
一种强制压辊旋转做功装置.pdf

猫巷****熙柔

1/10

2/10

3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种强制压辊旋转做功装置.pdf
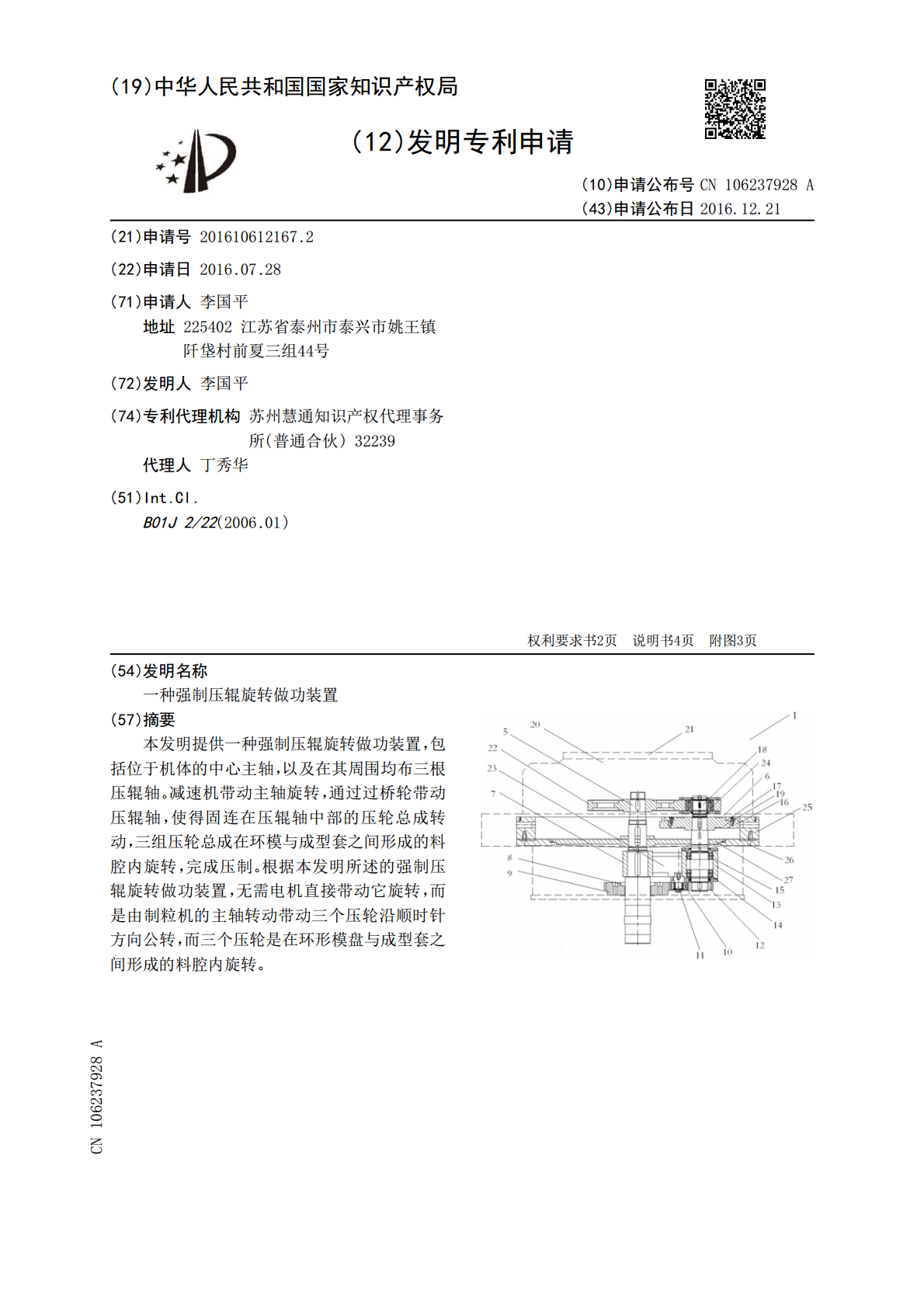
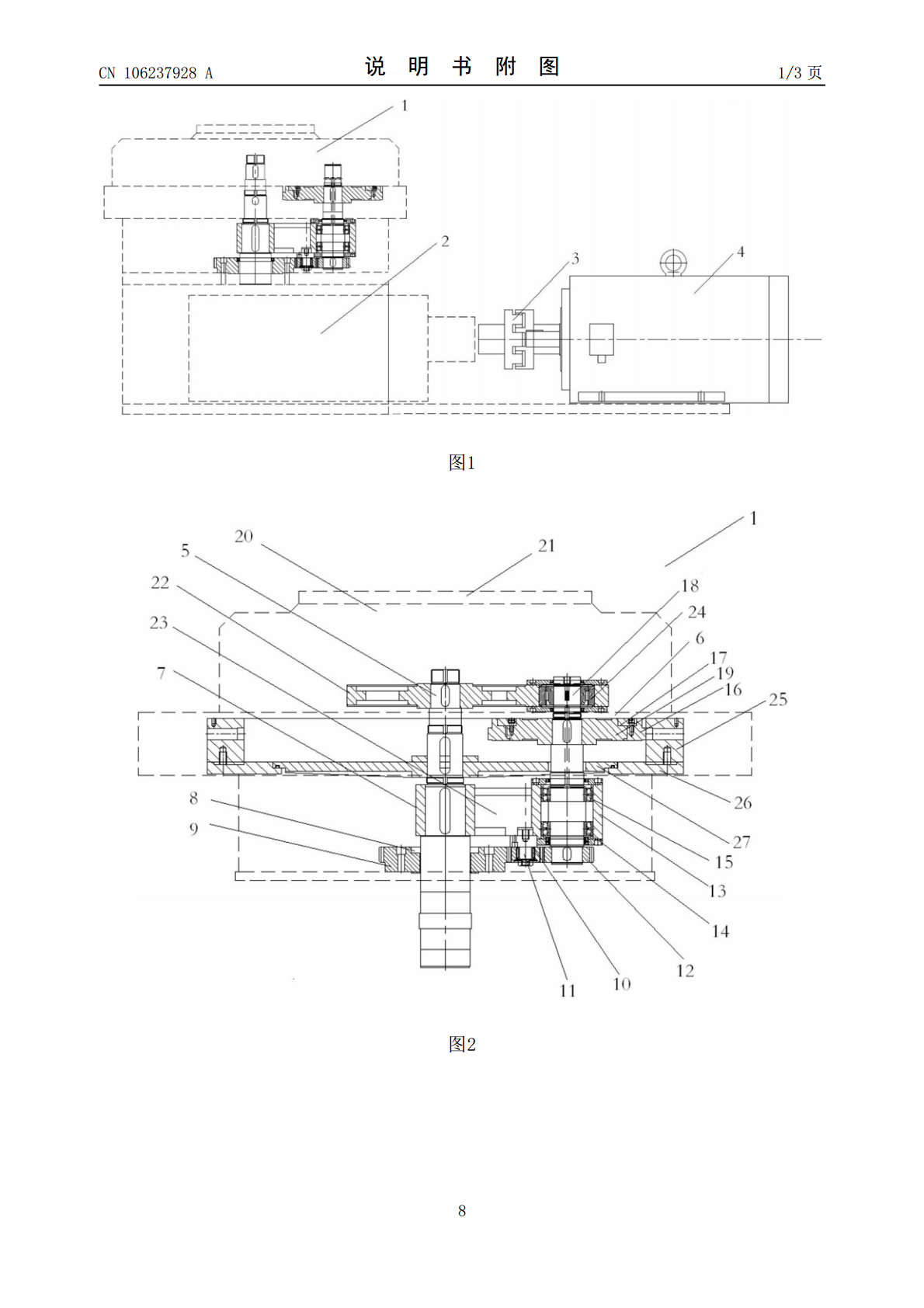
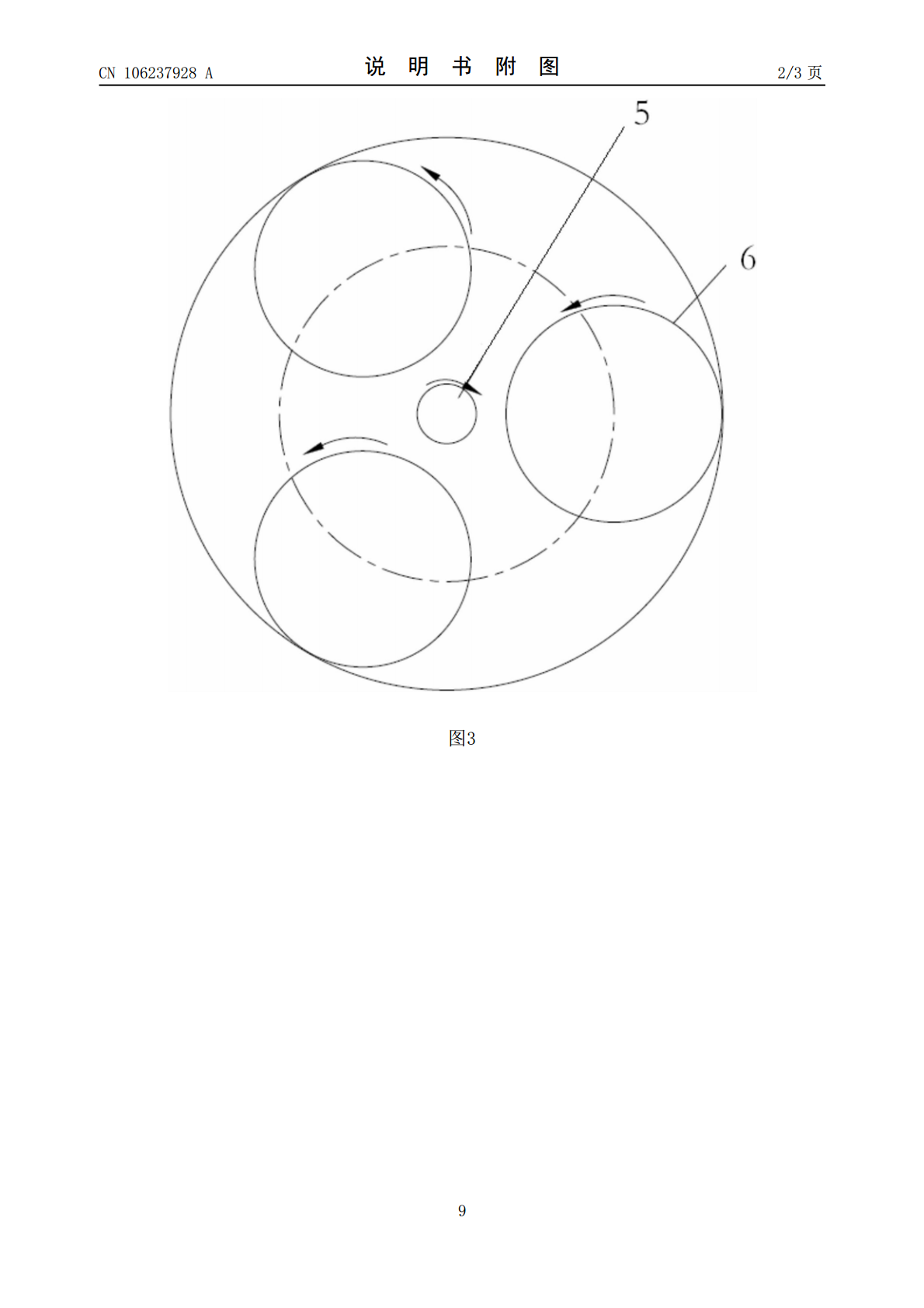
