
一种随动与轮廓误差自适应实时补偿方法.pdf

小新****ou


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种随动与轮廓误差自适应实时补偿方法.pdf
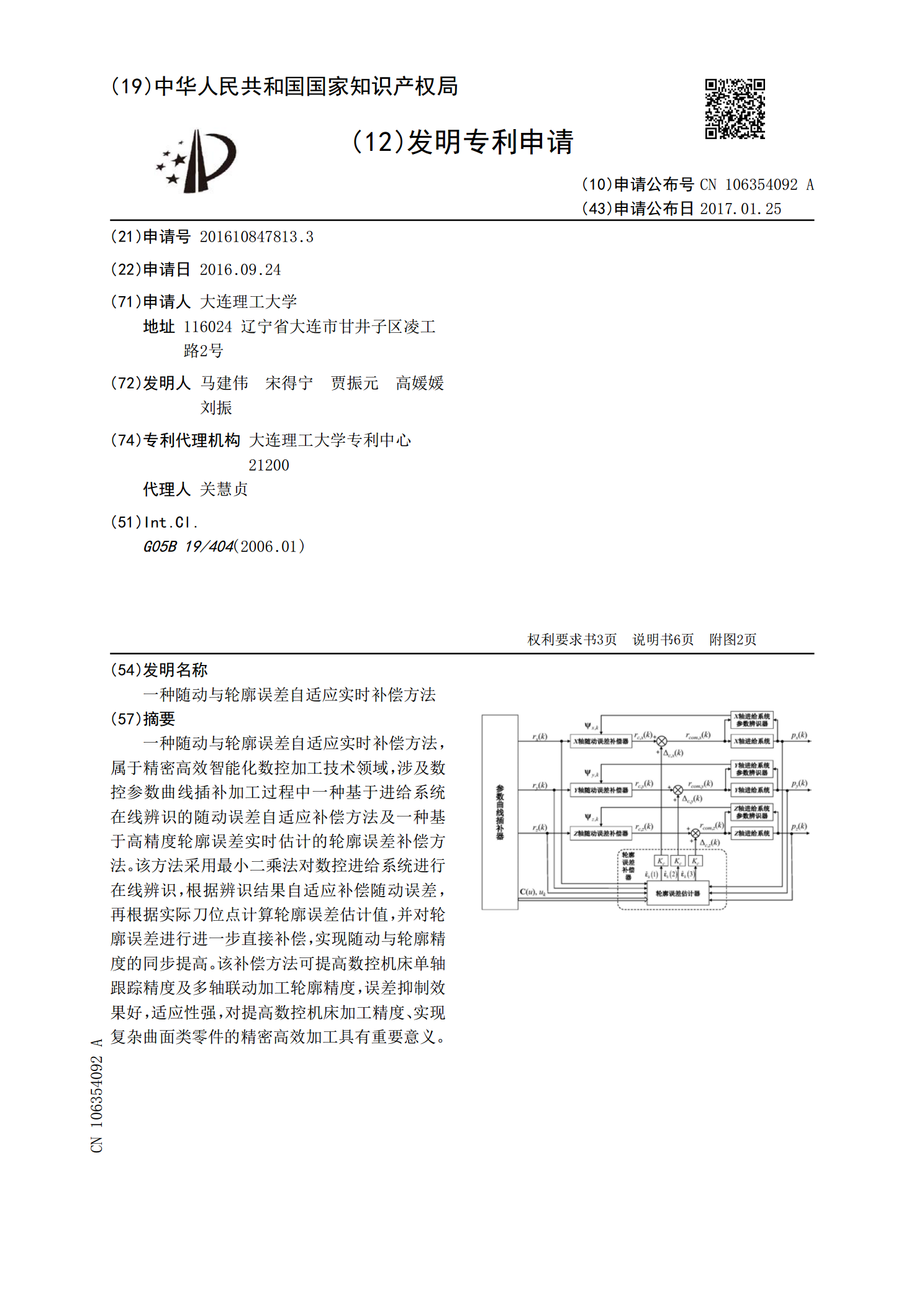
一种随动与轮廓误差自适应实时补偿方法,属于精密高效智能化数控加工技术领域,涉及数控参数曲线插补加工过程中一种基于进给系统在线辨识的随动误差自适应补偿方法及一种基于高精度轮廓误差实时估计的轮廓误差补偿方法。该方法采用最小二乘法对数控进给系统进行在线辨识,根据辨识结果自适应补偿随动误差,再根据实际刀位点计算轮廓误差估计值,并对轮廓误差进行进一步直接补偿,实现随动与轮廓精度的同步提高。该补偿方法可提高数控机床单轴跟踪精度及多轴联动加工轮廓精度,误差抑制效果好,适应性强,对提高数控机床加工精度、实现复杂曲面类零件
