
用于修理涡轮构件的方法.pdf

努力****元恺

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于修理涡轮构件的方法.pdf
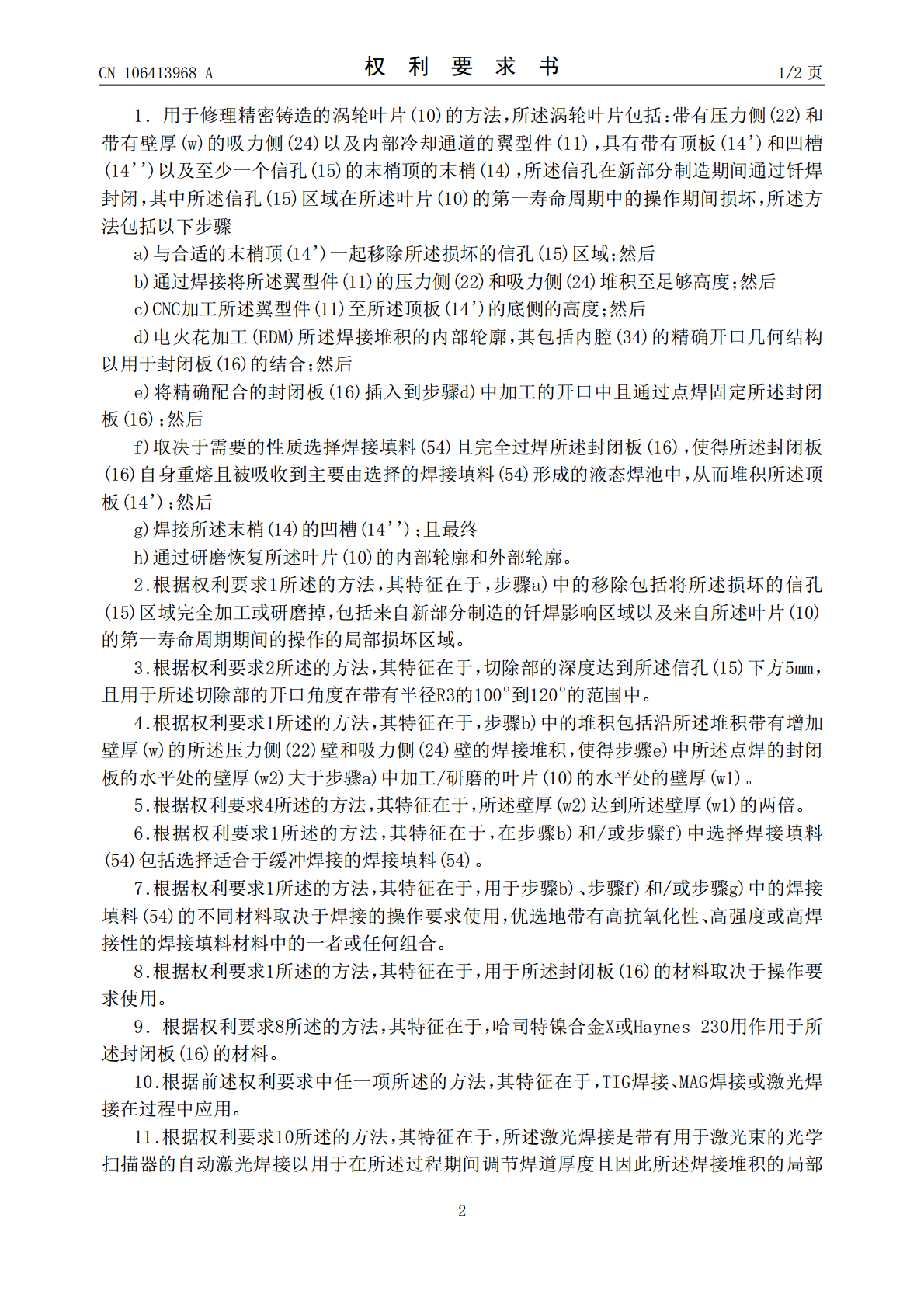
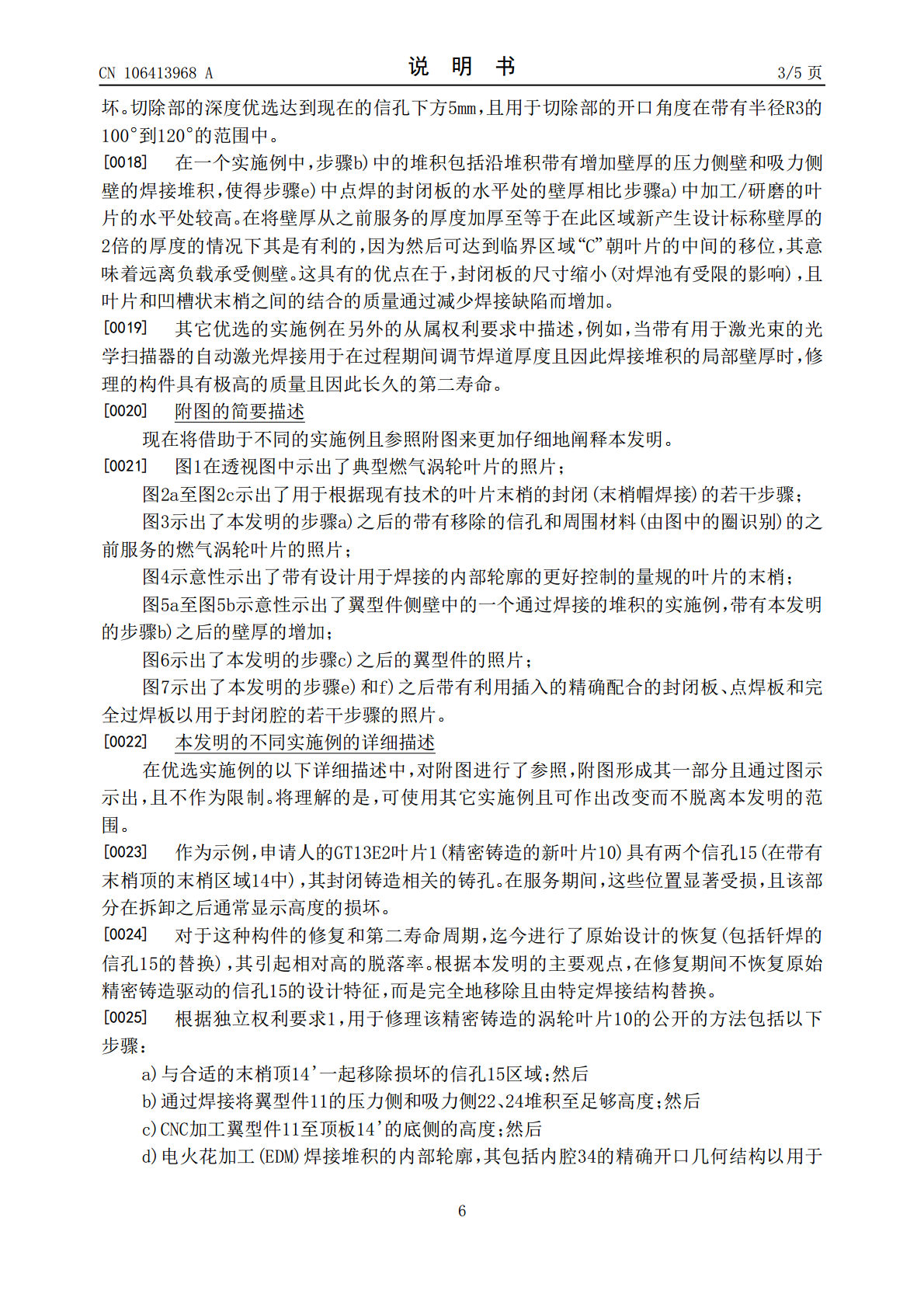
