
齿轮渐开线内花键加工方法以及齿轮.pdf

文阁****23

1/8

2/8
3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
齿轮渐开线内花键加工方法以及齿轮.pdf
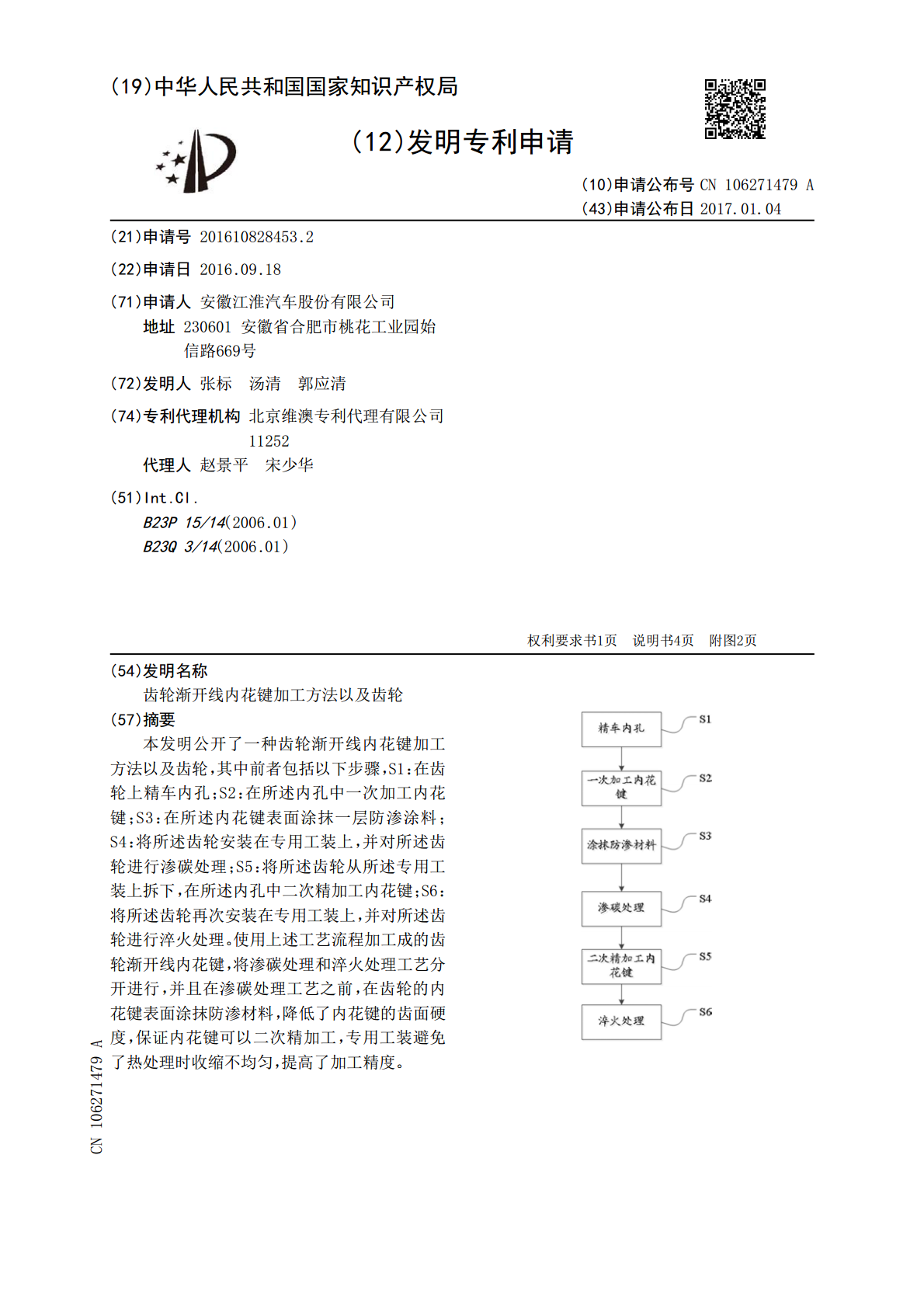
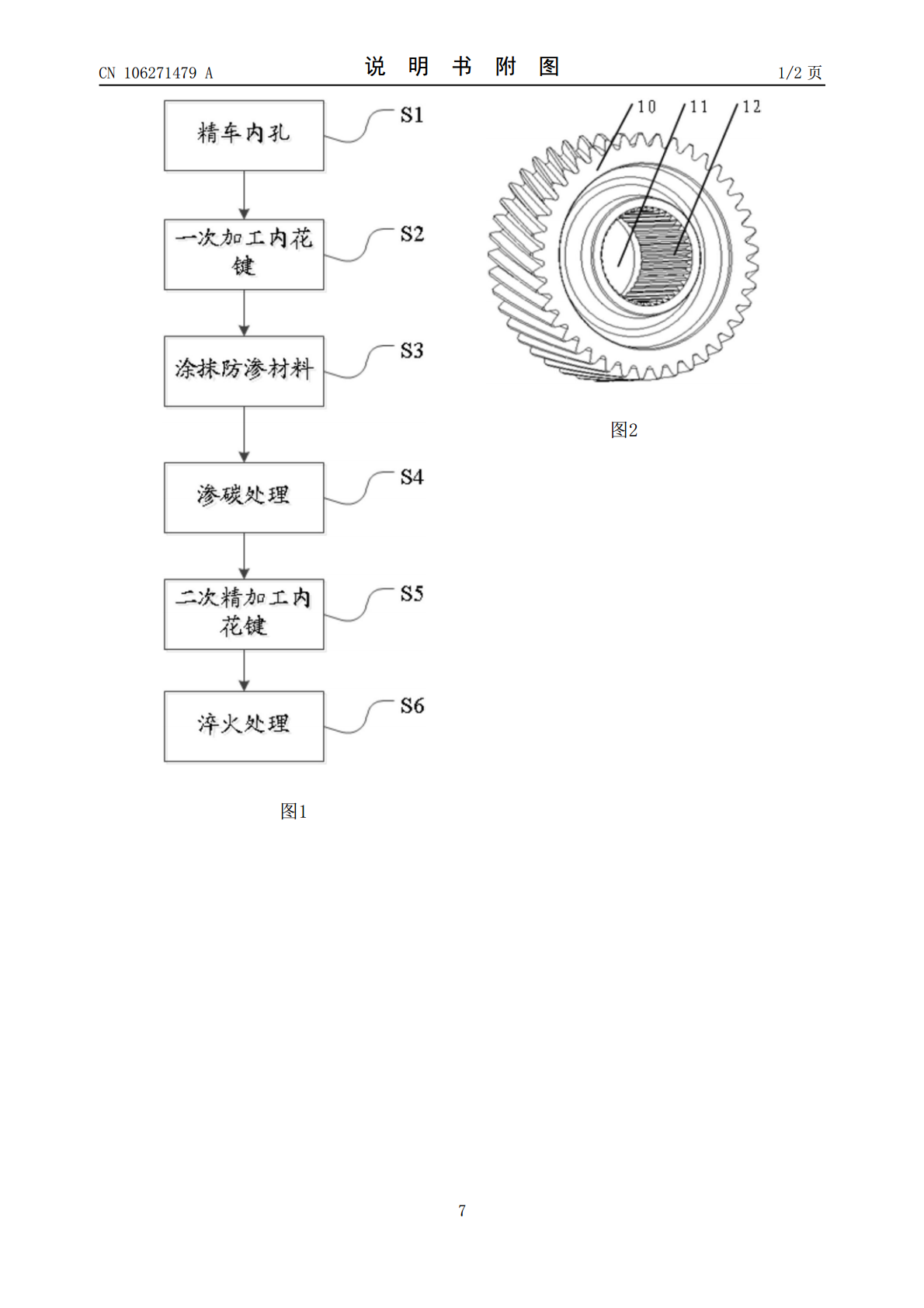
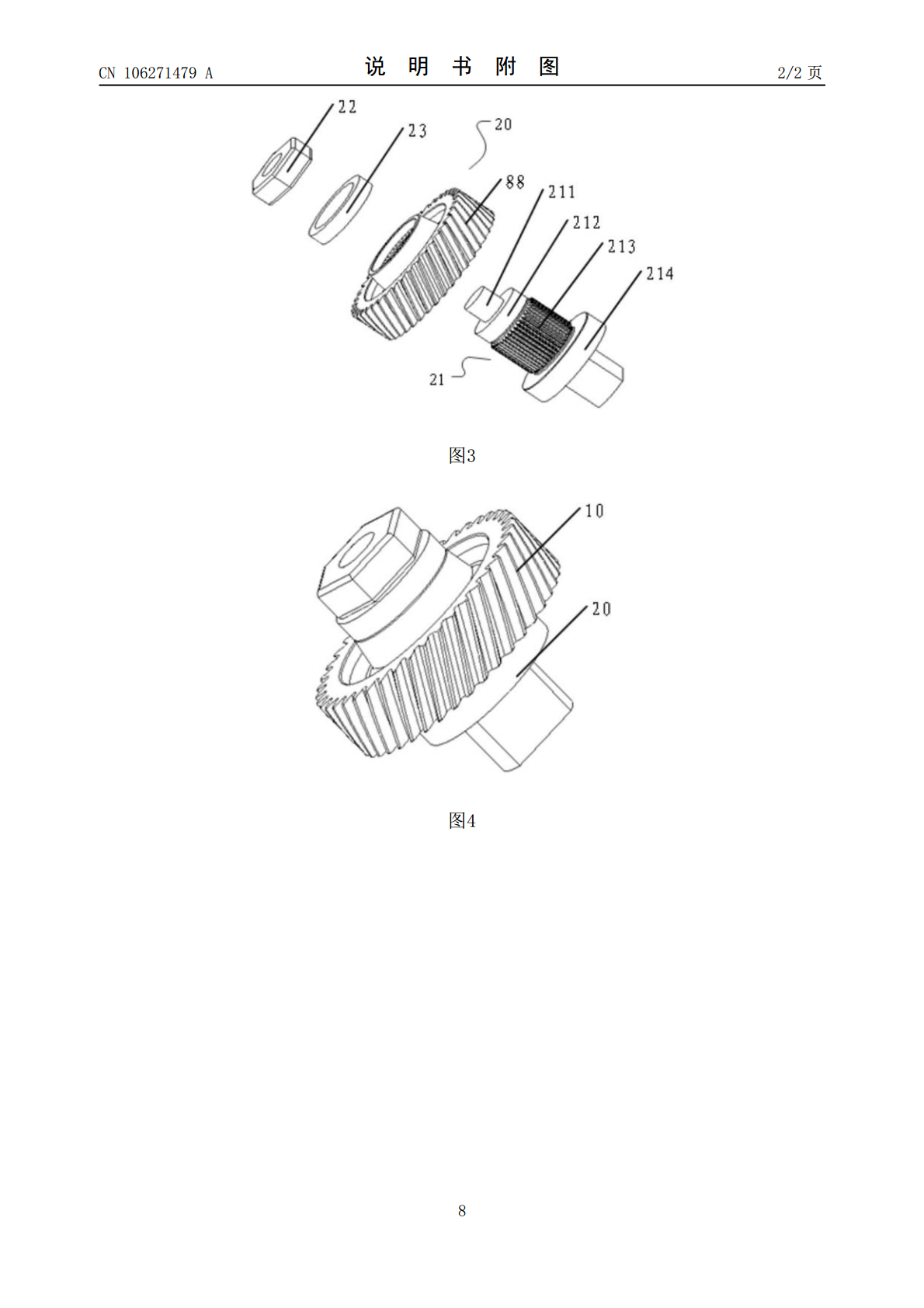
本发明公开了一种齿轮渐开线内花键加工方法以及齿轮,其中前者包括以下步骤,S1:在齿轮上精车内孔;S2:在所述内孔中一次加工内花键;S3:在所述