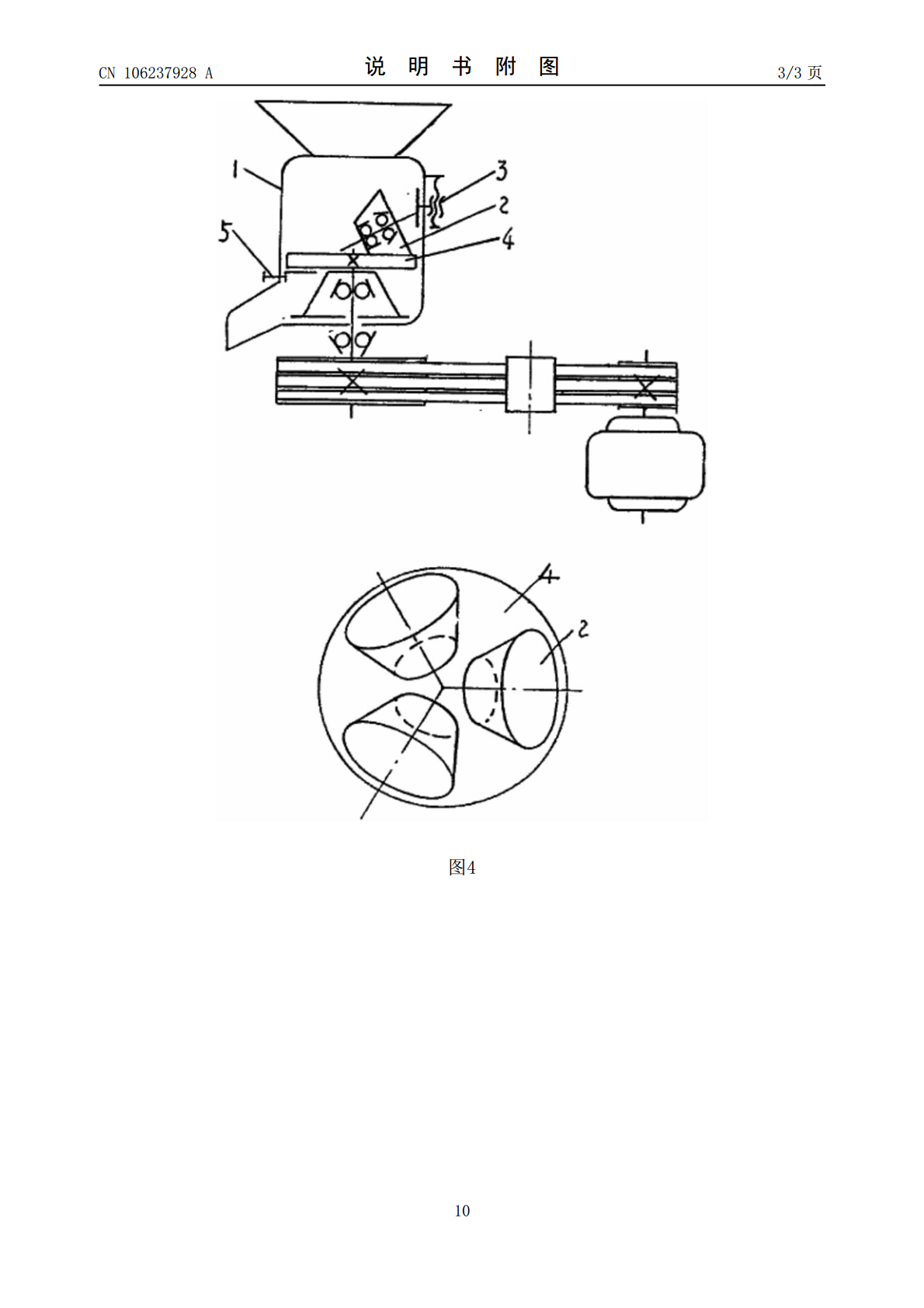
本发明提供一种强制压辊旋转做功装置,包括位于机体的中心主轴,以及在其周围均布三根压辊轴。减速机带动主轴旋转,通过过桥轮带动压辊轴,使得固连在压辊轴中部的压轮总成转动,三组压轮总成在环模与成型套之间形成的料腔内旋转,完成压制。根据本发明所述的强制压辊旋转做功装置,无需电机直接带动它旋转,而是由制粒机的主轴转动带动三个压轮沿顺时针方向公转,而三个压轮是在环形模盘与成型套之间形成的料腔内旋转。
