
圆锯片数控磨齿的方法.pdf

是你****盟主

1/9
2/9

3/9

4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
圆锯片数控磨齿的方法.pdf
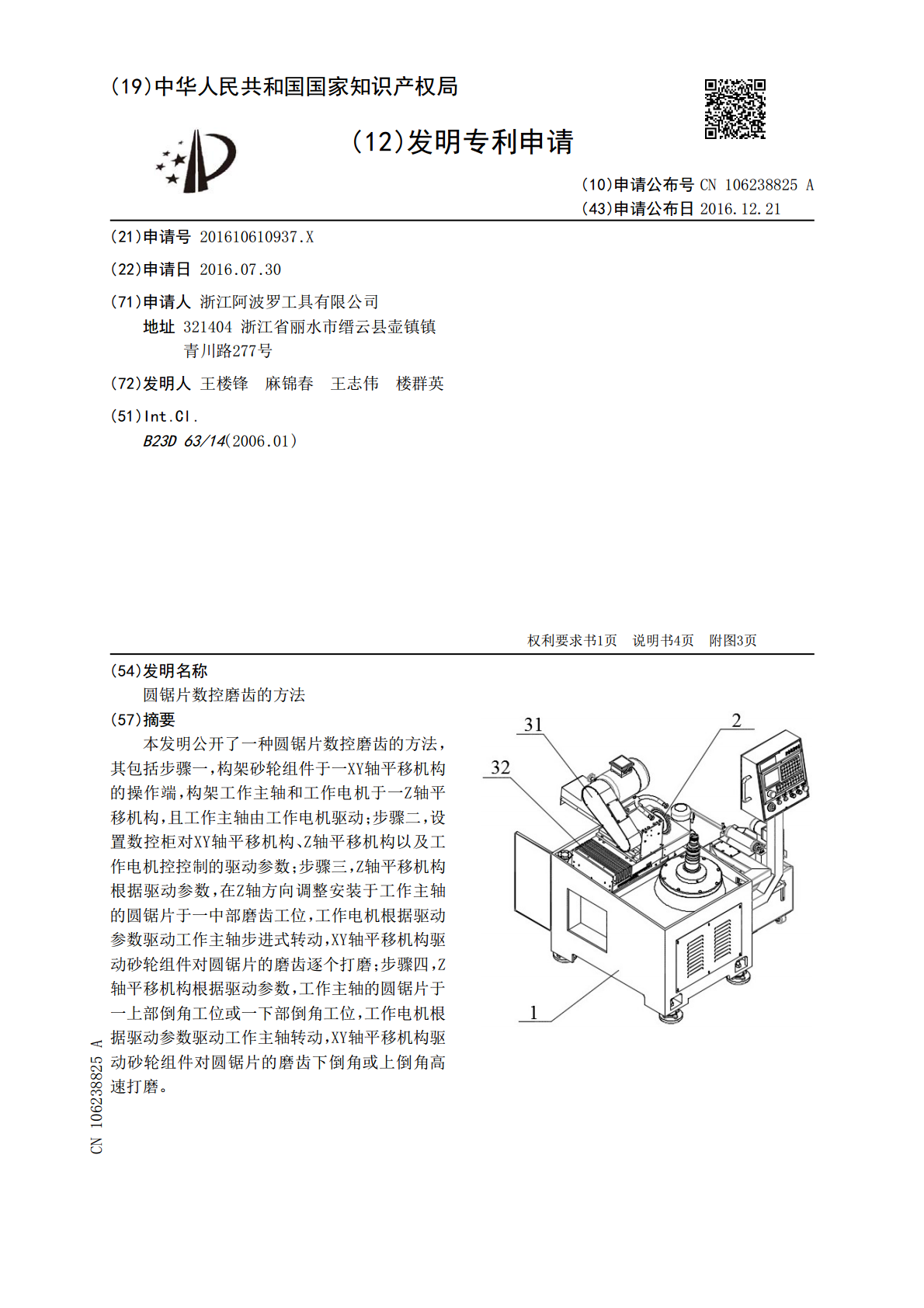
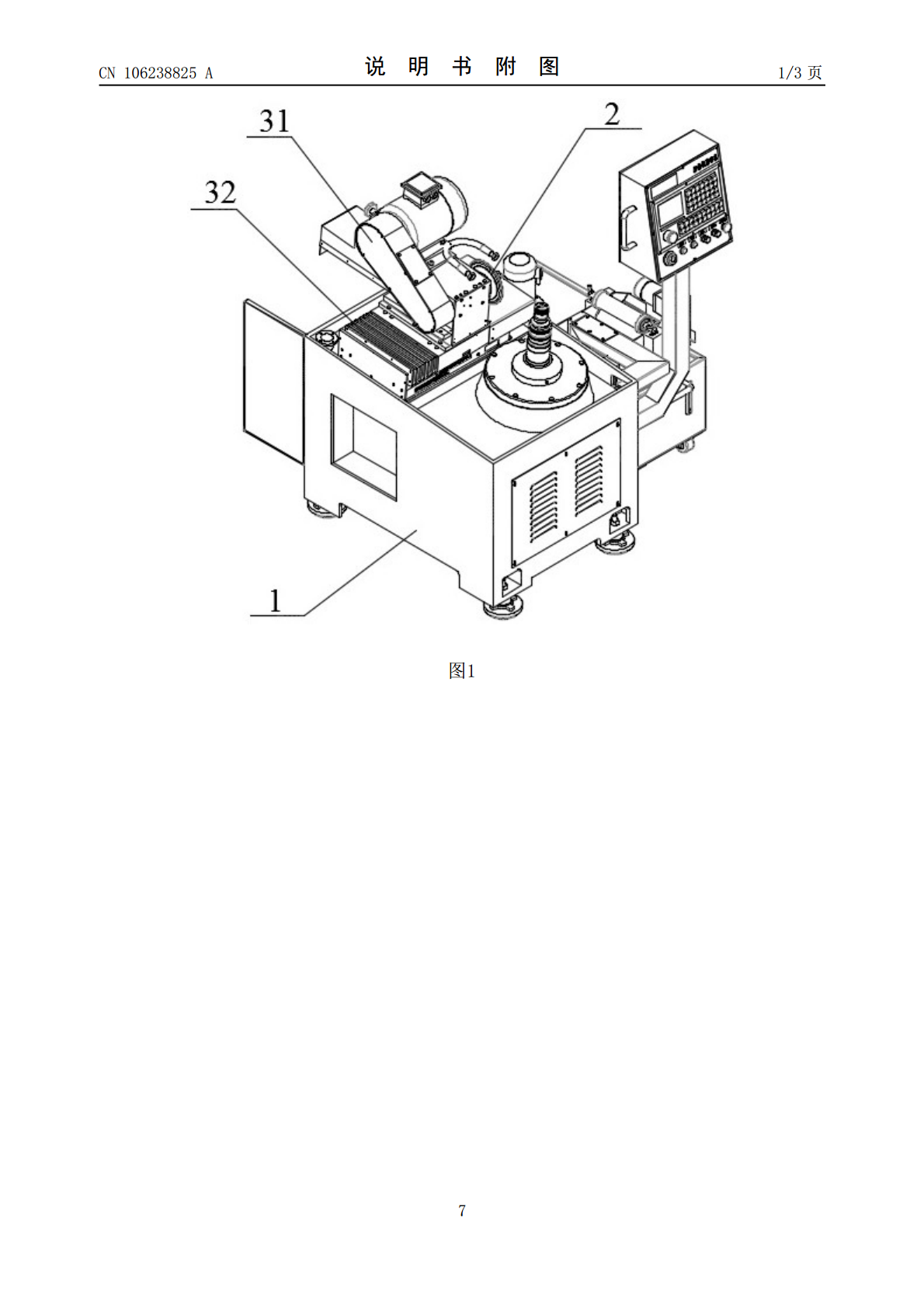
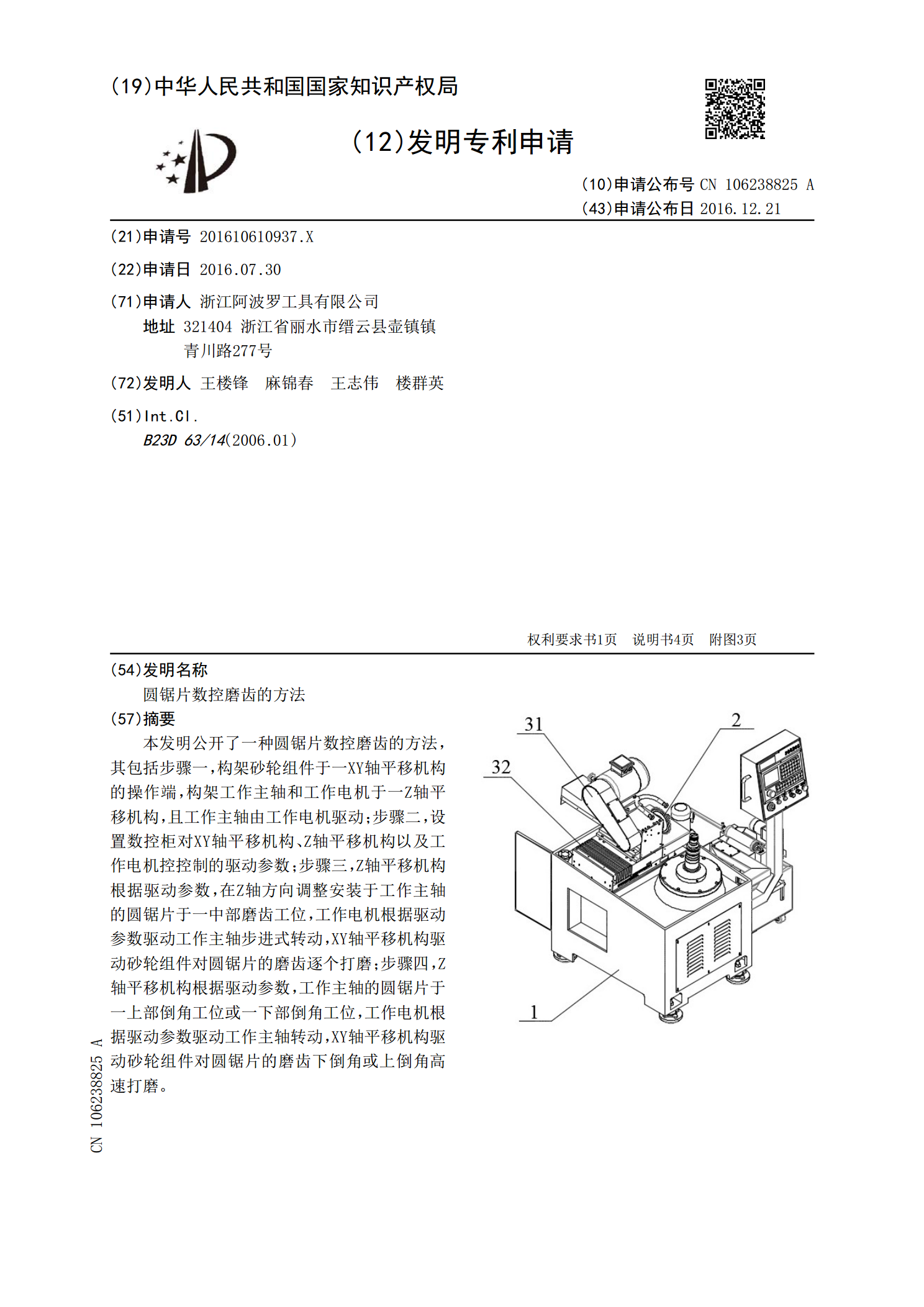