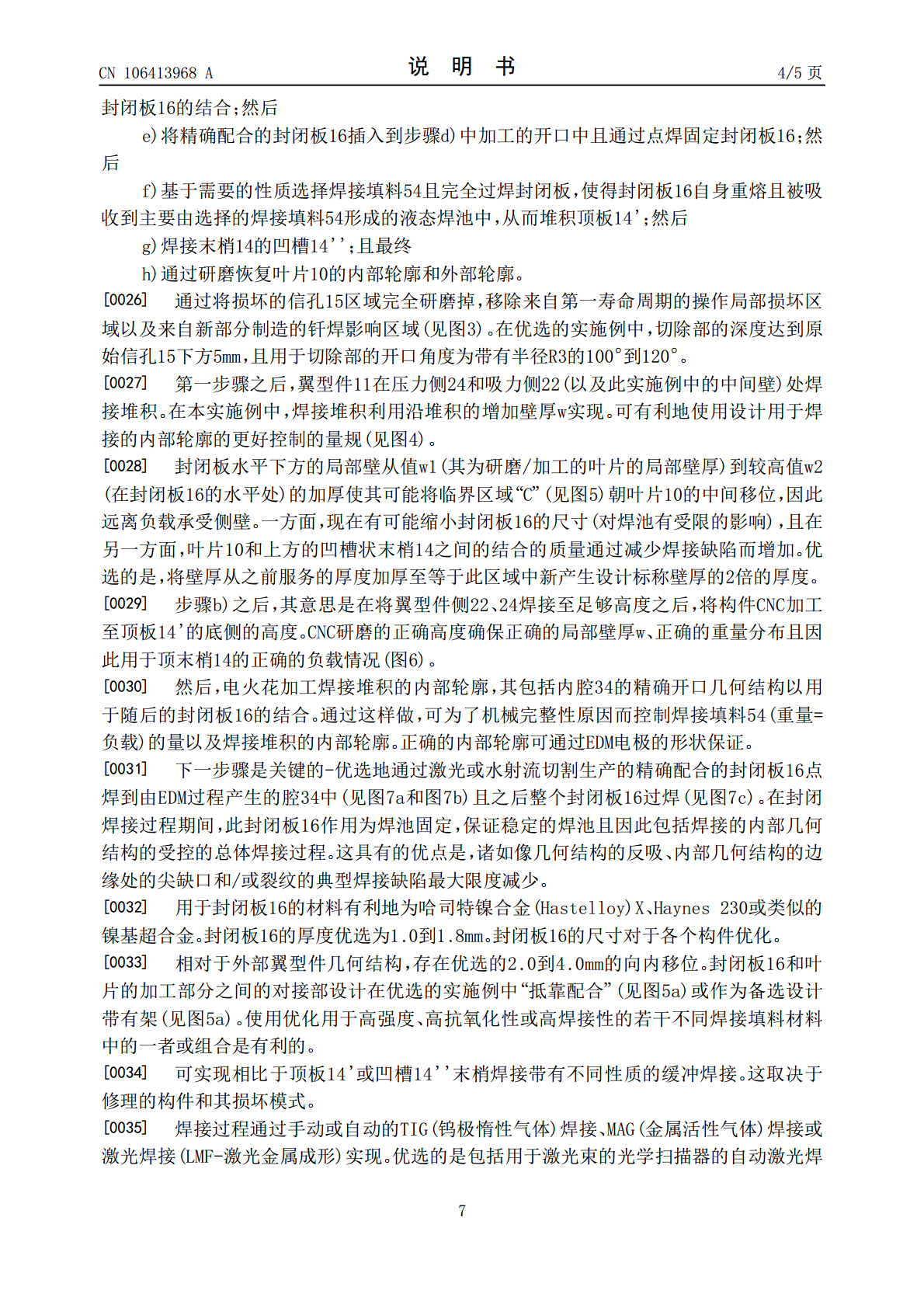
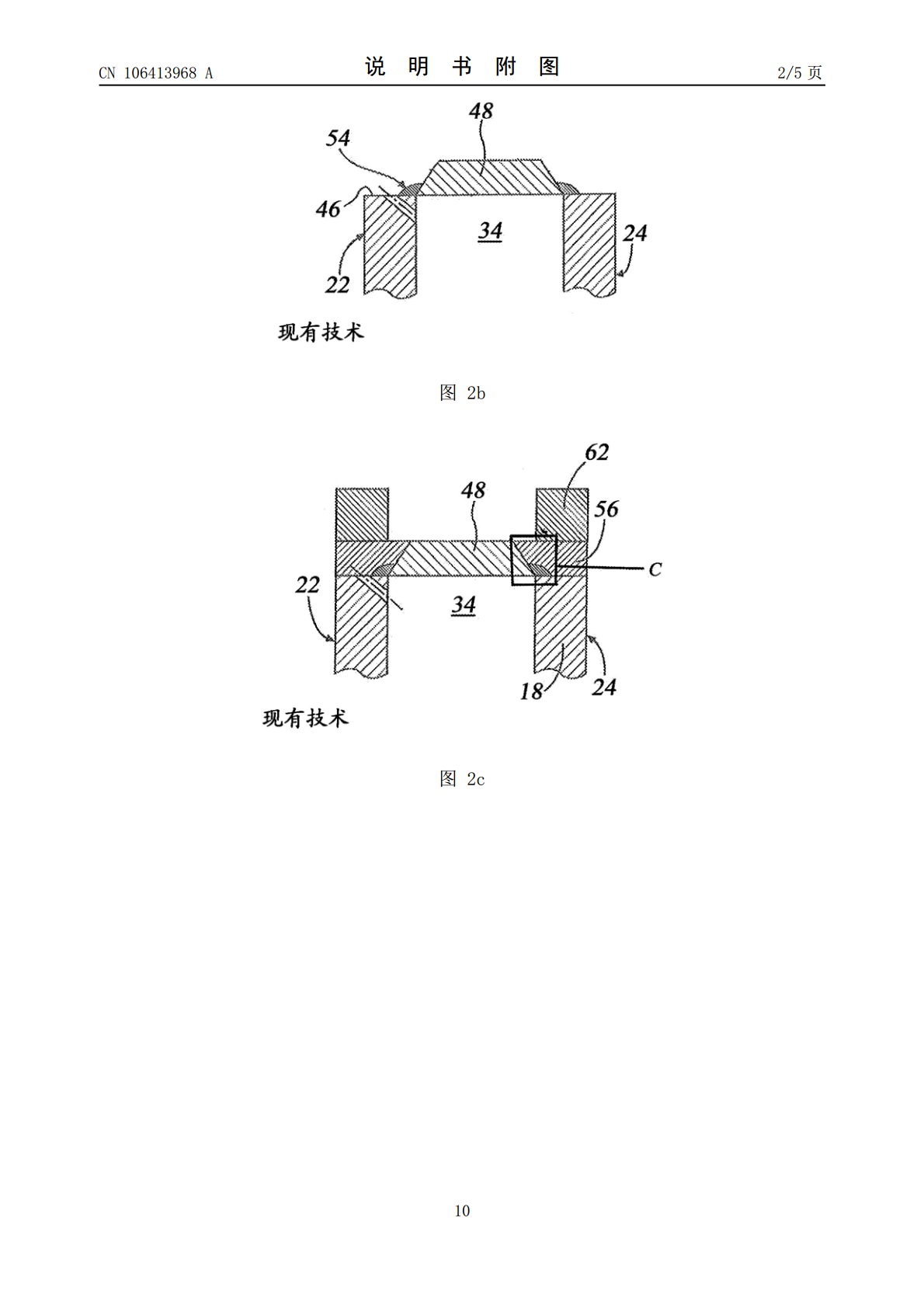
本发明涉及用于修理精密铸造的涡轮叶片的方法,涡轮叶片包括:带有压力侧(22)和带有壁厚(w)的吸力侧(24)以及内部冷却通道的翼型件(11),具有带有顶板和凹槽以及至少一个信孔的末梢顶的末梢,信孔在新部分制造期间通过钎焊封闭,其中信孔区域在叶片的第一寿命周期中的操作期间损坏。