
压缸式板材拉伸装置及其成形方法.pdf

努力****晓骞

1/10

2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

压缸式板材拉伸装置及其成形方法.pdf
本发明涉及一种压缸式板材拉伸装置及其成形方法,属于机械工程领域。该装置对称双侧布置,其中任意一侧包括至少一个机械臂组件、一套模具以及以及固定底座,所述的机械臂组件包括双侧支撑板、转轴、主压力液压缸、方向控制液压缸以及夹紧器,所述的主压液压缸输出压力,通过方向控制液压缸控制主压力液压缸力的输出方向,进而促使夹紧器以不同姿态夹持板材并促使板材发生变形。优点是结构新颖,借鉴了离散柔性成形技术的特点,采用了压缸调整板材断面的轮廓形状,可以用较小液压缸代替较大直径的拉缸,较用液压拉缸成形力提高40%以上,节约了制造
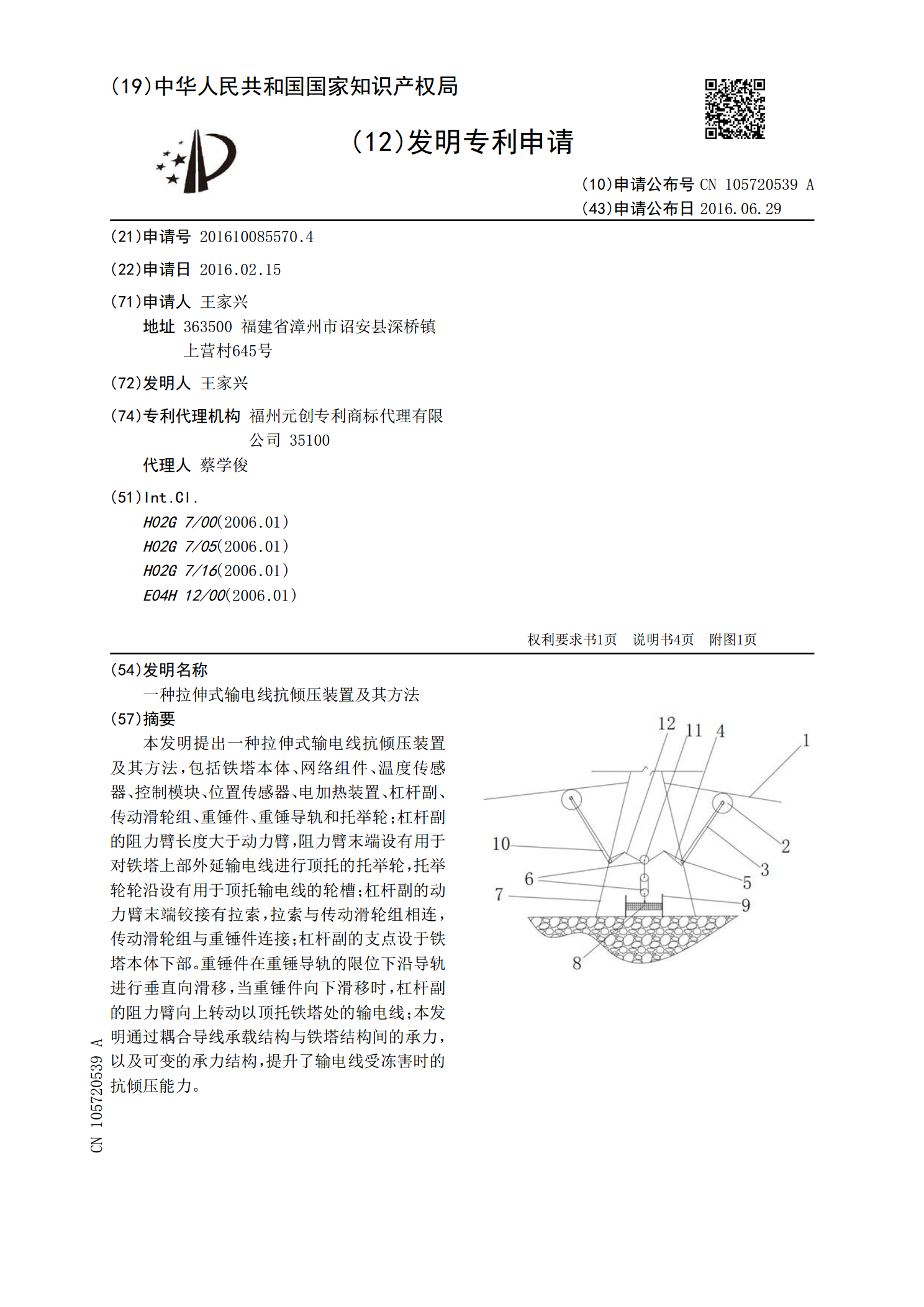
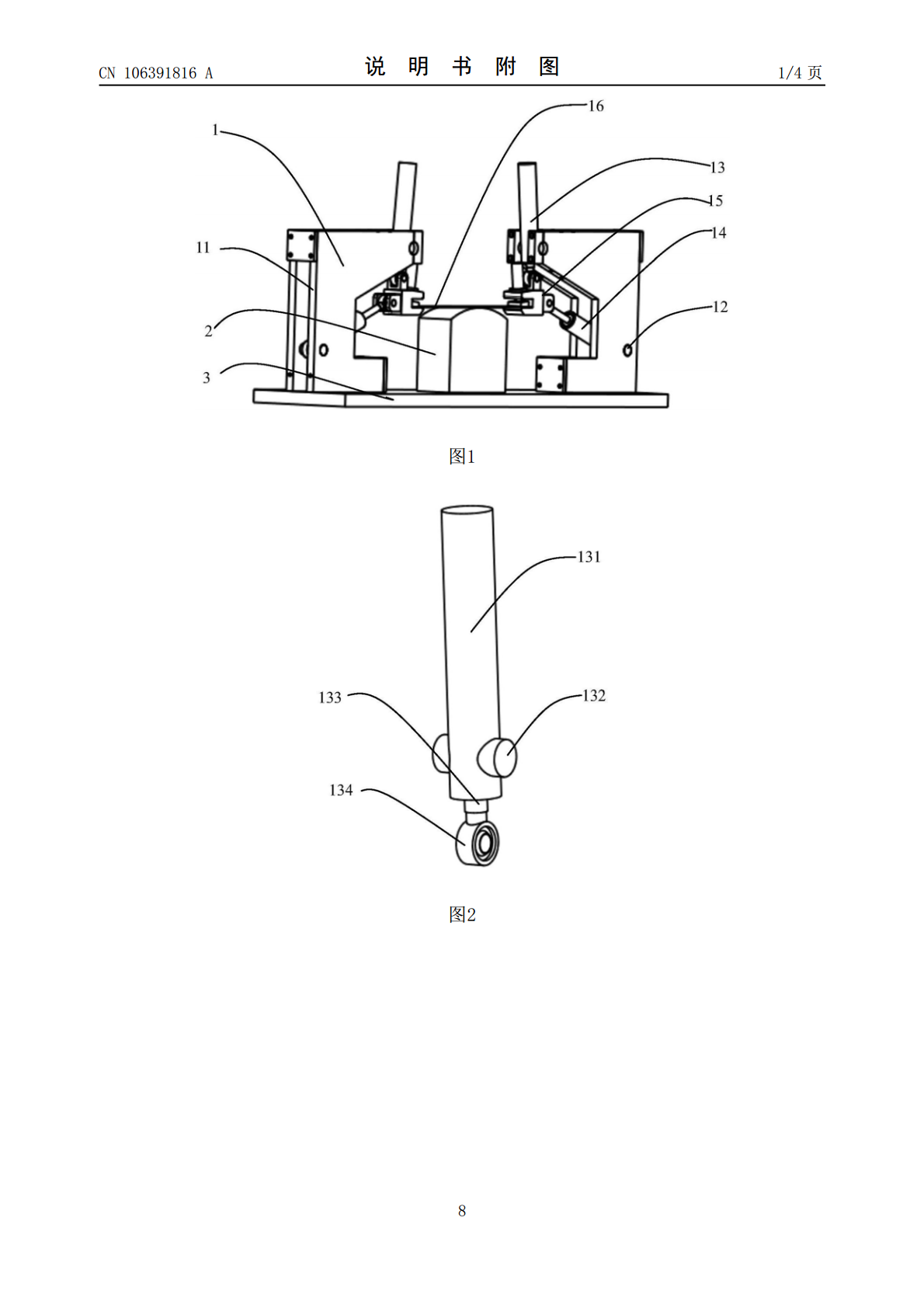
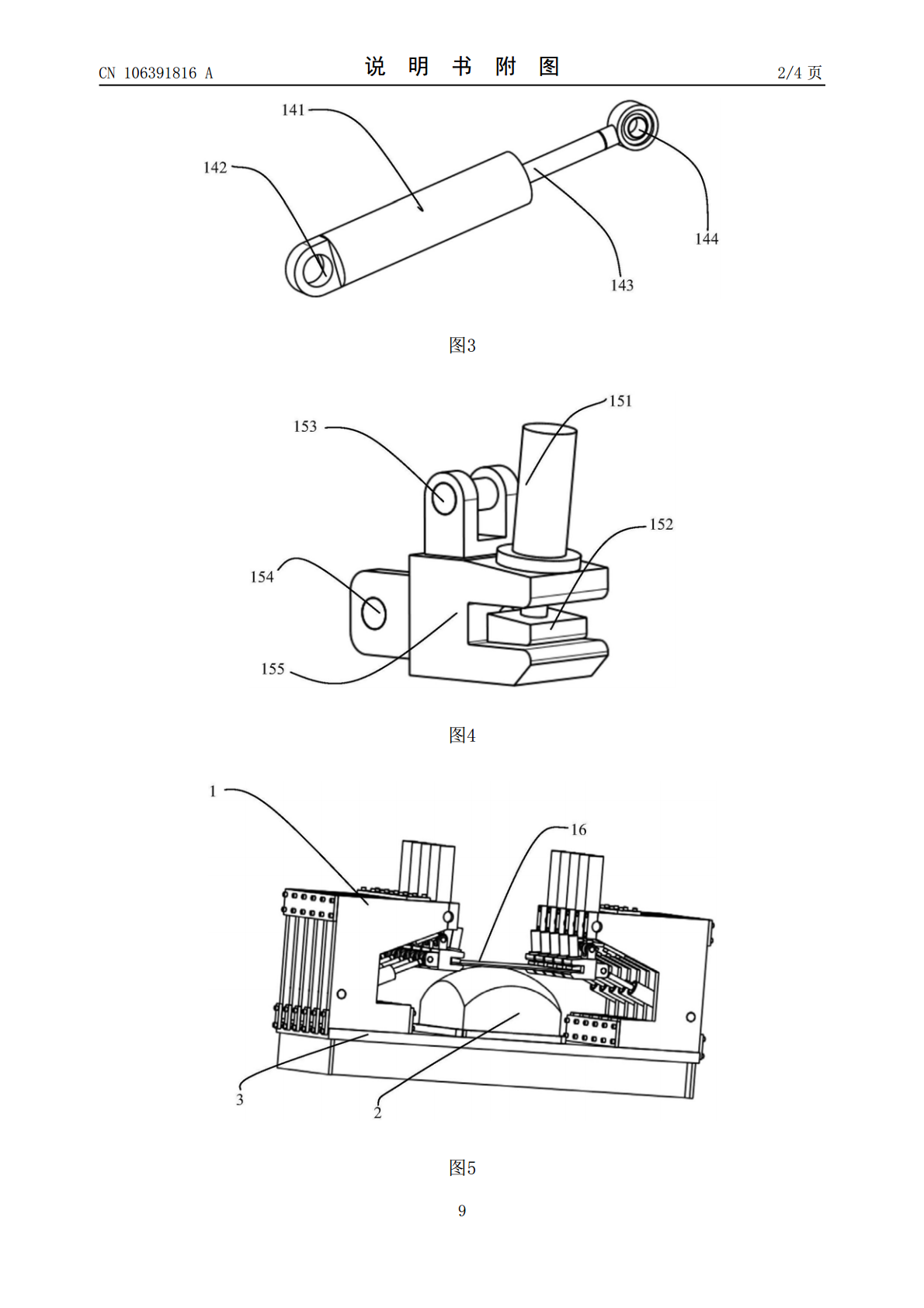
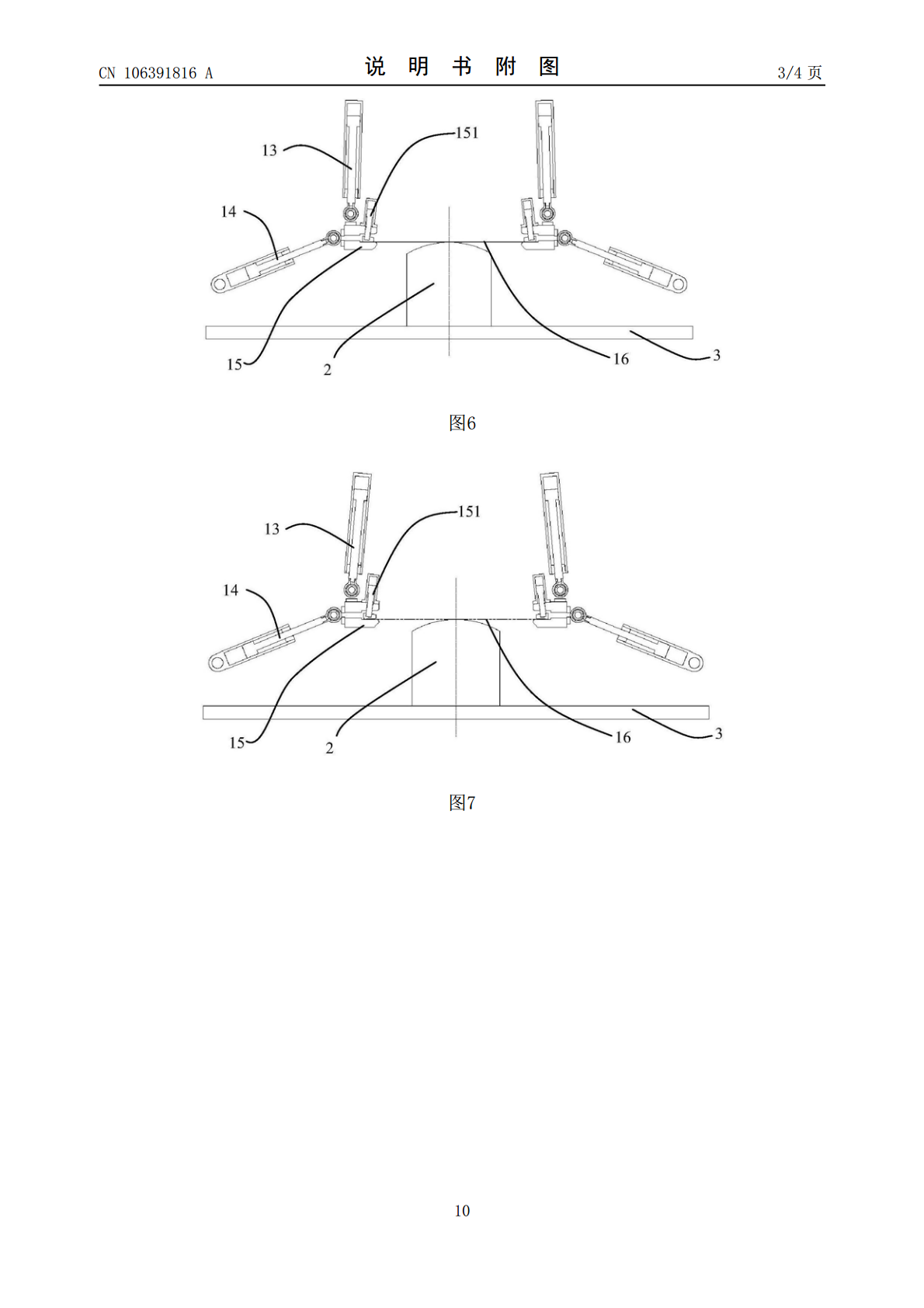
一种拉伸式输电线抗倾压装置及其方法.pdf
本发明提出一种拉伸式输电线抗倾压装置及其方法,包括铁塔本体、网络组件、温度传感器、控制模块、位置传感器、电加热装置、杠杆副、传动滑轮组、重锤件、重锤导轨和托举轮;杠杆副的阻力臂长度大于动力臂,阻力臂末端设有用于对铁塔上部外延输电线进行顶托的托举轮,托举轮轮沿设有用于顶托输电线的轮槽;杠杆副的动力臂末端铰接有拉索,拉索与传动滑轮组相连,传动滑轮组与重锤件连接;杠杆副的支点设于铁塔本体下部。重锤件在重锤导轨的限位下沿导轨进行垂直向滑移,当重锤件向下滑移时,杠杆副的阻力臂向上转动以顶托铁塔处的输电线;本发明通过