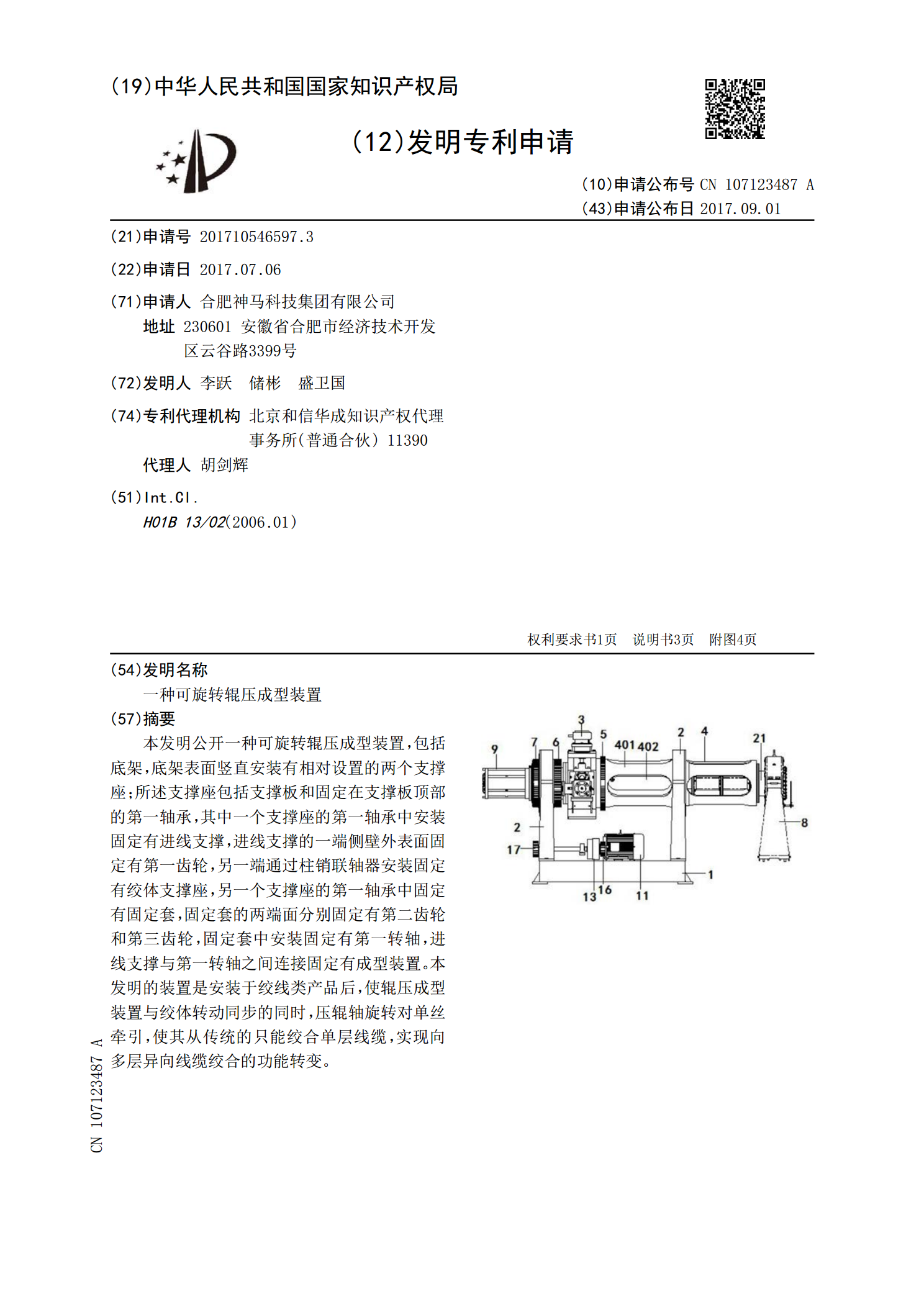
一种可旋转辊压成型装置.pdf
本发明公开一种可旋转辊压成型装置,包括底架,底架表面竖直安装有相对设置的两个支撑座;所述支撑座包括支撑板和固定在支撑板顶部的第一轴承,其中一个支撑座的第一轴承中安装固定有进线支撑,进线支撑的一端侧壁外表面固定有第一齿轮,另一端通过柱销联轴器安装固定有绞体支撑座,另一个支撑座的第一轴承中固定有固定套,固定套