该方法包括以下步骤:移除损坏的信孔区域;然后,通过焊接将翼型件的压力侧和吸力侧堆积至足够高度;然后,CNC加工翼型件至顶板的底侧的高度;然后,电火花加工(EDM)焊接堆积的内部轮廓,其包括用于封闭板的精确开口几何结构;然后,将精确配合
修理涡轮构件的方法.pdf
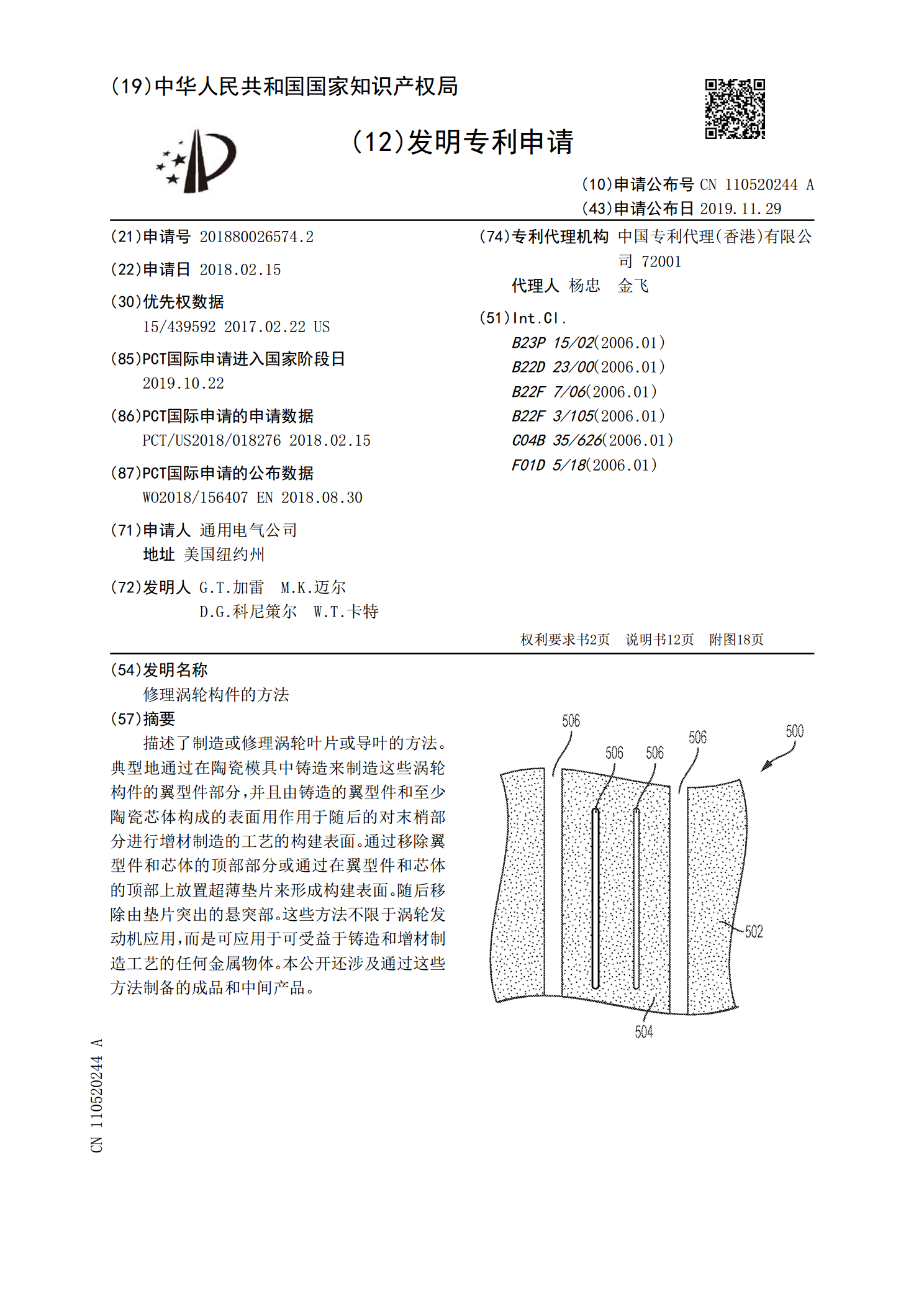
