
冷滚压螺纹成形刀具.pdf

是你****优呀

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冷滚压螺纹成形刀具.pdf
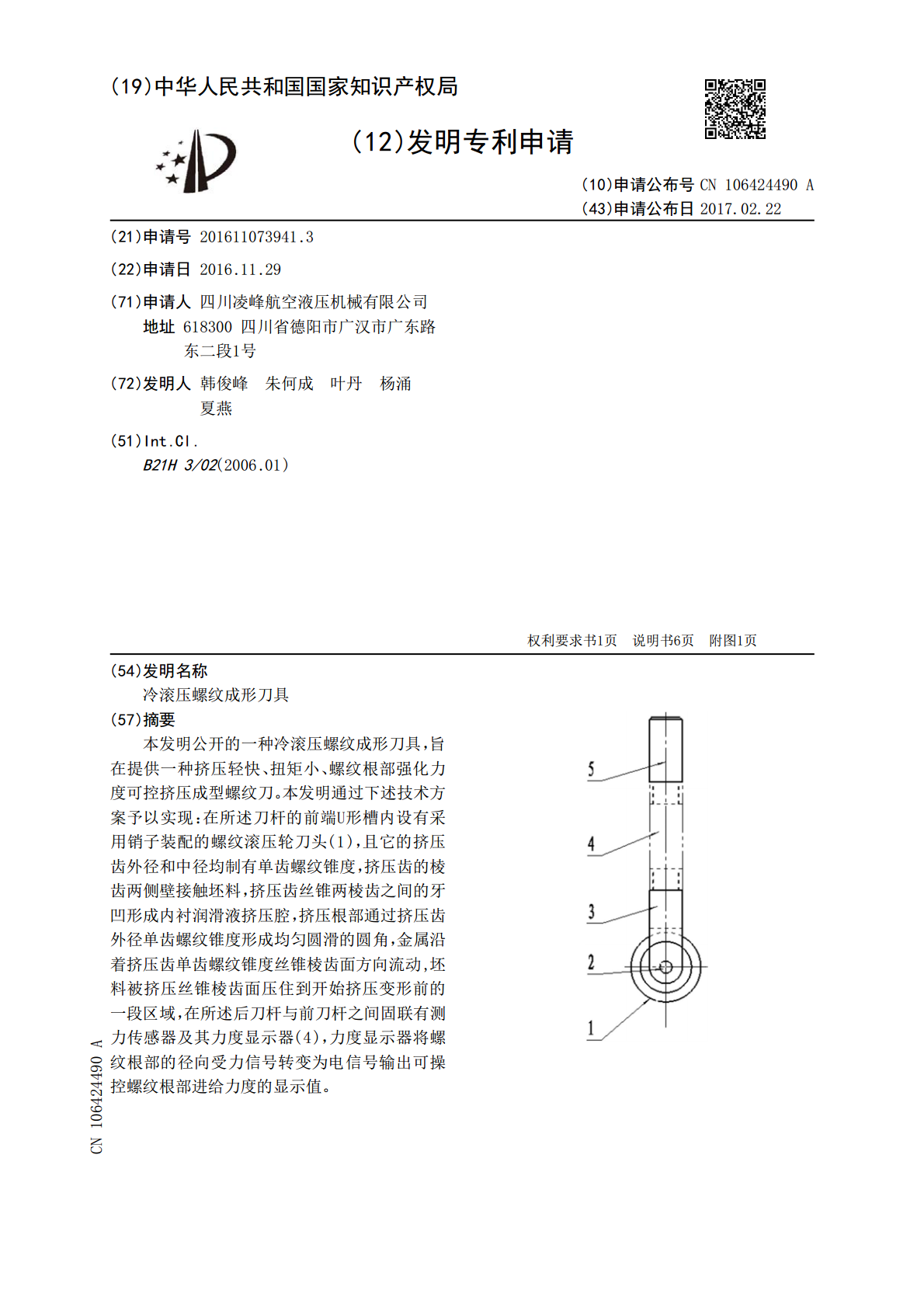
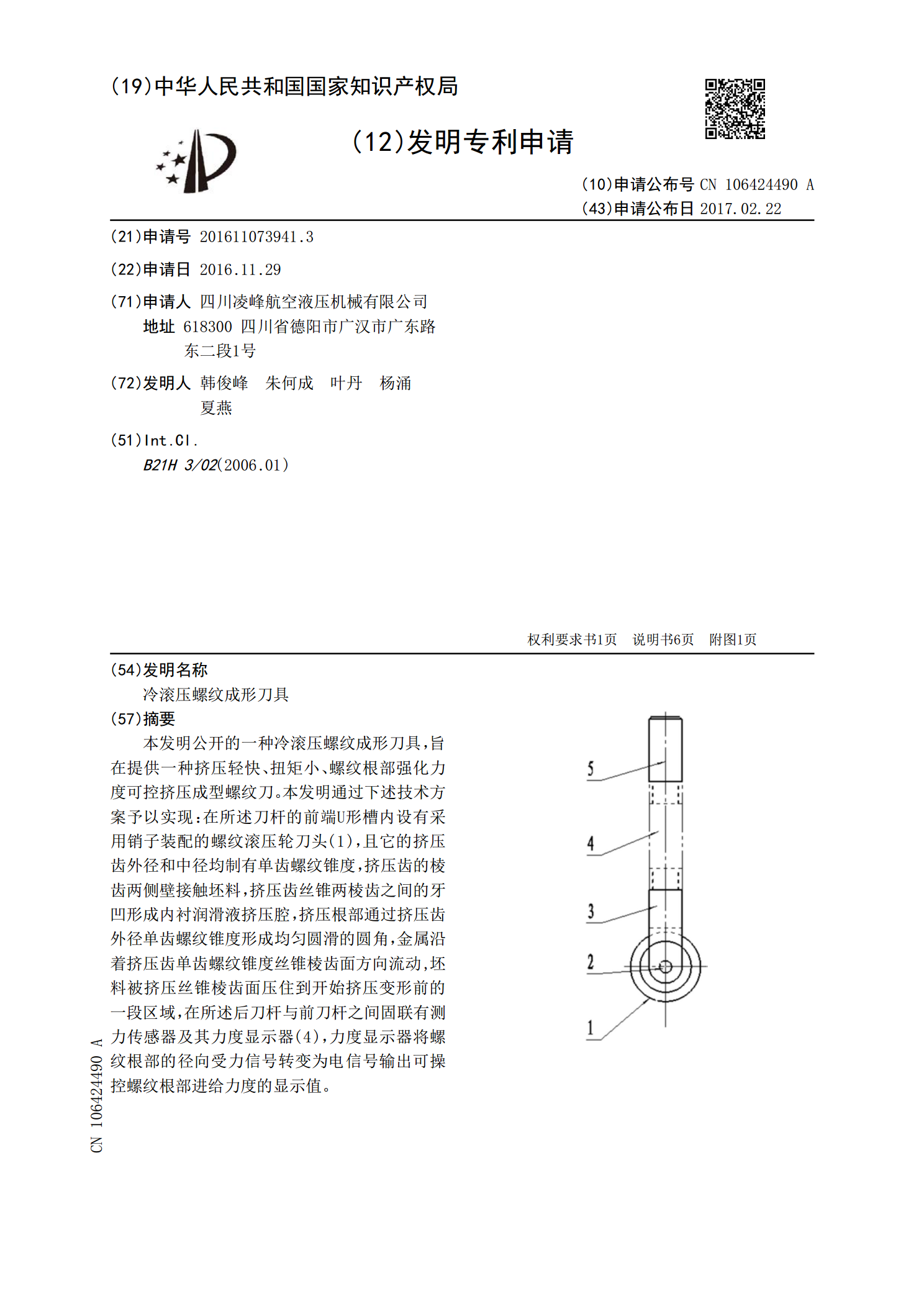
本发明公开的一种冷滚压螺纹成形刀具,旨在提供一种挤压轻快、扭矩小、螺纹根部强化力度可控挤压成型螺纹刀。本发明通过下述技术方案予以实现:在所述刀杆的前端U形槽内设有采用销子装配的螺纹滚压轮刀头(1),