
一种叶片气辅注塑成型工艺.pdf

长春****主a


1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种叶片气辅注塑成型工艺.pdf
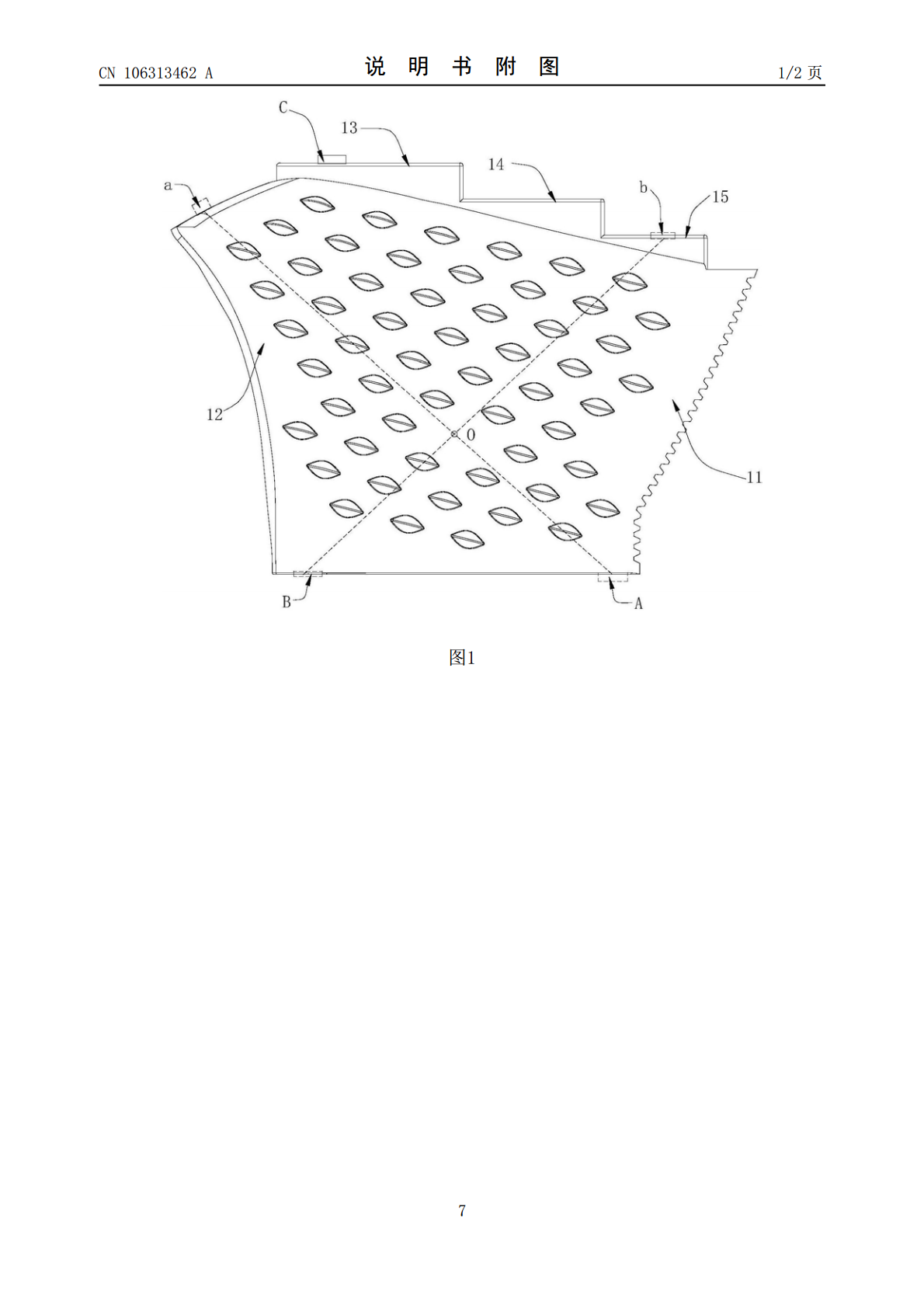
本发明涉及空调叶片成型工艺领域,尤其涉及一种叶片气辅注塑成型工艺。一种叶片气辅注塑成型工艺流程,包括经过如下步骤:合模、射座前进、熔胶注塑、气体注射、气体保压、排气卸压和开模。经过该叶片气辅注塑成型工艺所生成的叶片内部气腔形状稳定,增加气道掏空率,达到稳定注塑产品品质的目的。

气辅注塑成型.ppt
气体辅助注塑成型注塑成型原理注塑成型新技术的发展动向气辅注塑成型技术气辅注塑成型技术多腔控制气辅成型技术(PEP气辅技术)多腔控制气辅成型的工艺过程如下图所示:(a)注嘴阀打开,PEP阀关闭,熔体进入并充满模腔;(b)注嘴阀闭合,注气开始;(c)气体穿透熔体形成中空,PEP阀打开,熔体进入次级模腔;(d)料筒进料开始下次循环。多腔控制气辅成型的特点:冷却气体气辅技术冷却气体形成的过程是:常温气体通过一个腔室,在其中被液氮冷却。这种冷却气体辅助成型技术的主要优势在于:当冷却气体穿透熔体时,在模腔内会产生塞流

气辅注塑成型工艺的研究与应用的综述报告.docx
气辅注塑成型工艺的研究与应用的综述报告气辅注塑成型工艺是一种将气体送入熔化的塑料中,使其膨胀成形的加工方式,具有高效、快速、精密等优点,已在许多行业中得到广泛应用。本文将对气辅注塑成型工艺的基本原理、优点、缺点以及应用现状进行综述。一、气辅注塑成型工艺的基本原理气辅注塑成型是一种将压缩气体注入到熔化的塑料中,使其在模具中膨胀成形的加工方式。通常采用两个模具,其中一个固定,一个可移动。在机器的注塑头中,将塑料加热到熔化状态并混合均匀。然后,通过压力将可变形的塑料送入固定的模具中并在此过程中注入气体,这使得熔

气辅注塑成型工艺的研究与应用的任务书.docx
气辅注塑成型工艺的研究与应用的任务书一、任务背景随着世界各国经济的发展和工业化水平的提高,塑料制品在工业生产中的应用越来越广泛。注塑成型技术作为一种常用的塑料加工方法,具有成形周期短、生产效率高、产品精度高等优点,在工业生产中得到了广泛的应用。气辅注塑成型技术是注塑成型技术的一种新的发展方向,它可以通过注入高压气体来在模具中形成压缩空气和热塑性塑料混合后的气体,从而达到强制填充模具的目的。相比传统的注塑成型技术,气辅注塑成型技术具有成本低、生产效率高、产品精度高、环保等优势。因此,气辅注塑成型技术已成为塑

典型汽车注塑件的气辅注射成型工艺优化研究的综述报告.docx
典型汽车注塑件的气辅注射成型工艺优化研究的综述报告汽车注塑件在汽车工业中占有非常重要的地位,气辅注射成型是一种能够提高注塑件品质、减少生产成本的新型工艺。其原理是在注塑过程中通过气体将热塑性塑料挤压成型,形成腔壁薄、内部光滑的注塑件。同时,气辅注射成型也可以提高注塑件的质量和性能,是汽车注塑件生产过程中的一种重要工艺。气辅注射成型的核心技术是如何合理地控制热塑性塑料的挤出过程。通过挤压头将热塑性塑料挤压成型时,合适的压力和温度能够提高热塑性塑料的流动性和成型性能,从而得到更好的注塑件质量。此外,在注塑过程