
冲击式转轮整体加工方法.pdf

一吃****仪凡


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

冲击式转轮整体加工方法.pdf
本发明冲击式转轮整体加工方法涉及机械加工领域,具体涉及冲击式转轮整体加工方法,包括以下步骤:龙门立式粗加工,以轮毂底部凸台端面为装夹定位面,加工出转轮的上半部分轮廓,然后再以轮毂上部凸台端面为装夹定位面,加工出转轮的下半部分,龙门粗加工主要采用型腔铣的加工方式,产生刀具轨迹路线,并且进行动态切削仿真;镗床卧式粗加工,利用轴镗床的转台来旋转转轮,同时使刀轴与转轮水斗对称平面平行,通过数控转台来调整水斗正面与刀轴之间的水平夹角来切削水斗工作面,本发明实现了冲击式水轮机转轮整体复杂型线的加工,大幅提高了冲击式转

冲击式水轮机转轮整体制造方法.pdf
为克服现有技术冲击式水轮机转轮制造方法中存在的铸造材料材质疏松、焊接部位容易断裂和水斗圆周重量分布不均匀等问题,本发明提出一种冲击式水轮机转轮整体制造方法,包括采用氩氧脱碳法AOD或真空吹氧脱碳法VOD对转轮锻坯进行精炼,采用整体锻造方式对转轮的水斗和轮盘进行锻造,采用数控加工方式对转轮的水斗外形进行加工。