且它的挤压齿外径和中径均制有单齿螺纹锥度,挤压齿的棱齿两侧壁接触坯料,挤压齿丝锥两棱齿之间的牙凹形成内衬润滑液挤压腔,挤压根部通过挤压齿外径单齿螺纹锥度形成均匀圆滑的圆角,金属沿着挤压齿单齿螺纹锥度丝锥棱齿面方向流动,坯料被挤压丝锥棱齿面压住到开始挤压变形前的一段区域,在所述后刀杆与前刀杆之间固联有测力传感器及
大规格螺栓的螺纹滚压成形工艺.pdf
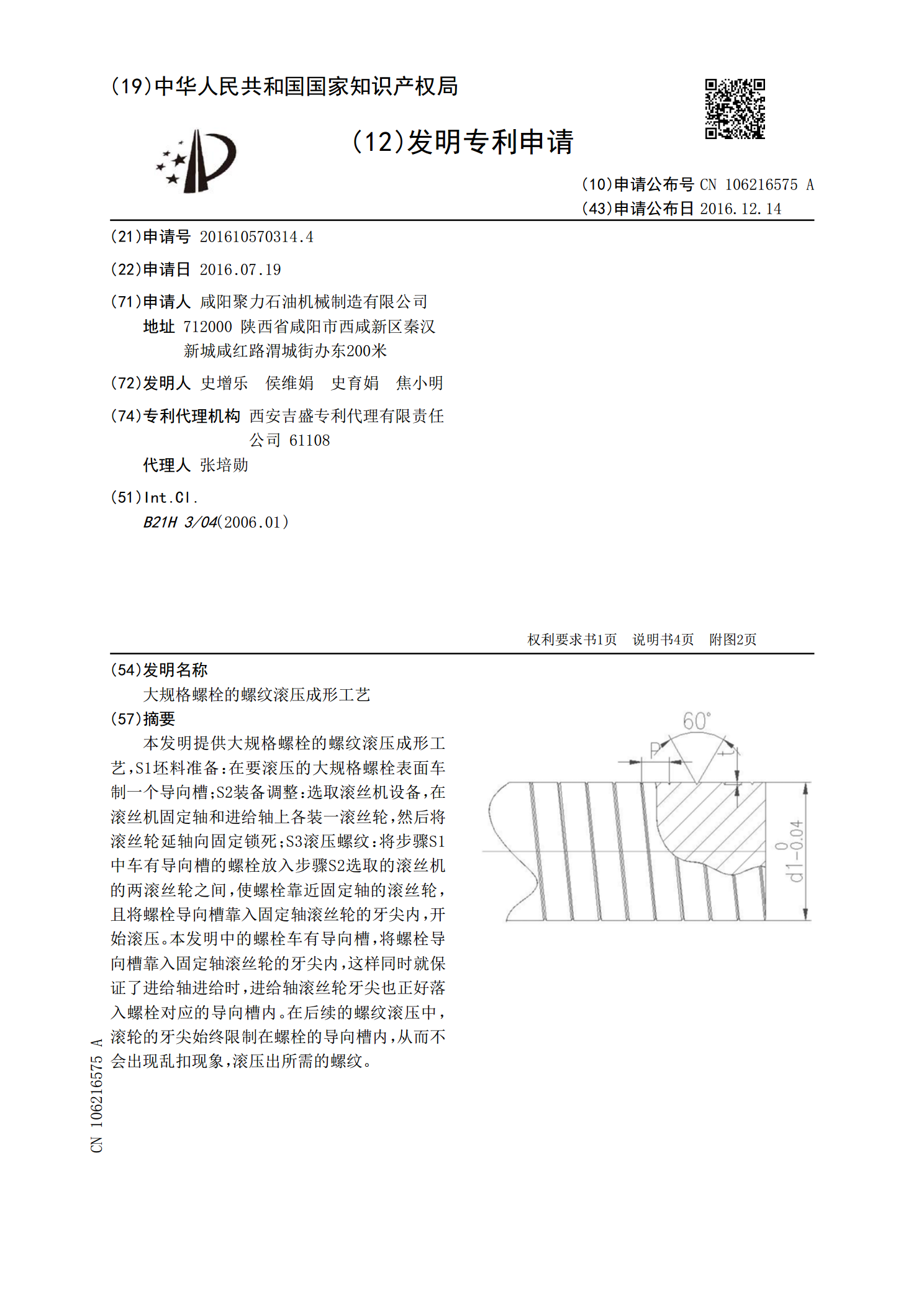
本发明提供大规格螺栓的螺纹滚压成形工艺,S1坯料准备:在要滚压的大规格螺栓表面车制一个导向槽;S2装备调整:选取滚