
开口薄壁齿轮加工方法.pdf

大渊****公主


1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
开口薄壁齿轮加工方法.pdf
本发明开口薄壁齿轮加工方法涉及机械加工领域,具体涉及开口薄壁齿轮加工方法,包括以下步骤:备料;锻造;粗车;工件平面放置零件,调质处理;半精车,留1.5~2.0mm加工余量,工件平面放置,零件稳定回火;半精车,留0.8~1.0mm加工余量,工件平面放置零,件时效处理;精车;先将外圆加工成形并留有加工余量,再用开口铸铁套夹紧零件外圆,接下来同次车削尺寸15mm右大端面、镗直径195.6mm、直径190mm、直径165mm孔和车尺寸4.5mm左端、尺寸7.1mm右端,使各内端面尺寸达图样设计要求,将各内孔和各内
开口薄壁齿轮加工方法.pdf
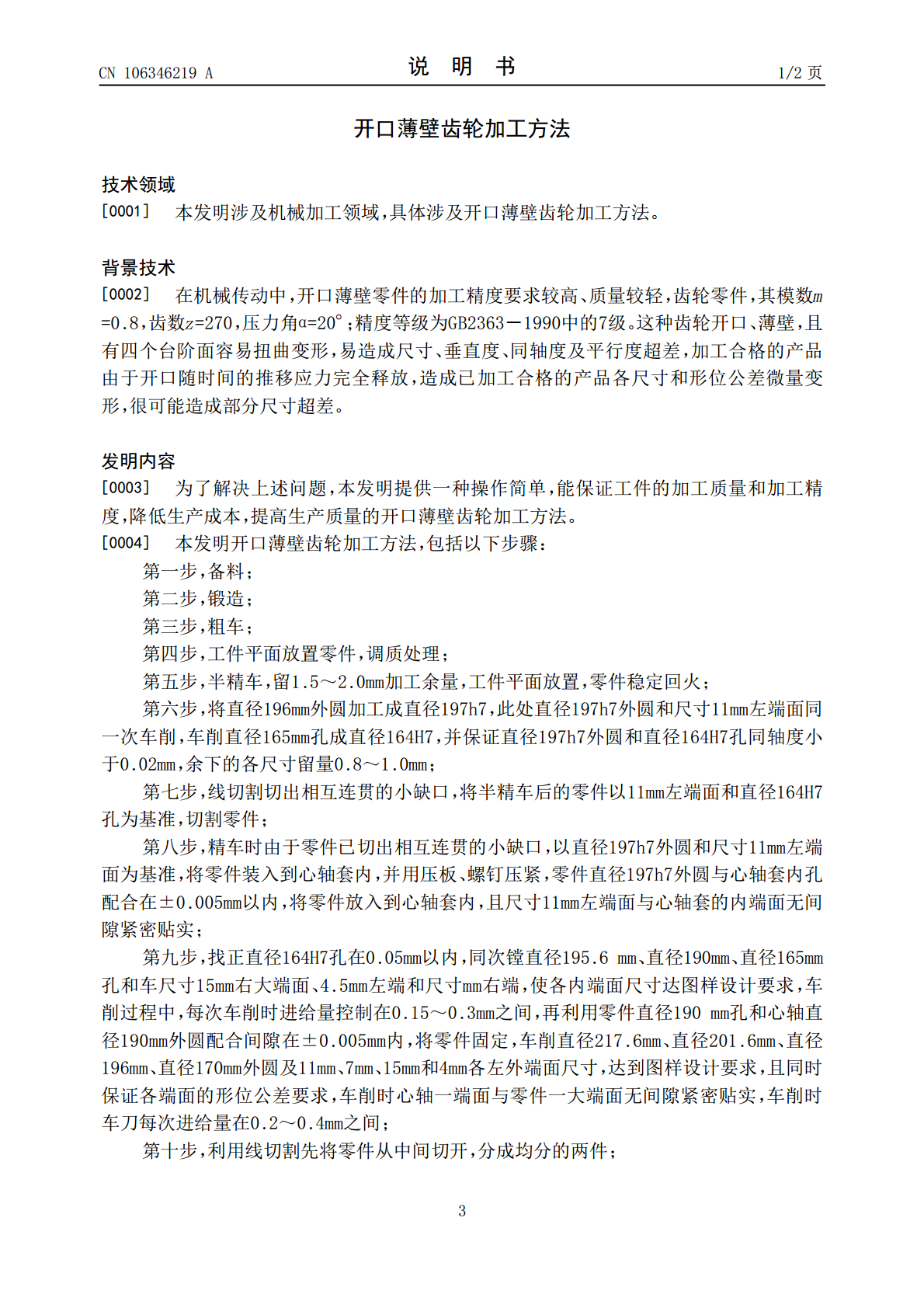
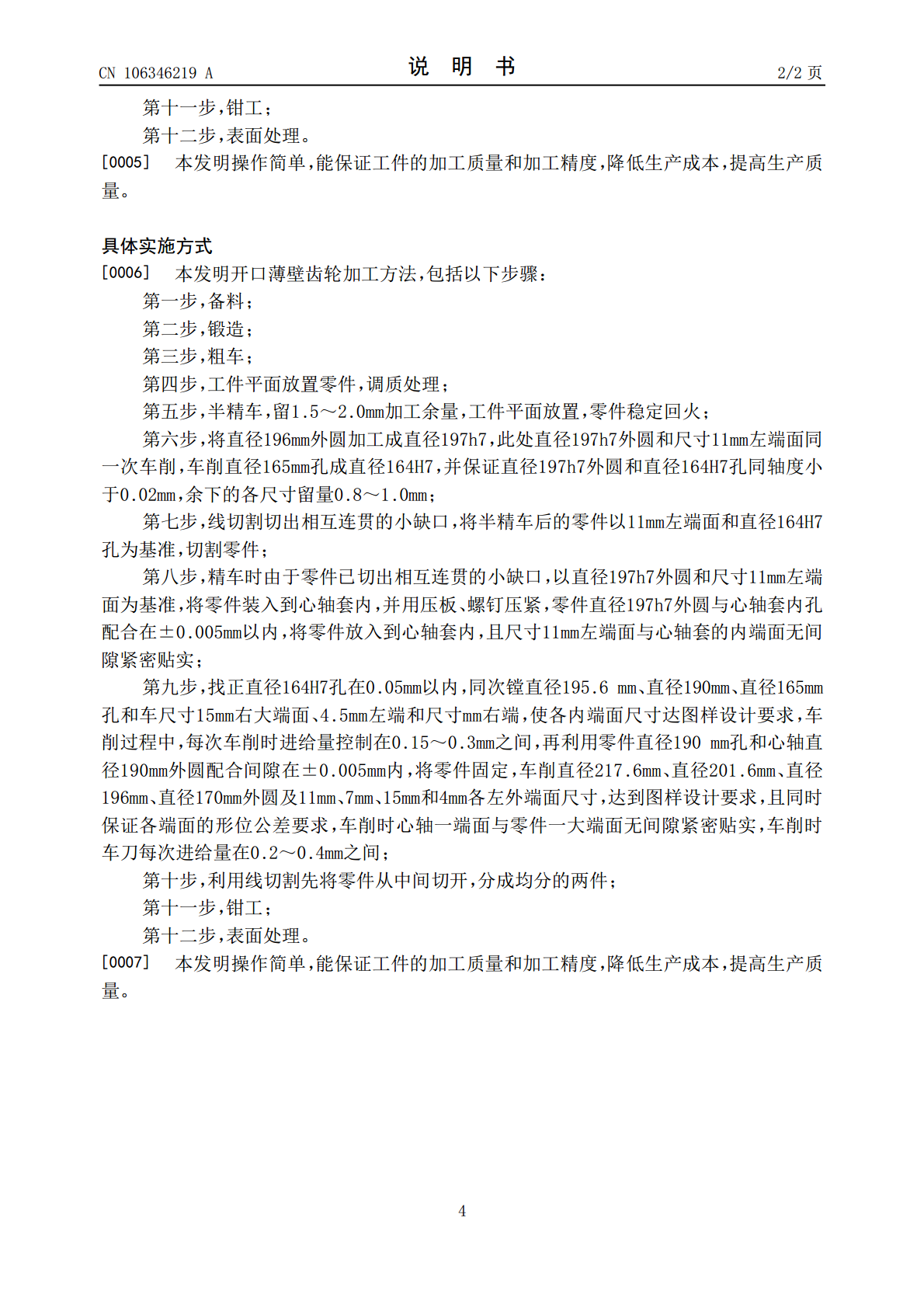