描述了制造或修理涡轮叶片或导叶的方法。典型地通过在陶瓷模具中铸造来制造这些涡轮构件的翼型件部分,并且由铸造的翼型件和至少陶瓷芯体构成的表面用作用于随后的对末梢部分进行增材制造的工艺的构建表面。通过移除翼型件和芯体的顶部部分或通过在翼型件和芯体的顶部上放置超薄垫片来形成构建表面。随后移除由垫片突出的悬突部。这些方法不限于涡轮发动机应用,而是可应用于可受益于铸造和增材制造工艺的任何金属物体。本公开还涉及通过这些方法制备的成品和中间产品。

用于修理涡轮机构件的方法.pdf
用于修理涡轮机构件(C)的方法(100)包括以下步骤:设立(110)包括激光源(2)、粉末供给器(3)以及空气源(4)的激光覆层机(1),以便修理涡轮机构件的窄凹部;限定包括窄凹部内的待通过激光覆层来修理的区域的路径(120);使激光覆层机(1)或涡轮机构件(C)向前移动(130),以便所述路径从第一端点至第二端点被用于修理所述待修理的区域的激光束(2a)和粉末喷射流(3a)覆盖;使激光覆层机(1)或涡轮机构件(C)向后移动(130),以便所述路径从第二端点至第一端点被用于吹走过量的粉末的空气喷射流(4a
用于监测涡轮构件的方法.pdf
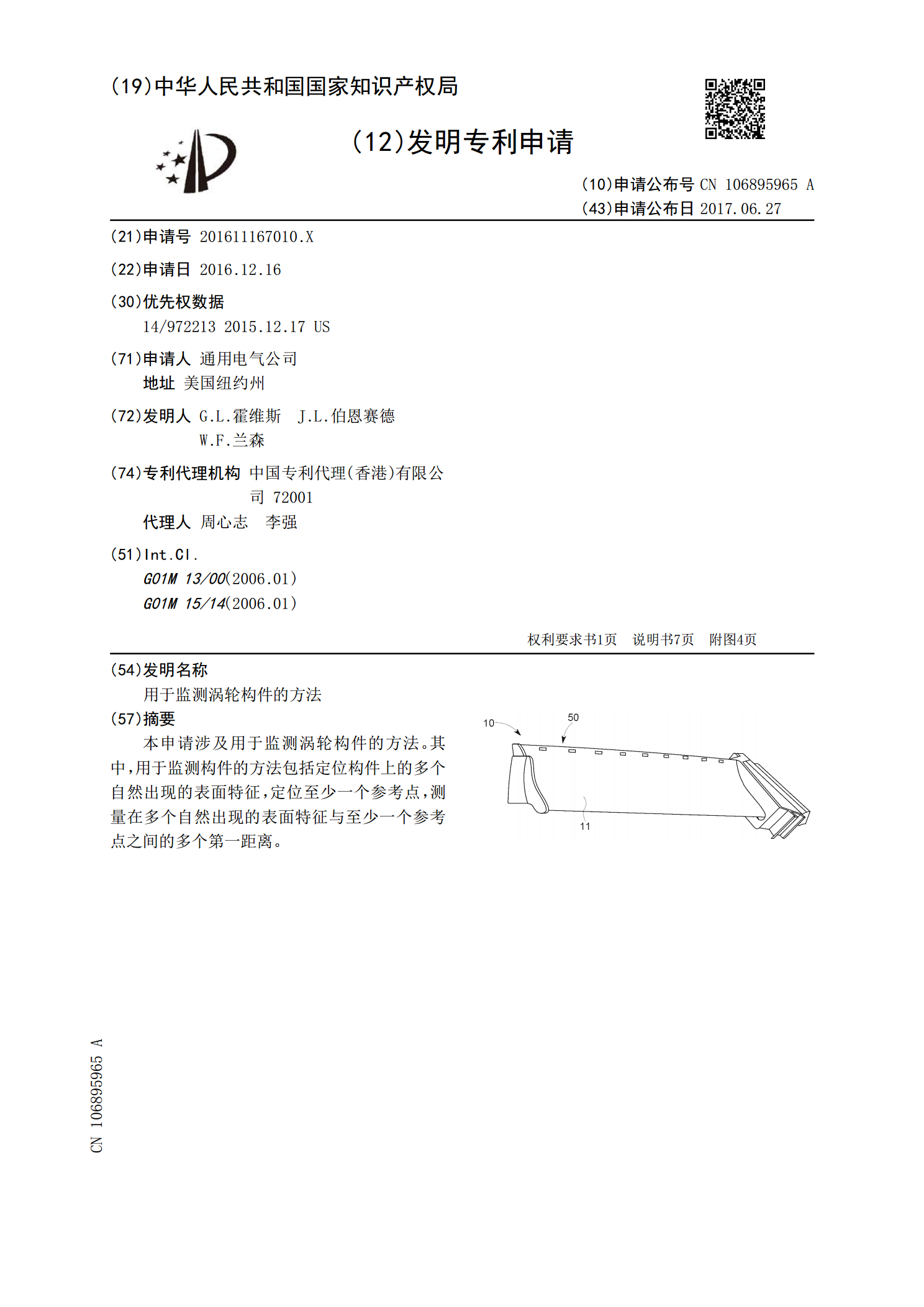
本申请涉及用于监测涡轮构件的方法。其中,用于监测构件的方法包括定位构件上的多个自然出现的表面特征,