
一种基于激光扫描的直缝焊管焊缝噘嘴检测系统.pdf

飞舟****文章


1/10

2/10
3/10
4/10

5/10

6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种基于激光扫描的直缝焊管焊缝噘嘴检测系统.pdf
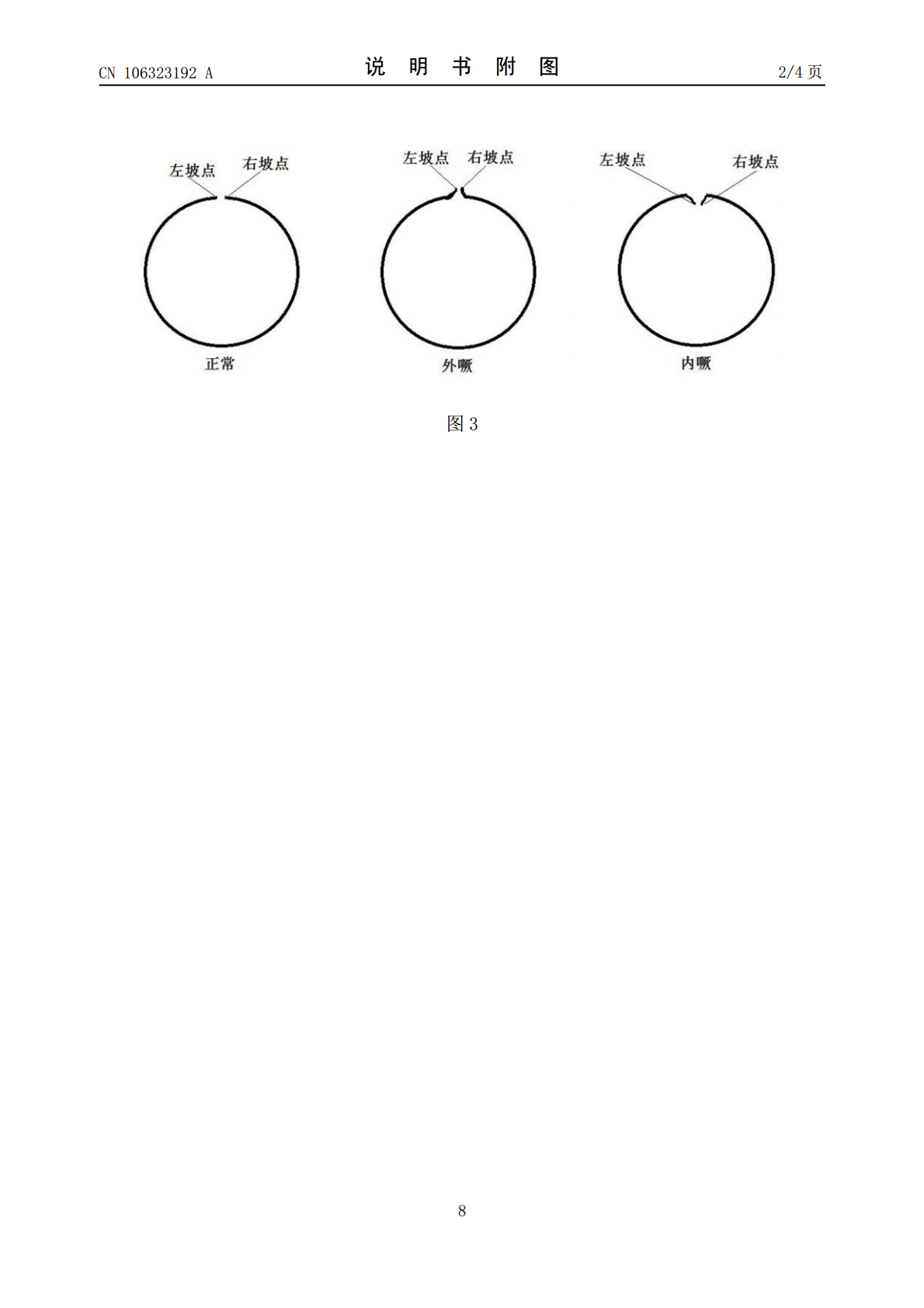
本发明公开了一种基于激光扫描的直缝焊管焊缝噘嘴检测系统。系统包括传动装置、二维激光扫描传感器和上位机;二维激光扫描传感器用来在焊缝上方沿焊管轴线方向等间距的扫描焊缝,获取不同位置的焊缝及焊缝两侧的焊管径向横截面的二维轮廓数据;所述传动装置用于调节二维激光扫描传感器的位置;上位机通过通信线与传动装置控制器和二维激光扫描传感器连接。本发明采用非接触方法检测焊管焊缝噘嘴类型,具有易于实施、适应性强、精度高等特点。