随动与轮廓误差在线协同补偿方法.pdf
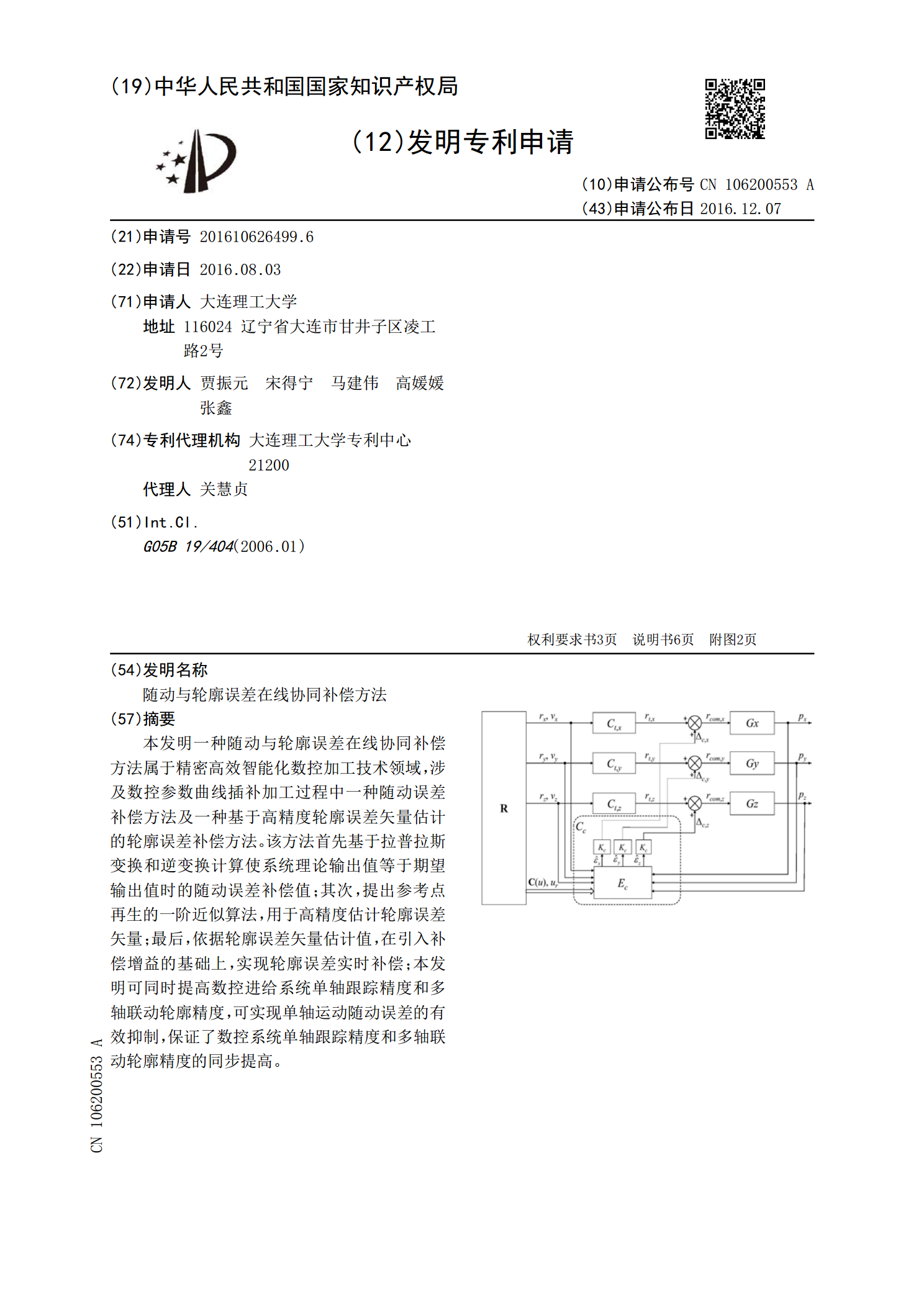
本发明一种随动与轮廓误差在线协同补偿方法属于精密高效智能化数控加工技术领域,涉及数控参数曲线插补加工过程中一种随动误差补偿方法及一种基于高精度轮廓误差矢量估计的轮廓误差补偿方法。该方法首先基于拉普拉斯变换和逆变换计算使系统理论输出值等于期望输出值时的随动误差补偿值;其次,提出参考点再生的一阶近似算法,用于高精度估计轮廓误差矢量;最后,依据轮廓误差矢量估计值,在引入补偿增益的基础上,实现轮廓误差实时补偿;本发明可同时提高数控进给系统单轴跟踪精度和多轴联动轮廓精度,可实现单轴运动随动误差的有效抑制,保证了数控
实时自适应轮廓误差估计方法.pdf
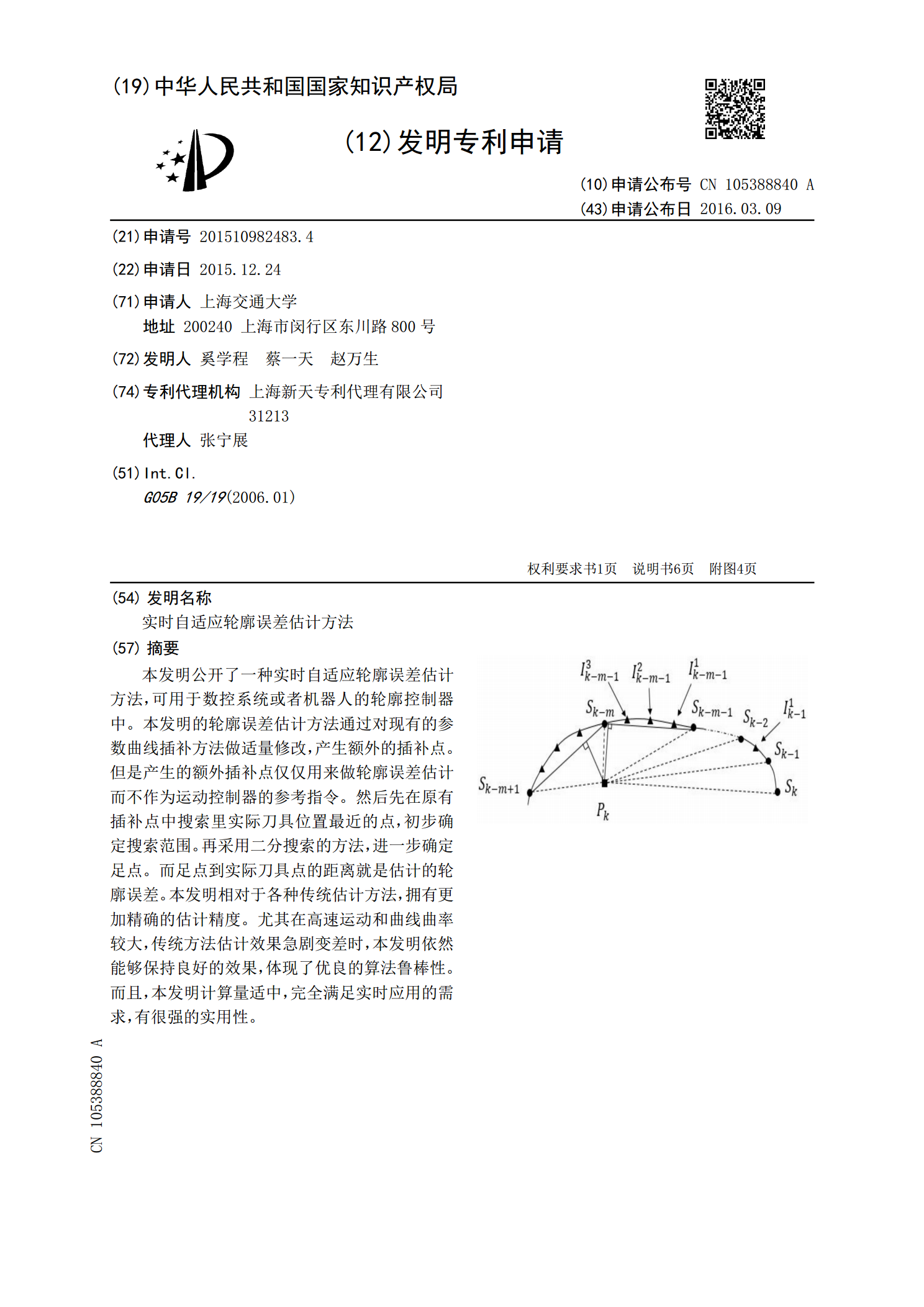
