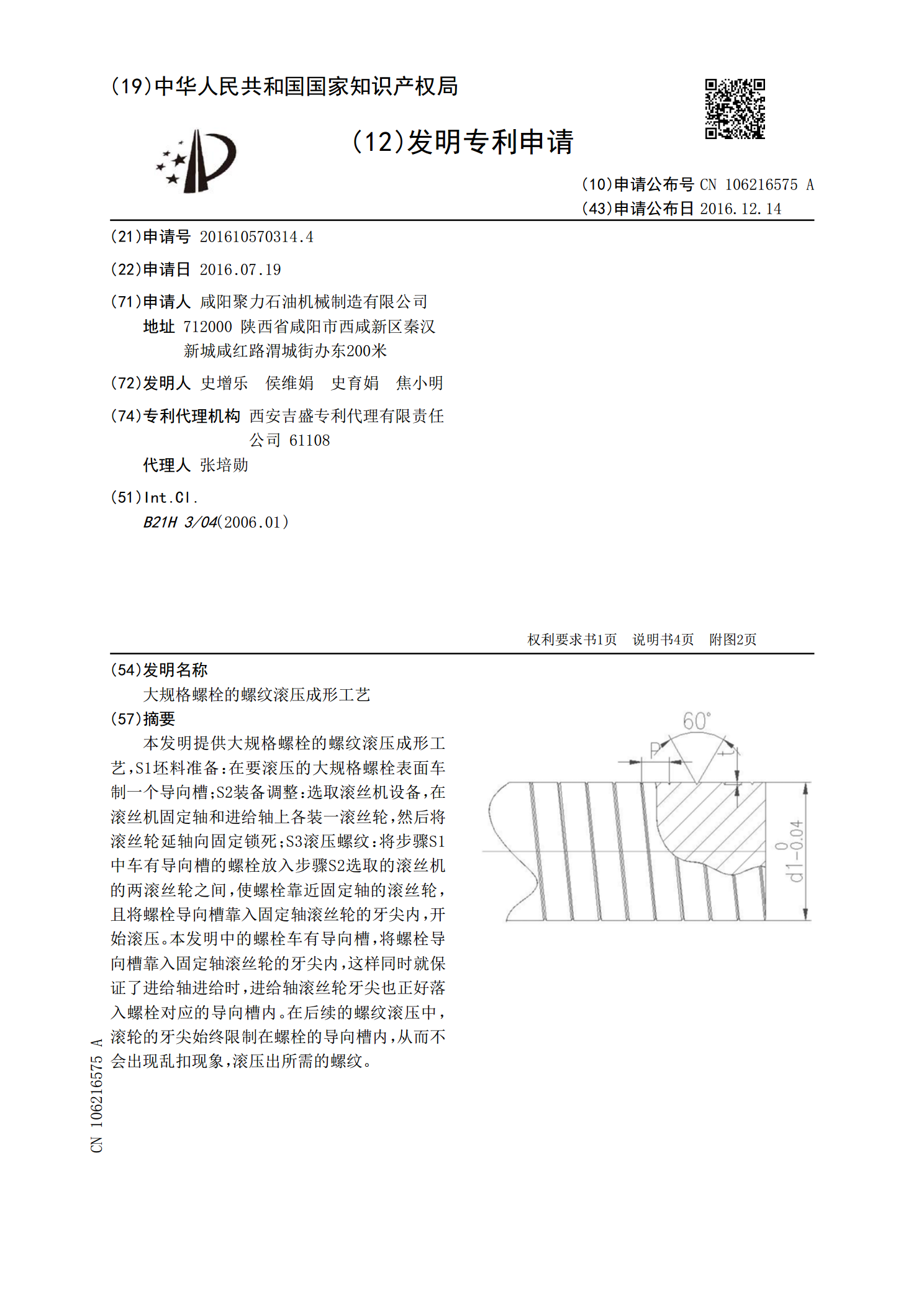
本发明提供大规格螺栓的螺纹滚压成形工艺,S1坯料准备:在要滚压的大规格螺栓表面车制一个导向槽;S2装备调整:选取滚丝机设备,在滚丝机固定轴和进给轴上各装一滚丝轮,然后将滚丝轮延轴向固定锁死;S3滚压螺纹:将步骤S1中车有导向槽的螺栓放入步骤S2选取的滚丝机的两滚丝轮之间,使螺栓靠近固定轴的滚丝轮,且将螺栓导向槽靠入固定轴滚丝轮的牙尖内,开始滚压。本发明中的螺栓车有导向槽,将螺栓导向槽靠入固定轴滚丝轮的牙尖内,这样同时就保证了进给轴进给时,进给轴滚丝轮牙尖也正好落入螺栓对应的导向槽内。在后续的螺纹滚压中,滚
冷滚压螺纹成形刀具.pdf
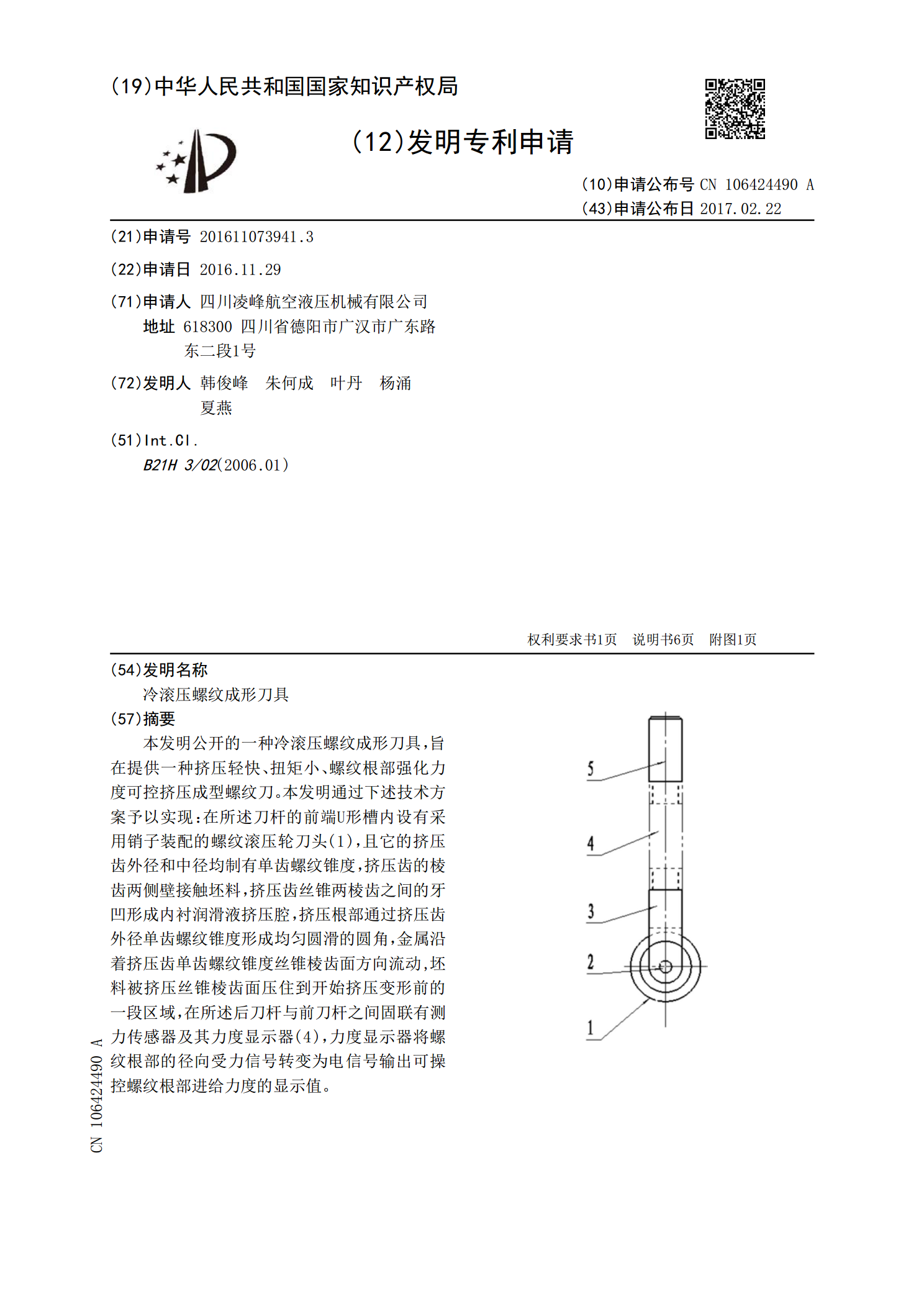
本发明公开的一种冷滚压螺纹成形刀具,旨在提供一种挤压轻快、扭矩小、螺纹根部强化力度可控挤压成型螺纹刀。