本发明公开了一种圆锯片数控磨齿的方法,其包括步骤一,构架砂轮组件于一XY轴平移机构的操作端,构架工作主轴和工作电机于一Z轴平移机构,且工作主轴由工作电机驱动;步骤二,设置数控柜对XY轴平移机构、Z轴平移机构以及工作电机控控制的驱动参数;步骤三,Z轴平移机构根据驱动参数,在Z轴方向调整安装于工作主轴的圆锯片于一中部磨齿工位,工作电机根据驱动参数驱动工作主轴步进式转动,XY轴平移机构驱动砂轮组件对圆锯片的磨齿逐个打磨;步骤四,Z轴平移机构根据驱动参数,工作主轴的圆锯片于一上部倒角工位或一下部倒角工位,工作电机
数控锯片磨齿机.pdf
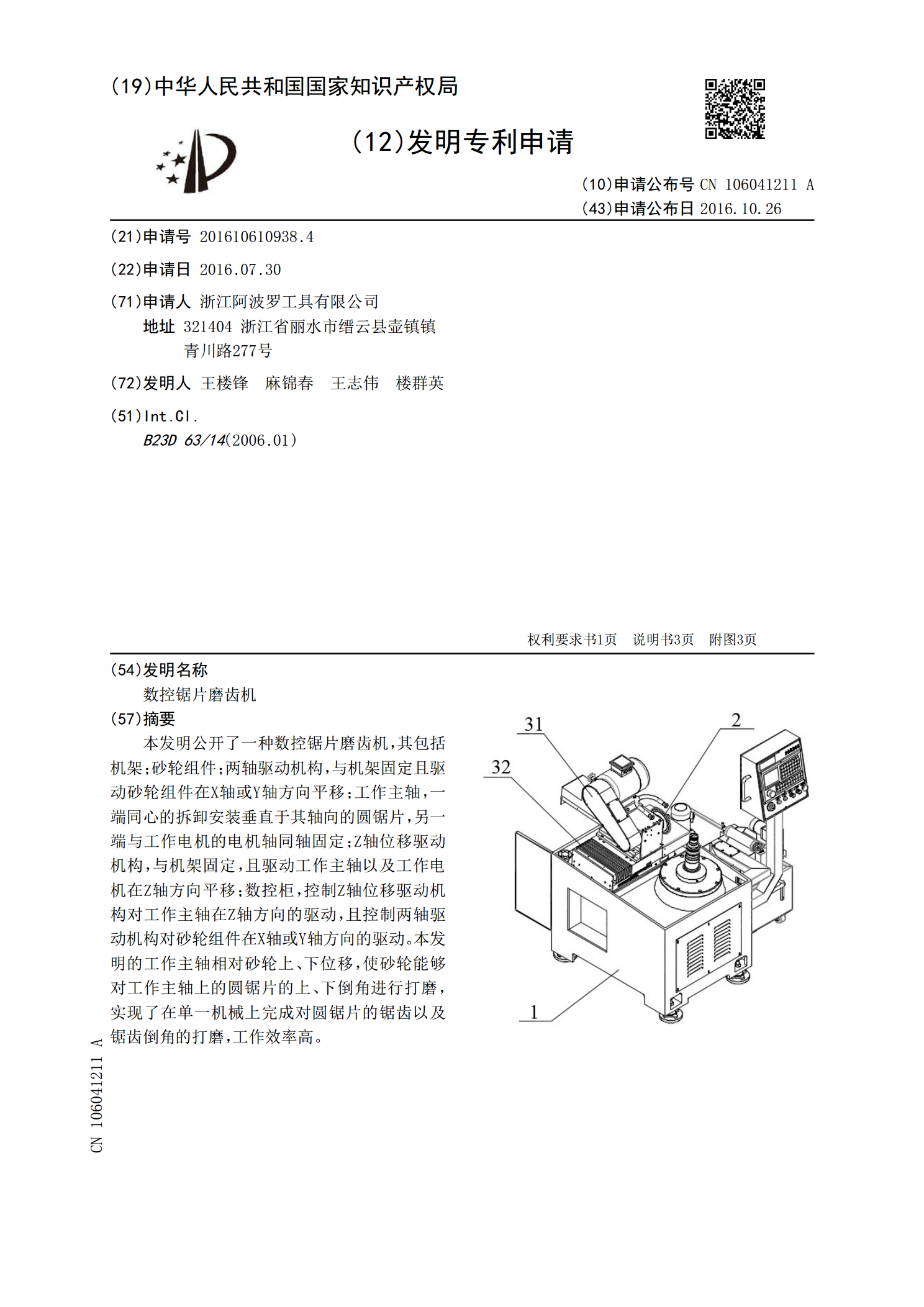