的两端面分别固定有第二齿轮和第三齿轮,固定套中安装固定有第一转轴,进线支撑与第一转轴之间连接固定有成型装置。本发明的装置是安装于绞线类产品后,使辊压成型装置与绞体转动同步的同时,压辊轴旋转对单丝牵引,使其
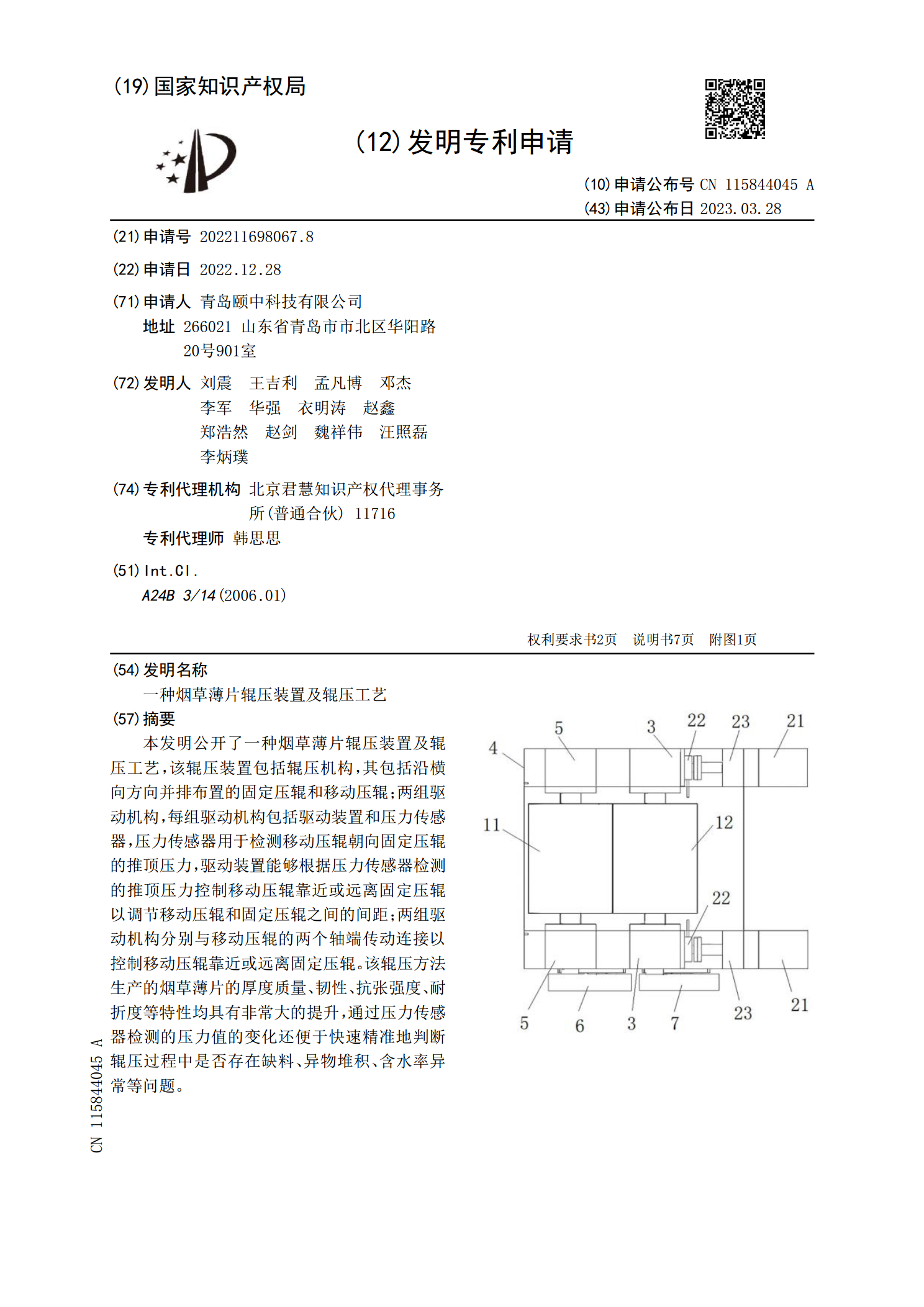
一种烟草薄片辊压装置及辊压工艺.pdf
本发明公开了一种烟草薄片辊压装置及辊压工艺,该辊压装置包括辊压机构,其包括沿横向方向并排布置的固定压辊和移动压辊;两组驱动机构