定位至少一个参考点,测量在多个自然出现的表面特征与至少一个参考点之间的多个第一距离。
用于监视涡轮构件的方法.pdf
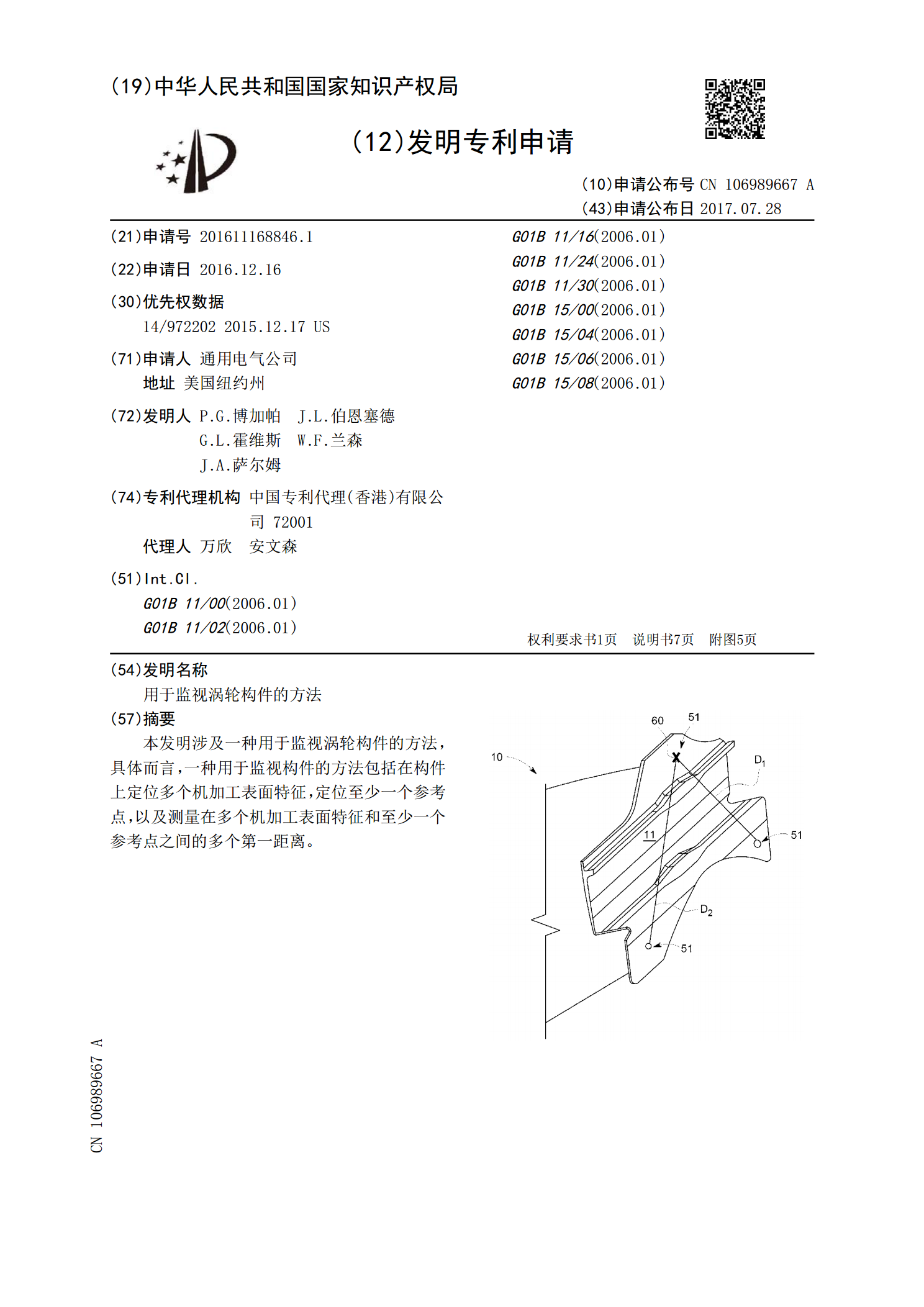
本发明涉及一种用于监视涡轮构件的方法,具体而言,一种用于监视构件的方法包括在构件上定位多个机加工表面特征,定位至少一个参考点,以及测量在多个机加工表面特征和至少一个参考点之间的多个第一距离。