丝机设备,在滚丝机固定轴和进给轴上各装一滚丝轮,然后将滚丝轮延轴向固定锁死;S3滚压螺纹:将步骤S1中车有导向槽的螺栓放入步骤S2选取的滚丝机的两滚丝轮之间,使螺栓靠近固定轴的滚丝轮,且将螺栓导向槽靠入固定轴滚丝轮的牙尖内,开始滚压。本发明中的螺栓车有导向槽,将螺栓导向槽靠入固定轴滚丝轮的牙尖内,这样同时就保证了进给轴进给时,进给轴滚丝轮牙尖也正好落入螺栓对应的导向槽内。在后续的螺纹滚压中,滚
内螺纹定值冷滚压装置.pdf
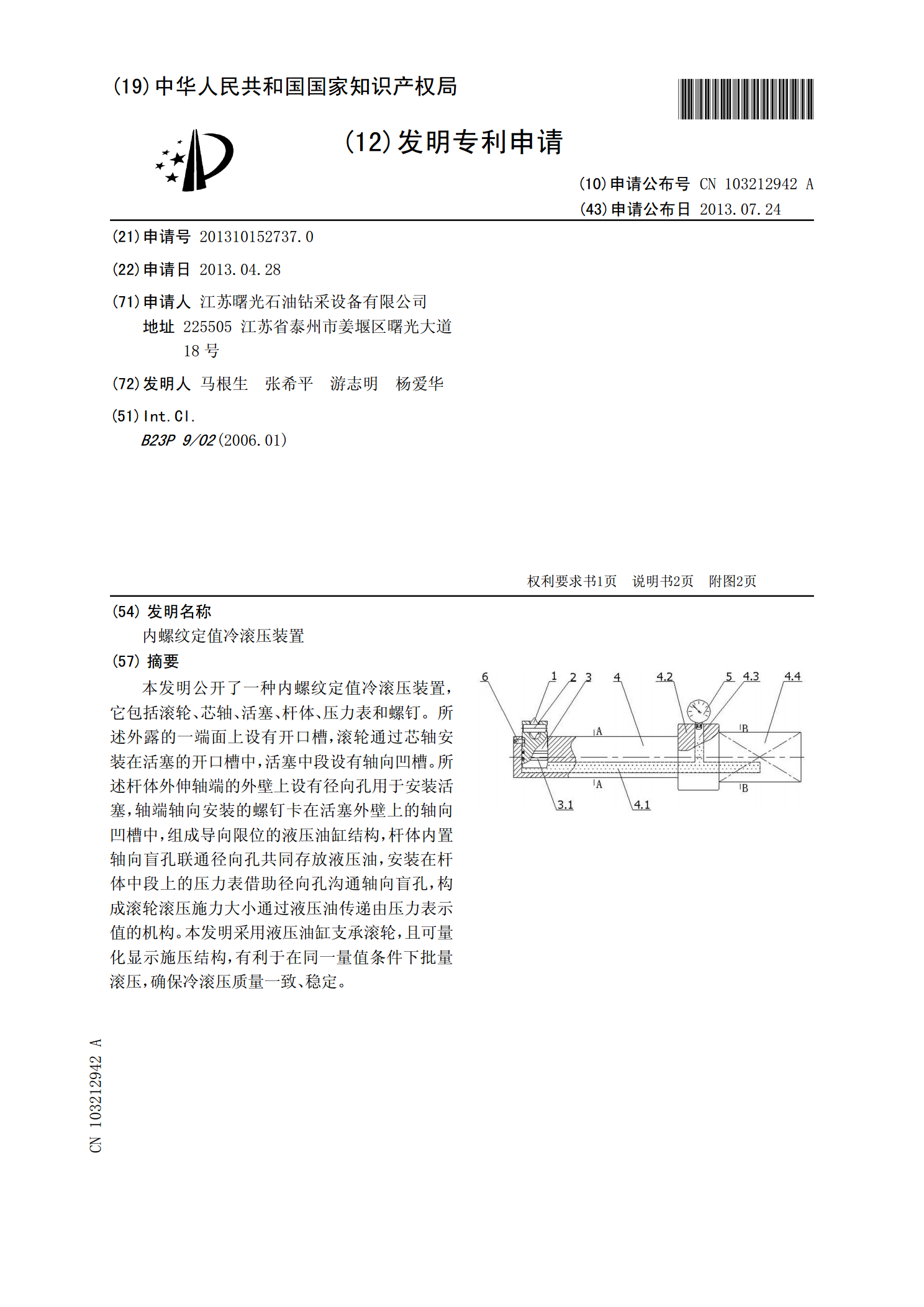
