
一种硬脆薄片零件行星磨削砂轮快速修锐方法.pdf

美丽****ka

1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种硬脆薄片零件行星磨削砂轮快速修锐方法.pdf
本发明公开了一种硬脆薄片零件行星磨削砂轮快速修锐方法,其特征在于,修锐过程包括:氧化铝修锐磨片的装载、金刚石砂轮的修锐、氧化铝修锐磨片的卸载;当砂轮磨钝后需要修锐时,首先停止机床,并将行星轮载物盘中的薄片工件取出,然后将在所述行星轮载物盘内放置同等直径的氧化铝修锐磨片,设定合适的修锐参数利用氧化铝修锐磨片对金刚石砂轮进行快速修锐,砂轮修锐后,取下氧化铝修锐磨片,换上薄片工件,又可继续加工。此方法可实现行星磨削砂轮的快速修锐,简化了砂轮修锐的操作步骤,提高了加工效率。

一种硬脆难加工材料的在线电解修锐高速深磨磨削方法.pdf
本发明公开了一种硬脆难加工材料的在线电解修锐高速深磨磨削方法,首先对砂轮进行整形,然后进行电解预修锐,由于形成绝缘氧化膜,电解电流逐渐减小直至一常数;再进行机械修锐,去除氧化膜,恢复电解电流;这两个过程循环进行,直至砂轮磨粒的突出高度达到最佳值为止。然后,利用本发明所建立的数学模型来设置电解参数,以取代氧化膜来调节砂轮的电解去除结合剂材料与砂轮磨粒摩擦磨损的动态平衡,并对工件进行在线电解修锐高速深磨磨削,直至电解电流稳定,这表明进入了稳定磨削阶段。该磨削方法磨削过程中的比磨削力较低,工件表面粗糙度较好、工
一种修锐装置电解在线修锐轴承小滚子磨削砂轮的方法.pdf
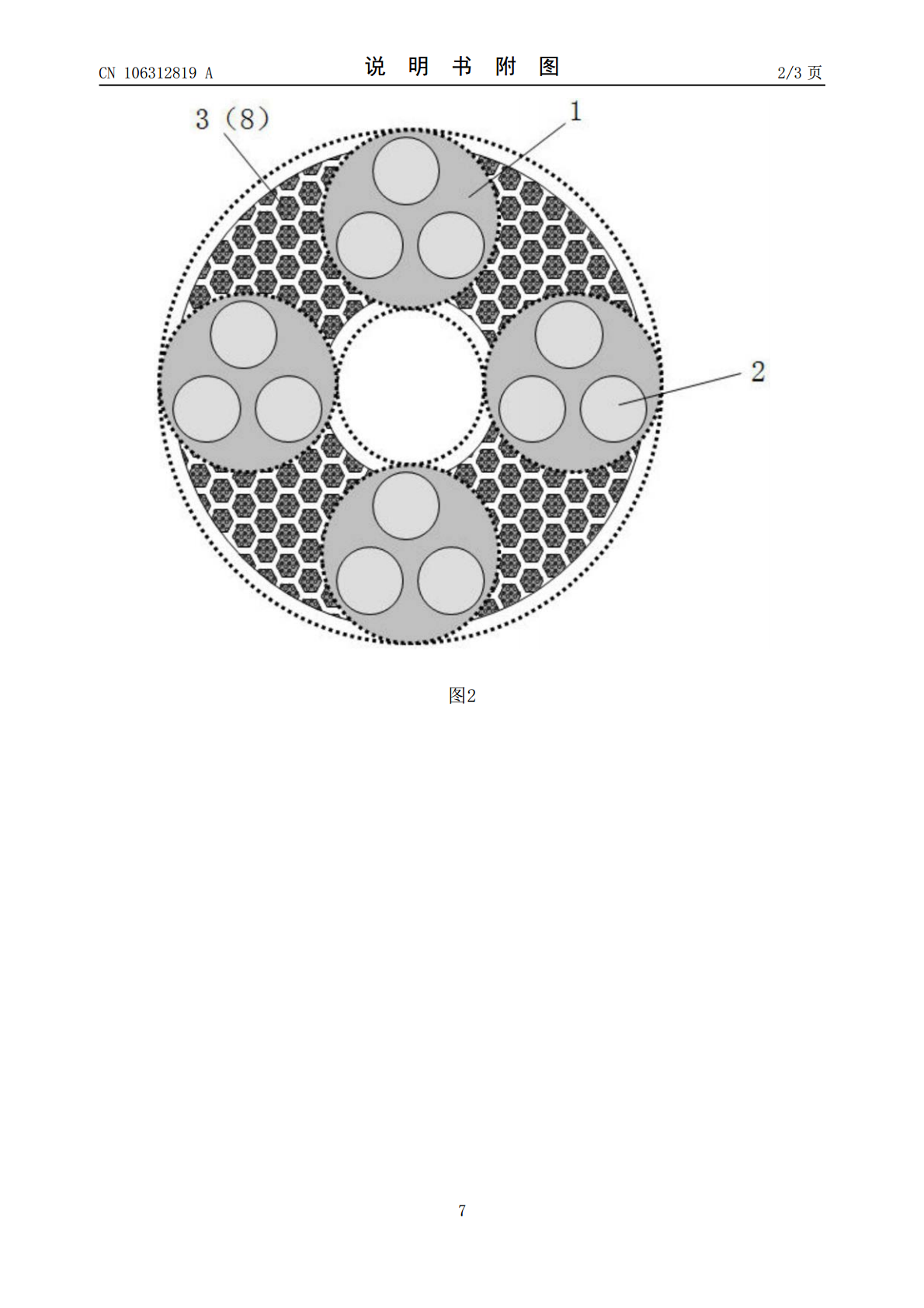
一种修锐装置电解在线修锐轴承小滚子磨削砂轮的方法,将修锐装置安装在自动磨床上既用于磨削轴承小滚子又同时电解在线修锐砂轮,砂轮接正极,修锐铜环接负极,向砂轮与修锐铜环间注入电解液并接通电源的情况下就发生电解反应。预修锐开始时砂轮中的金属结合剂由于电解作用而脱离砂轮,同时氧化物被堆积在砂轮的表面并形成具有绝缘性质的氧化物薄膜层,氧化物薄膜层使得作用在金属结合剂上的电解电流逐渐降低,电解作用减弱,避免金属结合剂的过量流失。当砂轮磨削轴承小滚子时其突出表面的磨粒磨损而与此同时氧化物薄膜层也被去除又引起电解电流增加