一种直缝焊管生产用焊缝导向设备.pdf
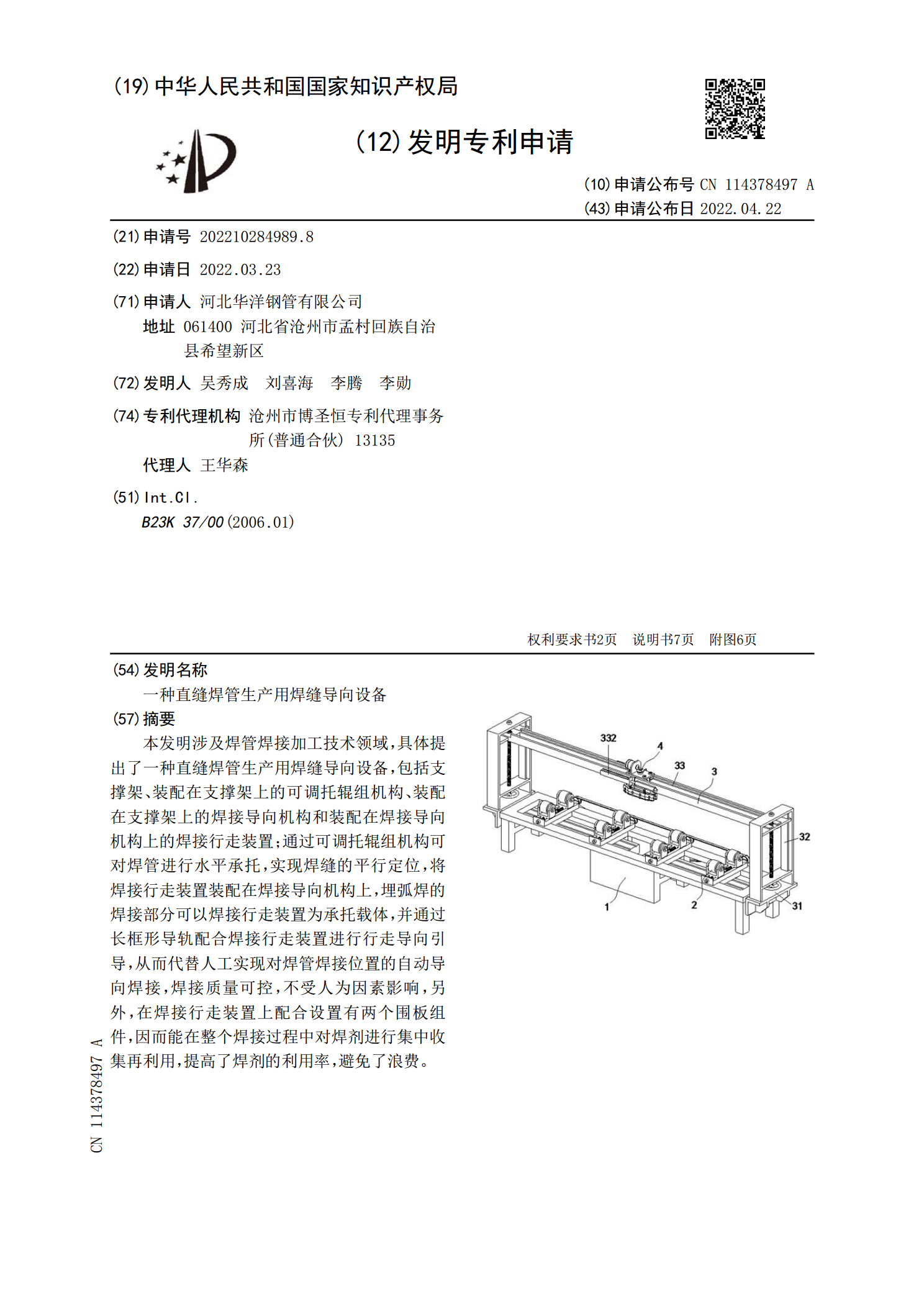
本发明涉及焊管焊接加工技术领域,具体提出了一种直缝焊管生产用焊缝导向设备,包括支撑架、装配在支撑架上的可调托辊组机构、装配在支撑架上的焊接导向机构和装配在焊接导向机构上的焊接行走装置;通过可调托辊组机构可对焊管进行水平承托,实现焊缝的平行定位,将焊接行走装置装配在焊接导向机构上,埋弧焊的焊接部分可以焊接行走装置为承托载体,并通过长框形导轨配合焊接行走装置进行行走导向引导,从而代替人工实现对焊管焊接位置的自动导向焊接,焊接质量可控,不受人为因素影响,另外,在焊接行走装置上配合设置有两个围板组件,因而能在整个

