
一种基于总线的无张力橡胶收卷控制系统及其控制方法.pdf

灵慧****89


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种基于总线的无张力橡胶收卷控制系统及其控制方法.pdf
本发明一种基于总线的无张力橡胶收卷控制系统及其控制方法,涉及工业自动化控制领域,包括PLC控制系统、操作面板、两个激光测量传感器、两台矢量变频器,PLC控制系统包括CPU模块、DC24V直流电源模块、实时工业以太网总线、模拟量输入模块,控制方法是利用上述控制系统来对橡胶收卷过程的输送线速度、单环工作位及卷轮速度进行实时监视及控制,包括:单环工作位与收卷模式设置,单环位置、收卷轮卷径、矢量变频器状态采集,收卷轮控制信息处理,收卷轮控制值输出,显示监视。采用该控制系统及其控制方法在收卷橡胶制品过程不会拉伸橡胶
薄膜收卷张力控制系统及方法.pdf
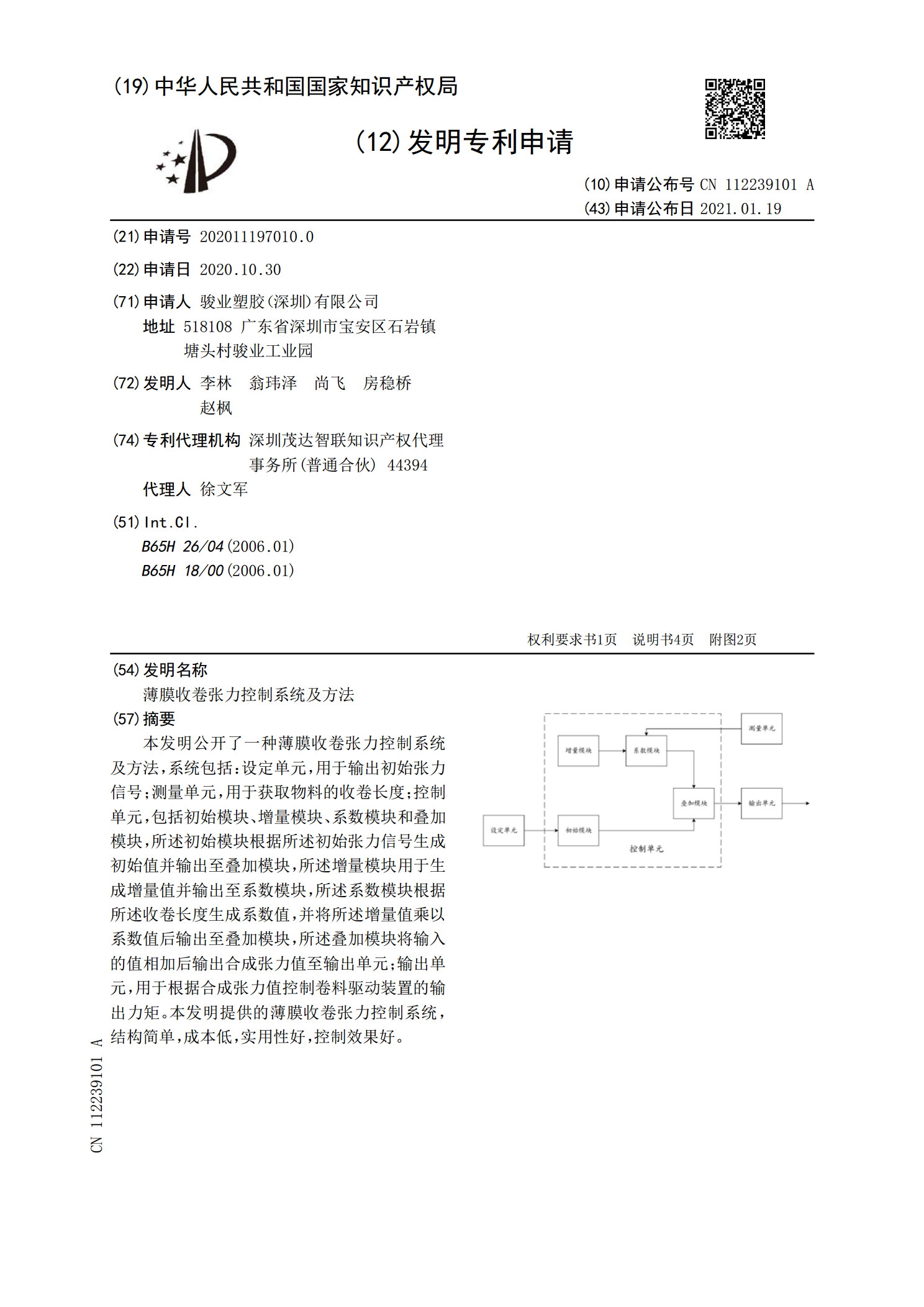
本发明公开了一种薄膜收卷张力控制系统及方法,系统包括:设定单元,用于输出初始张力信号;测量单元,用于获取物料的收卷长度;控制单元,包括初始模块、增量模块、系数模块和叠加模块,所述初始模块根据所述初始张力信号生成初始值并输出至叠加模块,所述增量模块用于生成增量值并输出至系数模块,所述系数模块根据所述收卷长度生成系数值,并将所述增量值乘以系数值后输出至叠加模块,所述叠加模块将输入的值相加后输出合成张力值至输出单元;输出单元,用于根据合成张力值控制卷料驱动装置的输出力矩。本发明提供的薄膜收卷张力控制系统,结构简

基于伺服及PLC的收卷张力控制系统.doc
基于伺服及PLC的收卷张力控制系统———基于伺服及PLC的收卷张力控制系统[编辑简介]:本文介绍一种基于三菱mr-j2s伺服系统及三菱a系列plc系统的开环张力控制系统经过试验能够应用在0.1mm级材料的收卷上而且收卷质量完全可以媲美闭环控制的质量。文章对系统软硬件设计均进行了详细的描述。[摘要]:[关键词]:伺服PLC收卷张力控制系统前言在实际生产中如果以中心收卷方式来收卷的话收卷轴的直径是不断变化的

基于伺服及PLC的收卷张力控制系统.docx
基于伺服及PLC的收卷张力控制系统———基于伺服及PLC的收卷张力控制系统[编辑简介]:本文介绍一种基于三菱mr-j2s伺服系统及三菱a系列plc系统的开环张力控制系统,经过试验,能够应用在0.1mm级材料的收卷上,而且收卷质量完全可以媲美闭环控制的质量。文章对系统软硬件设计均进行了详细的描述。[摘要]:[关键词]:伺服PLC收卷张力控制系统前言在实际生产中如果以中心收卷方式来收卷的话,收卷轴的直径是不断变化的。不断变化的收卷直径引起角速度的变化,从而引起材料上张力也随之出现的波动:张力过小,材料收卷时会
基于伺服及PLC的收卷张力控制系统.doc
基于伺服及PLC的收卷张力控制系统———基于伺服及PLC的收卷张力控制系统[编辑简介]:本文介绍一种基于三菱mr-j2s伺服系统及三菱a系列plc系统的开环张力控制系统经过试验能够应用在0.1mm级材料的收卷上而且收卷质量完全可以媲美闭环控制的质量。文章对系统软硬件设计均进行了详细的描述。[摘要]:[关键词]:伺服PLC收卷张力控制系统前言在实际生产中如果以中心收卷方式来收卷的话收卷轴的直径是不断变化的