,每组驱动机构包括驱动装置和压力传感器,压力传感器用于检测移动压辊朝向固定压辊的推顶压力,驱动装置能够根据压力传感器检测的推顶压力控制移动压辊靠近或远离固定压辊以调节移动压辊和固定压辊之间的间距;两组驱动机构分别与移动压辊的两个轴端传动连接以控制移动压辊靠近或远离固定压辊。该辊压方法生产的烟草薄片的厚度质量、韧性、抗张强度、耐折度等特性均具有非常大的提升,通过压力传感器检测的压力值

一种电池极片辊压装置及辊压方法.pdf
本发明涉及一种电池极片辊压装置及辊压方法。电池极片辊压装置包括上辊轮和位于上辊轮下方的下辊轮,下辊轮左侧和右侧分别设有进料传送带和出料传送带;进料传送带和出料传送带上均设有托盘。本发明的目的在于提供一种电池极片辊压装置及辊压方法,该电池极片辊压装置可以对分切后的电池极片进行连续辊压;该电池极片的辊压方法对电池极片先分切再进行辊压,使得分切后的极片在辊压时受力均匀,防止极片褶皱和断裂,提高了电池极片的辊压效率。

平模生物质成型设备压辊强制旋转机构.pdf
本发明公开了一种平模生物质成型设备压辊强制旋转机构,属于生物质成型设备技术领域。该机构包括用于成型的平模模盘和压辊,所述的压辊转动连接在压辊轴上,压辊轴通过压辊架直接或间接连接在主轴上,在压辊端部周向上固定设置有固定齿,平模模盘上与压辊固定齿相应位置圆周上固定设置有与压辊固定齿啮合的齿轮,主轴驱动压辊绕主轴转动时,压辊上的固定齿在模盘上齿轮的作用下强制驱动压辊绕压辊轴旋转。本机构应用在目前的平模生物质成型设备上作为压辊强制旋转机构可靠性高,能够大幅提高压制质量和开机率。