一种用于板材的电磁-多点复合成形装置及其成形方法.pdf
本发明公开了一种用于板材的电磁‑多点复合成形装置,包括上冲头和下冲头,多个所述上冲头阵列形成所述凸模,多个所述下冲头阵列形成所述凹模,所述凸模和/或凹模内设置有可上下位移的线圈支撑杆,所述线圈支撑杆的靠近所述板材的一端设置有可对所述板材成形的电磁线圈。本发明一方面可以将计算机控制上冲头和下冲头的位置形成形状可变的“柔性模具”,从而实现不同形状的板材的快速成形;另一方面通过电磁成形实现板材,回弹的大幅度降低甚至完全消除,提升了板材成形的质量。

021149372一种旋压成形方法及其装置.pdf

板材柔性拉伸成形研究进展与展望.docx
板材柔性拉伸成形研究进展与展望标题:板材柔性拉伸成形研究进展与展望摘要:板材柔性拉伸成形是一种新型的成形技术,它以其独特的优点在制造业领域吸引了广泛的关注。本论文围绕板材柔性拉伸成形技术的研究进展进行了系统的综述,探讨了其在材料科学、力学以及制造工艺等方面的应用。同时,本文还分析了柔性拉伸成形技术面临的挑战,并对未来的研究方向进行了展望。一、引言板材柔性拉伸成形技术是一种通过施加拉伸力对板材进行塑性变形的方法,它能够实现复杂形状的制造,并具有资源节约、环境友好等突出优点。近年来,随着材料、力学和工艺等领域