一种用于脆硬材料磨削的超硬树脂砂轮及其制备方法.pdf
本发明公开了一种用于脆硬材料磨削的超硬树脂砂轮,由以下重量份的原料制成:酚醛树脂液10-23份、气孔成形剂5-15份、偶联剂1-3份、增强剂1-5份、金刚石40-70份、固化剂10-17份。本发明新型的气孔成形法,使得砂轮获得均匀分布的气孔及高气孔率;其中新型的发泡剂发泡,不受限于固体物量的上限,不会对磨削对象造成污染或者降低磨削质量,且气孔率可以增加提高砂轮容屑功能,本发明砂轮的自锐能力、耐用度以及容屑空间均得到改善,磨削表面粗糙度可达纳米级,加工质量高。

超硬材料砂轮喷砂修锐方法及装置.pdf
本发明涉及超硬材料砂轮修锐方法和装置,特别是涉及一种超硬材料砂轮喷砂修锐方法及装置。超硬材料砂轮喷砂修锐装置由工作台、XY十字拖板、基座和旋转轴组成,其特征在于,基座与喷砂机的底座连接固定;XY十字拖板安装在基座上;工作台安装在XY十字拖板上,旋转轴安装在工作台表面;旋转轴上可以装夹超硬材料砂轮。喷砂修锐处理时,喷砂机压力为1.5MPa~4.0MPa,金刚砂粒度规格是100#、180#、240#、W20或W10。本发明将刀具喷砂处理引用至超硬砂轮修锐;对不同粒度的超硬材料砂轮采用不同的喷砂机压力和金刚砂粒