内花键表面涂抹一层防渗涂料;S4:将所述齿轮安装在专用工装上,并对所述齿轮进行渗碳处理;S5:将所述齿轮从所述专用工装上拆下,在所述内孔中二次精加工内花键;S6:将所述齿轮再次安装在专用工装上,并对所述齿轮进行淬火处理。使用上述工艺流程加工成的齿轮渐开线内花键,将渗碳处理和淬火处理工艺分开进行,并且在渗碳处理工艺之前,在齿轮的内花键表面涂抹防渗材料,降低了内花键的齿

矩形花键孔内齿轮的加工工艺.docx
矩形花键孔内齿轮的加工工艺矩形花键孔内齿轮的加工工艺摘要:矩形花键孔内齿轮是一种特殊的齿轮结构,广泛应用于各种机械设备中,特别是传动装置中。本文主要研究矩形花键孔内齿轮的加工工艺,包括加工工艺流程、加工设备和工具、加工参数的选择等方面。通过对矩形花键孔内齿轮的加工工艺研究,可以提高齿轮的质量和加工效率,为机械设备的正常运行提供保障。一、引言矩形花键孔内齿轮是一种常见的传动装置,广泛应用于各种机械设备中。它具有双向传动的特点,可以有效地传递力矩和转速。为了保证矩形花键孔内齿轮的精度和可靠性,需要采用适当的加

内花键齿轮.pdf
本发明属于机械技术领域,特别涉及一种内花键齿轮。它解决了现有技术不够合理等技术问题。本内花键齿轮,包括具有内花键的本体,其特征在于,所述的本体上设有外齿,在外齿的两侧端面均设有弧形面,所述的内花键设置在轴套上,所述的轴套和本体连为一体式结构。与现有的技术相比,本内花键齿轮的优点在于:设计合理,结构简单,结构强度高,传动平稳,传动比精确,工作可靠、效率高、寿命长。