本发明公开了一种内螺纹定值冷滚压装置,它包括滚轮、芯轴、活塞、杆体、压力表和螺钉。所述外露的一端面上设有开口槽,滚轮通过芯轴安装在活塞的开口槽中,活塞中段设有轴向凹槽。所述杆体外伸轴端的外壁上设有径向孔用于安装活塞,轴端轴向安装的螺钉卡在活塞外壁上的轴向凹槽中,组成导向限位的液压油缸结构,杆体内置轴向盲孔联通径向孔共同存放液压油,安装在杆体中段上的压力表借助径向孔沟通轴向盲孔,构成滚轮滚压施力大小通过液压油传递由压力表示值的机构。本发明采用液压油缸支承滚轮,且可量化显示施压结构,有利于在同一量值条件下批量
液压式外螺纹冷滚压装置.pdf
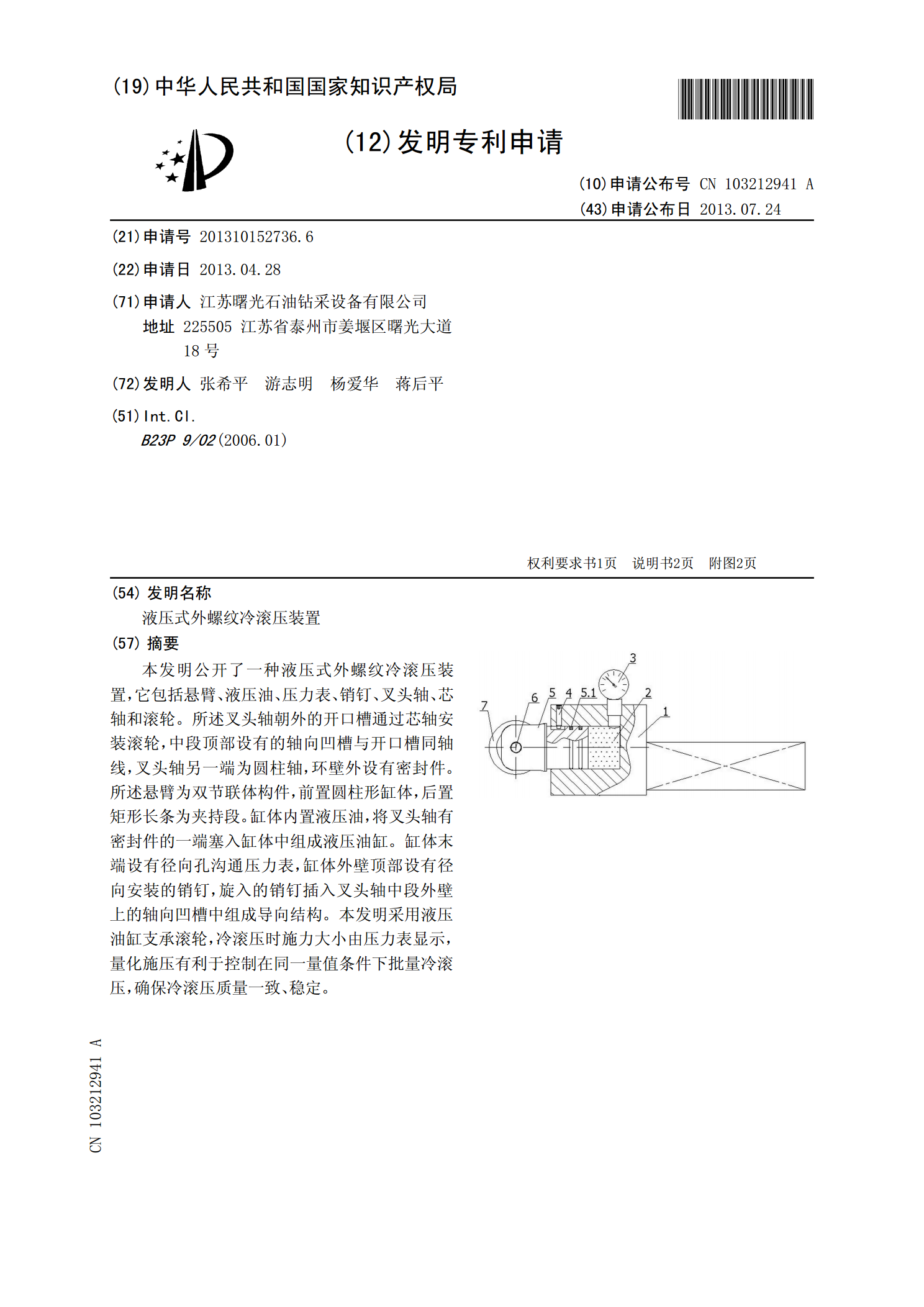