本发明通过下述技术方案予以实现:在所述刀杆的前端U形槽内设有采用销子装配的螺纹滚压轮刀头(1),且它的挤压齿外径和中径均制有单齿螺纹锥度,挤压齿的棱齿两侧壁接触坯料,挤压齿丝锥两棱齿之间的牙凹形成内衬润滑液挤压腔,挤压根部通过挤压齿外径单齿螺纹锥度形成均匀圆滑的圆角,金属沿着挤压齿单齿螺纹锥度丝锥棱齿面方向流动,坯料被挤压丝锥棱齿面压住到开始挤压变形前的一段区域,在所述后刀杆与前刀杆之间固联有测力传感器及

螺纹滚压与滚压成型工艺.doc
一、螺纹滚压及平面搓丝板的应用螺纹滚压是一种冷锻压工艺,靠材料的塑性移动成形螺纹和其他形状。平面搓丝板是用在往復式螺纹滚压机上,这类螺纹滚压机有很多型号,每种型号有一定的直径范围和长度范围。机上有两块搓丝板,一个是固定的,另一个是活动的,两模具滚压表面是互相对面定位的。在机器的行程中,螺纹和其他形状一次被滚压在坯件上。滚压螺纹有很多优点:螺纹质量精确可靠、无碎屑、节约原材料、降低生产成本、生产效率高。可进行滚压的材料有:钢(包括不锈钢和工具钢)、铝、铜、铍、钛、金、银以及尼龙和塑料等。平面搓丝板除用于滚压

高速列车A286螺栓螺纹滚压工艺多目标优化.docx