本发明公开了一种数控锯片磨齿机,其包括机架;砂轮组件;两轴驱动机构,与机架固定且驱动砂轮组件在X轴或Y轴方向平移;工作主轴,一端同心的拆卸安装垂直于其轴向的圆锯片,另一端与工作电机的电机轴同轴固定;Z轴位移驱动机构,与机架固定,且驱动工作主轴以及工作电机在Z轴方向平移;数控柜,控制Z轴位移驱动机构对工作主轴在Z轴方向的驱动,且控制两轴驱动机构对砂轮组件在X轴或Y轴方向的驱动。本发明的工作主轴相对砂轮上、下位移,使砂轮能够对工作主轴上的圆锯片的上、下倒角进行打磨,实现了在单一机械上完成对圆锯片的锯齿以及锯齿

自动锯片磨齿机.pdf
本发明公开了一种自动锯片磨齿机,包括底座、电机、安装在电机主轴上的砂轮、锯片拨齿装置、调节电机在底座上的横向位移和纵向位移的电机位移调节装置、调节电机与底座之间距离的电机升降调节装置和调节电机在水平面内及垂直面内的旋转角度的电机角度调节装置;所述电机位移调节装置安装在底座上,电机升降调节装置转动安装在电机位移调节装置上并可通过紧固件锁紧定位,电机角度调节装置转动安装在电机升降调节装置上并可通过紧固件锁紧定位,电机安装在电机角度调节装置上;锯片拨齿装置安装在底座上,锯片拨齿装置驱动锯片往复运动并且推动锯片旋