内齿轮加工方法及内齿轮加工机.pdf
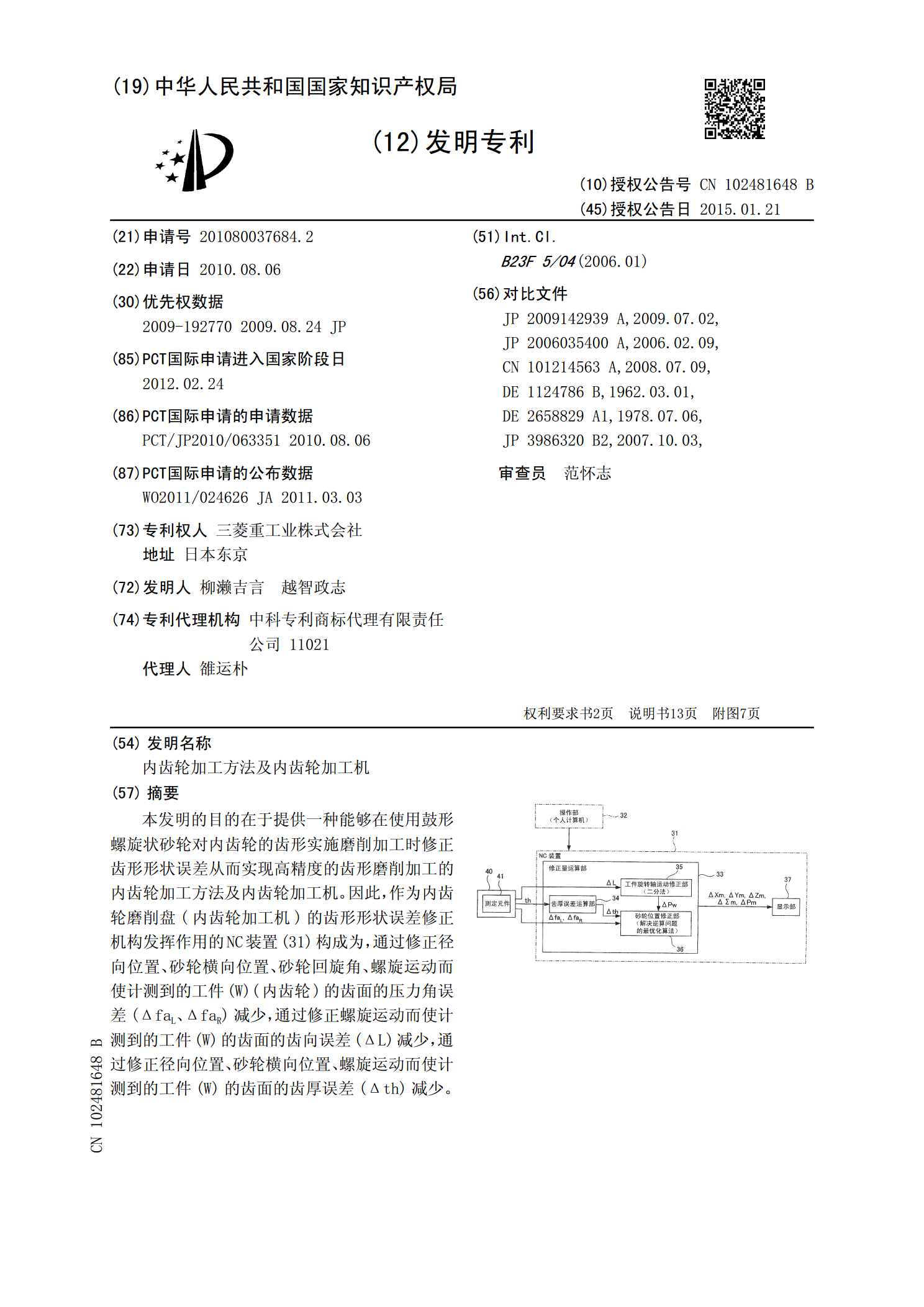
本发明的目的在于提供一种能够在使用鼓形螺旋状砂轮对内齿轮的齿形实施磨削加工时修正齿形形状误差从而实现高精度的齿形磨削加工的内齿轮加工方法及内齿轮加工机。因此,作为内齿轮磨削盘(内齿轮加工机)的齿形形状误差修正机构发挥作用的NC装置(31)构成为,通过修正径向位置、砂轮横向位置、砂轮回旋角、螺旋运动而使计测到的工件(W)(内齿轮)的齿面的压力角误差(ΔfaL、ΔfaR)减少,通过修正螺旋运动而使计测到的工件(W)的齿面的齿向误差(ΔL)减少,通过修正径向位置、砂轮横向位置、螺旋运动而使计测到的工件(W)的齿

电解加工修复齿轮内花键孔工艺.docx
电解加工修复齿轮内花键孔工艺标题:电解加工修复齿轮内花键孔工艺摘要:齿轮作为一种常见的传动装置,在工业生产中扮演着重要角色。然而,由于齿轮内花键孔易受到磨损与破坏,因此针对该问题的修复工艺一直备受关注。本文提出了电解加工修复齿轮内花键孔的工艺,旨在通过表面处理方法实现齿轮内花键孔的修复与强化。第一章引言1.1研究背景1.2研究目的1.3研究内容1.4研究方法第二章齿轮内花键孔的磨损与破坏机理2.1齿轮内花键孔的功能及重要性2.2齿轮内花键孔的磨损与破坏形式2.3破坏机理分析第三章电解加工修复的原理与方法3