高速列车A286螺栓螺纹滚压工艺多目标优化高速列车A286螺栓螺纹滚压工艺多目标优化摘要:随着高速列车的发展,螺栓作为关键连接件在列车运行中起着重要的作用。A286高强度不锈钢螺栓由于其优良的力学性能和耐腐蚀性被广泛应用于高速列车的制造中。螺纹滚压工艺作为螺栓加工的主要方法之一,在提高生产效率和螺栓质量方面具有优势。本文针对高速列车A286螺栓螺纹滚压工艺进行多目标优化研究,以提高螺纹滚压工艺的效率和质量。关键词:高速列车;A286螺栓;螺纹滚压;多目标优化一、引言高速列车对螺栓的性能要求较高,尤其是其在

一种长螺栓螺纹滚压装置.pdf
本发明公开了一种长螺栓螺纹滚压装置,包括有工作台,工作台上对称设置有第一底座和第二底座,两个底座上均安装有水平设置的转轴,两个转轴的一端各安装有一个滚压模,两个转轴的另一端各安装有一个涡轮,第一底座固定在工作台上,工作台上固定有水平设置的第一导轨,第二底座安装在第一导轨上,还包括有气缸,第二底座由气缸驱动,工作台上两个涡轮的下方安装水平设置的蜗杆,两个涡轮与蜗杆相啮合,还包括有第一电机,蜗杆由第一电机驱动,工作台上设有滚压模的一侧设有喂料机构,本发明结构简单,非常实用。