本发明公开了一种实时自适应轮廓误差估计方法,可用于数控系统或者机器人的轮廓控制器中。本发明的轮廓误差估计方法通过对现有的参数曲线插补方法做适量修改,产生额外的插补点。但是产生的额外插补点仅仅用来做轮廓误差估计而不作为运动控制器的参考指令。然后先在原有插补点中搜索里实际刀具位置最近的点,初步确定搜索范围。再采用二分搜索的方法,进一步确定足点。而足点到实际刀具点的距离就是估计的轮廓误差。本发明相对于各种传统估计方法,拥有更加精确的估计精度。尤其在高速运动和曲线曲率较大,传统方法估计效果急剧变差时,本发明依然能
一种自适应变增益轮廓误差补偿方法.pdf
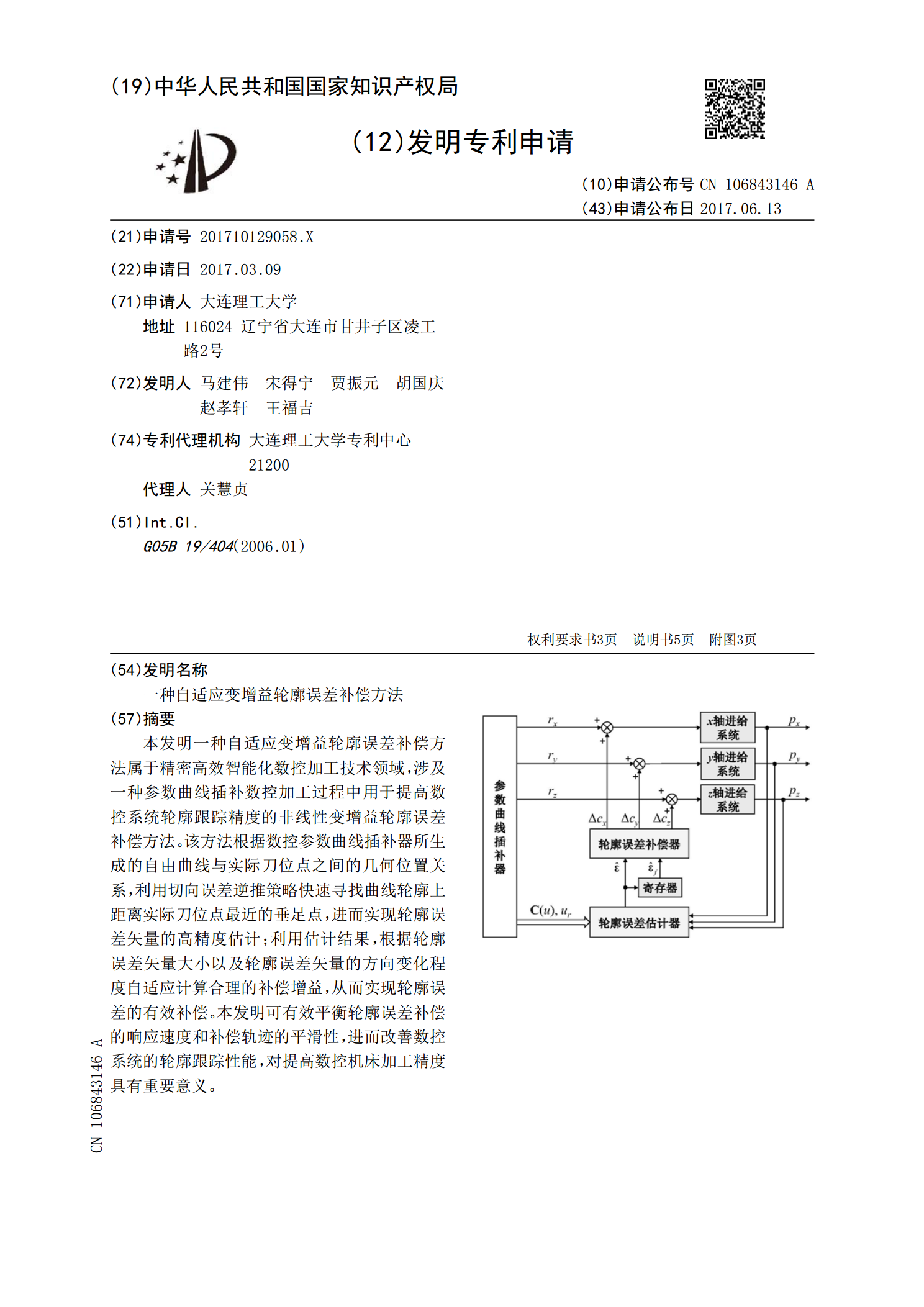
本发明一种自适应变增益轮廓误差补偿方法属于精密高效智能化数控加工技术领域,涉及一种参数曲线插补数控加工过程中用于提高数控系统轮廓跟踪精度的非线性变增益轮廓误差补偿方法。该方法根据数控参数曲线插补器所生成的自由曲线与实际刀位点之间的几何位置关系,利用切向误差逆推策略快速寻找曲线轮廓上距离实际刀位点最近的垂足点,进而实现轮廓误差矢量的高精度估计;利用估计结果,根据轮廓误差矢量大小以及轮廓误差矢量的方向变化程度自适应计算合理的补偿增益,从而实现轮廓误差的有效补偿。本发明可有效平衡轮廓误差补偿的响应速度和补偿轨迹

一种实时轮廓误差估算方法及其预补偿仿真.docx
一种实时轮廓误差估算方法及其预补偿仿真Title:AReal-timeContourErrorEstimationMethodanditsPre-compensationSimulationAbstract:Theaccurateestimationofcontourerrorsiscrucialinvariousfieldssuchascomputervision,robotics,andmanufacturing.Thispaperproposesareal-timecontourerrorestim