本发明公开了一种液压式外螺纹冷滚压装置,它包括悬臂、液压油、压力表、销钉、叉头轴、芯轴和滚轮。所述叉头轴朝外的开口槽通过芯轴安装滚轮,中段顶部设有的轴向凹槽与开口槽同轴线,叉头轴另一端为圆柱轴,环壁外设有密封件。所述悬臂为双节联体构件,前置圆柱形缸体,后置矩形长条为夹持段。缸体内置液压油,将叉头轴有密封件的一端塞入缸体中组成液压油缸。缸体末端设有径向孔沟通压力表,缸体外壁顶部设有径向安装的销钉,旋入的销钉插入叉头轴中段外壁上的轴向凹槽中组成导向结构。本发明采用液压油缸支承滚轮,冷滚压时施力大小由压力表显示

螺纹滚压与滚压成型工艺.doc
一、螺纹滚压及平面搓丝板的应用螺纹滚压是一种冷锻压工艺,靠材料的塑性移动成形螺纹和其他形状。平面搓丝板是用在往復式螺纹滚压机上,这类螺纹滚压机有很多型号,每种型号有一定的直径范围和长度范围。机上有两块搓丝板,一个是固定的,另一个是活动的,两模具滚压表面是互相对面定位的。在机器的行程中,螺纹和其他形状一次被滚压在坯件上。滚压螺纹有很多优点:螺纹质量精确可靠、无碎屑、节约原材料、降低生产成本、生产效率高。可进行滚压的材料有:钢(包括不锈钢和工具钢)、铝、铜、铍、钛、金、银以及尼龙和塑料等。平面搓丝板除用于滚压