一种数控自动合金锯片磨齿机.pdf
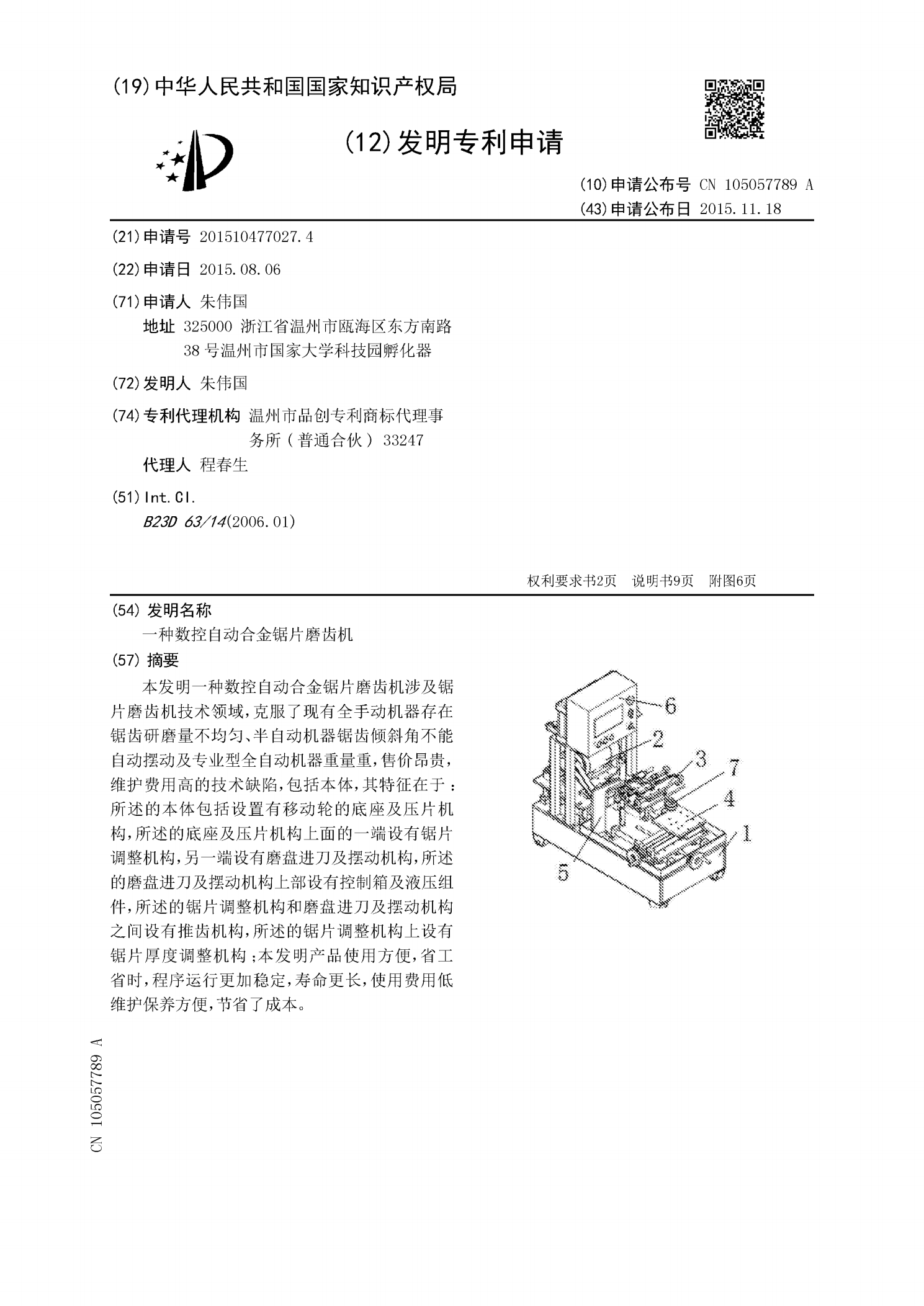
本发明一种数控自动合金锯片磨齿机涉及锯片磨齿机技术领域,克服了现有全手动机器存在锯齿研磨量不均匀、半自动机器锯齿倾斜角不能自动摆动及专业型全自动机器重量重,售价昂贵,维护费用高的技术缺陷,包括本体,其特征在于:所述的本体包括设置有移动轮的底座及压片机构,所述的底座及压片机构上面的一端设有锯片调整机构,另一端设有磨盘进刀及摆动机构,所述的磨盘进刀及摆动机构上部设有控制箱及液压组件,所述的锯片调整机构和磨盘进刀及摆动机构之间设有推齿机构,所述的锯片调整机构上设有锯片厚度调整机构;本发明产品使用方便,省工省时,

一种锯片磨齿机.pdf
本发明公开了一种所述锯片磨齿机,包括:磨齿机底座,所述的磨齿机底座采用长方体或者正方体结构形式,所述的磨齿机底座上端为工作台面,在工作台面上设置了电机支撑轴,电机支撑轴上设置了电机支撑板,在所述的电机支撑板上设置了电机和砂轮,所述的电机支撑轴高度可以进行调整,本发明一种锯片磨齿机,结构简单,制作方便,能够保证研磨的准确和效率,提高了整个系统的安全性。