本发明开口薄壁齿轮加工方法涉及机械加工领域,具体涉及开口薄壁齿轮加工方法,包括以下步骤:备料;锻造;粗车;工件平面放置零件,调质处理;半精车,留1.5~2.0mm加工余量,工件平面放置,零件稳定回火;将直径196mm外圆加工成直径197h7,此处直径197h7外圆和尺寸11mm左端面同一次车削,车削直径165mm孔成直径164H7,并保证直径197h7外圆和直径164H7孔同轴度小于0.02mm,余下的各尺寸留量0.8~1.0mm;线切割切出相互连贯的小缺口,将半精车后的零件以11mm左端面和直径164H

薄壁外齿轮内孔的加工方法.pdf
本发明公开一种薄壁外齿轮内孔的加工方法,采取新工艺和夹具解决上述问题。本发明采取的加工步骤:锻造、粗车、调质、半精车、半精车、精车、滚齿、去应力退火、平磨端面、磨内孔、磨齿、齿面氮化;粗车给前半精车留量1.5mm,前半精车给后半精车留量为0.7mm,后半精车给精车留量为0.3mm,分三次车削;磨内孔采用专用夹具,用定位棒使夹具体与工件齿轮同心,之后用夹具体使工件齿轮以一个端面及齿顶定位,再用压板压紧工件齿轮,磨内孔;圆度可以达到0.02mm,直线度可以达到0.003mm;齿面氮化变形后内孔圆度0.08mm

薄壁面齿轮加工夹具.pdf