本发明冲击式水轮机转轮整体制造方法的有益技术效果是大幅度的提高了水轮机转轮的材质性能和整体强度,避免了焊接部位容易断裂和水斗圆周重量分布不均匀等问题,有效的提高了冲击式水轮机转轮使用性能和使用寿命。
基于AUTOLISP语言的冲击式转轮加工图绘制方法.pdf
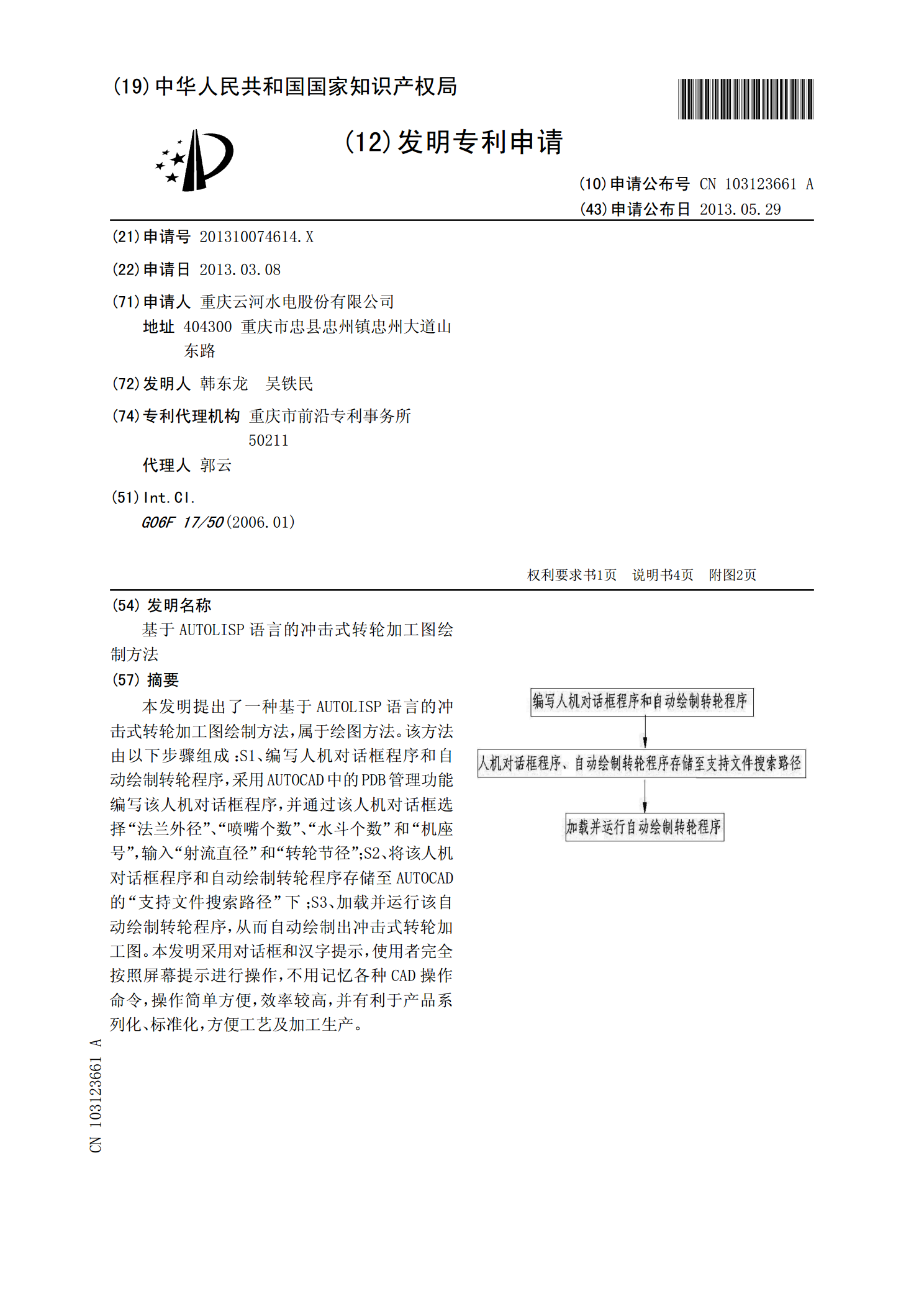
本发明提出了一种基于AUTOLISP语言的冲击式转轮加工图绘制方法,属于绘图方法。该方法由以下步骤组成:S1、编写人机对话框程序和自动绘制转轮程序,采用AUTOCAD中的PDB管理功能编写该人机对话框程序,并通过该人机对话框选择“法兰外径”、“喷嘴个数”、“水斗个数”和“机座号”,输入“射流直径”和“转轮节径”;S2、将该人机对话框程序和自动绘制转轮程序存储至AUTOCAD的“支持文件搜索路径”下;S3、加载并运行该自动绘制转轮程序,从而自动绘制出冲击式转轮加工图。本发明采用对话框和汉字提示,使用者完全按
一种冲击式转轮.pdf
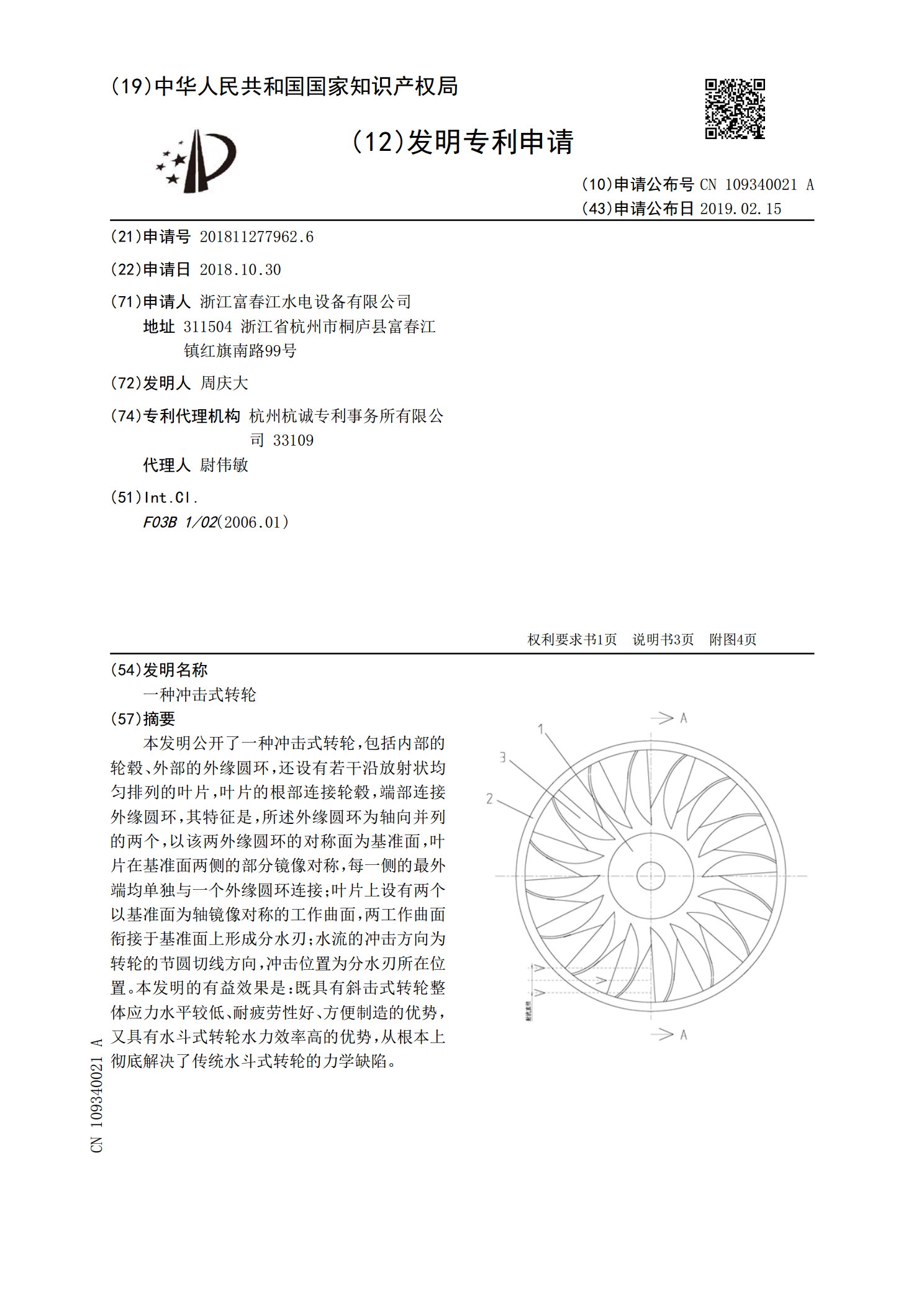