直缝焊管连续预焊焊缝跟踪系统关键技术研究.docx
直缝焊管连续预焊焊缝跟踪系统关键技术研究直缝焊管连续预焊焊缝跟踪系统关键技术研究摘要:直缝焊管是一种常见的工业制品,其制造过程中需要进行焊接。由于焊缝的质量对于焊管的强度和密封性具有重要影响,因此在焊接过程中需要对焊缝进行准确的跟踪和控制。本文主要针对直缝焊管连续预焊焊缝跟踪系统的关键技术进行了研究和分析,包括影像采集、图像处理、数据传输和控制等方面。通过对现有技术的综述和对关键技术的研究,本文提出了一种基于计算机视觉和控制技术的焊缝跟踪系统设计方案,为直缝焊管的制造提供了可靠的技术支持。关键词:直缝焊管

直缝埋弧焊管焊缝跟踪方法与焊偏分析.docx
直缝埋弧焊管焊缝跟踪方法与焊偏分析直缝埋弧焊管焊缝跟踪方法与焊偏分析一、直缝埋弧焊概述直缝埋弧焊是一种高效、自动化程度高的容器制造、船舶建造等行业中广泛应用的焊接工艺,具有焊接速度快、接头质量稳定等优点。实际应用过程中,焊接工艺与焊接设备的选型、焊接质量的检验等因素均会影响焊接质量和生产效率。二、焊缝跟踪方法针对直缝埋弧焊的焊缝跟踪,一般可采用以下两种方式:1.焊缝跟踪仪焊缝跟踪仪是一种能够追踪焊缝位置并且根据预设的参数自动控制焊枪位置的设备。它通过光电传感器扫描焊缝位置,将扫描结果输入到控制器中,控制器

直缝电阻焊焊管焊缝探伤中心偏差控制分析.docx
直缝电阻焊焊管焊缝探伤中心偏差控制分析直缝电阻焊是一种常用的焊接方式,广泛应用于管道、容器等工业领域。焊缝探伤是焊接过程中的一个重要环节,可以有效检测焊缝的质量和缺陷,进一步保障焊接的安全性和可靠性。中心偏差是焊缝横向位置与焊管中心线之间的距离差异,对焊缝的质量和性能有一定的影响。因此,对于直缝电阻焊焊管焊缝探伤中心偏差的控制进行分析是必要的。首先,中心偏差的产生主要受到以下几个因素的影响:1.焊机参数:焊机参数的设定是影响焊缝中心位置的重要因素。包括焊接电流、焊接时间和焊接速度等参数的调整,可以通过控制