本发明涉及一种薄壁面齿轮加工夹具,包括夹具体、轴向锁紧螺钉、压板、定位螺钉,所述的夹具体的一端设置有可以安装在工作台中心孔的凸台,另一端设置有安装薄壁面齿轮的环形凸台,环形凸台上设置有固定薄壁面齿轮的压板和轴向锁紧螺钉,所述的夹具体外周还设置有通槽。所述的夹具体的中心还安装有与夹具体同轴的测量轴。所述的夹具体上安装在工作台中心孔的凸台还可以设置在调心轴上,所述的调心轴通过定位螺钉安装在夹具体上。本发明可以抵消在加工过程中待加工零件的受力变形,结构紧凑、装卸方便,克服了薄壁面齿轮的插齿、滚齿、磨齿等加工时的
钛合金高精度薄壁圆环齿轮加工方法.pdf
本发明钛合金高精度薄壁圆环齿轮加工方法涉及机械加工领域,具体涉及钛合金高精度薄壁圆环齿轮加工方法,包括以下步骤:锻造毛坯;粗车毛坯;退火;粗车齿坯;热处理;半精车;热处理;精加工,在机床上使用专用夹具装夹工件,并对对齿坯进行精加工,并逐层切除环形工艺凸台;热处理,冷热循环两次,进一步稳定组织,稳定工件尺寸,消除齿面应力。本发明加工过程简单,在加工过程中消除加工中零件的变形,可保证工件的加工质量和尺寸精度,通过多次的热处理,进一步稳定工件的尺寸及质量稳定性。