本发明公开了一种冲击式转轮,包括内部的轮毂、外部的外缘圆环,还设有若干沿放射状均匀排列的叶片,叶片的根部连接轮毂,端部连接外缘圆环,其特征是,所述外缘圆环为轴向并列的两个,以该两外缘圆环的对称面为基准面,叶片在基准面两侧的部分镜像对称,每一侧的最外端均单独与一个外缘圆环连接;叶片上设有两个以基准面为轴镜像对称的工作曲面,两工作曲面衔接于基准面上形成分水刃;水流的冲击方向为转轮的节圆切线方向,冲击位置为分水刃所在位置。本发明的有益效果是:既具有斜击式转轮整体应力水平较低、耐疲劳性好、方便制造的优势,又具有水

一种冲击式转轮精焊方法及结构.pdf
本发明公开了一种冲击式转轮精焊方法及结构,方法包括以下步骤:a.找出转轮应力较低区域,结合锻造厂的制造能力和经济性对比,绘制出圆盘和水斗的焊接分界线;b.单独锻造生产圆盘和各个水斗,并完成圆盘和各个水斗粗加工;c.在水斗和圆盘的拼接处设置单边U型坡口,坡口位于水斗正压侧;d.将水斗正压侧朝上处于水平位置,对水斗和圆盘拼接处坡口进行焊接;e.将水斗的负压侧朝上处于水平位置,对水斗和圆盘焊接处清根打磨形成底部焊接槽,并对焊缝进行探伤;f.对水斗负压侧进行焊接,将底部焊接槽填满;g.进行整体去应力热处理,探伤合