
一种冲击式转轮精焊方法及结构.pdf

是丹****ni


1/7
2/7

3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种冲击式转轮精焊方法及结构.pdf
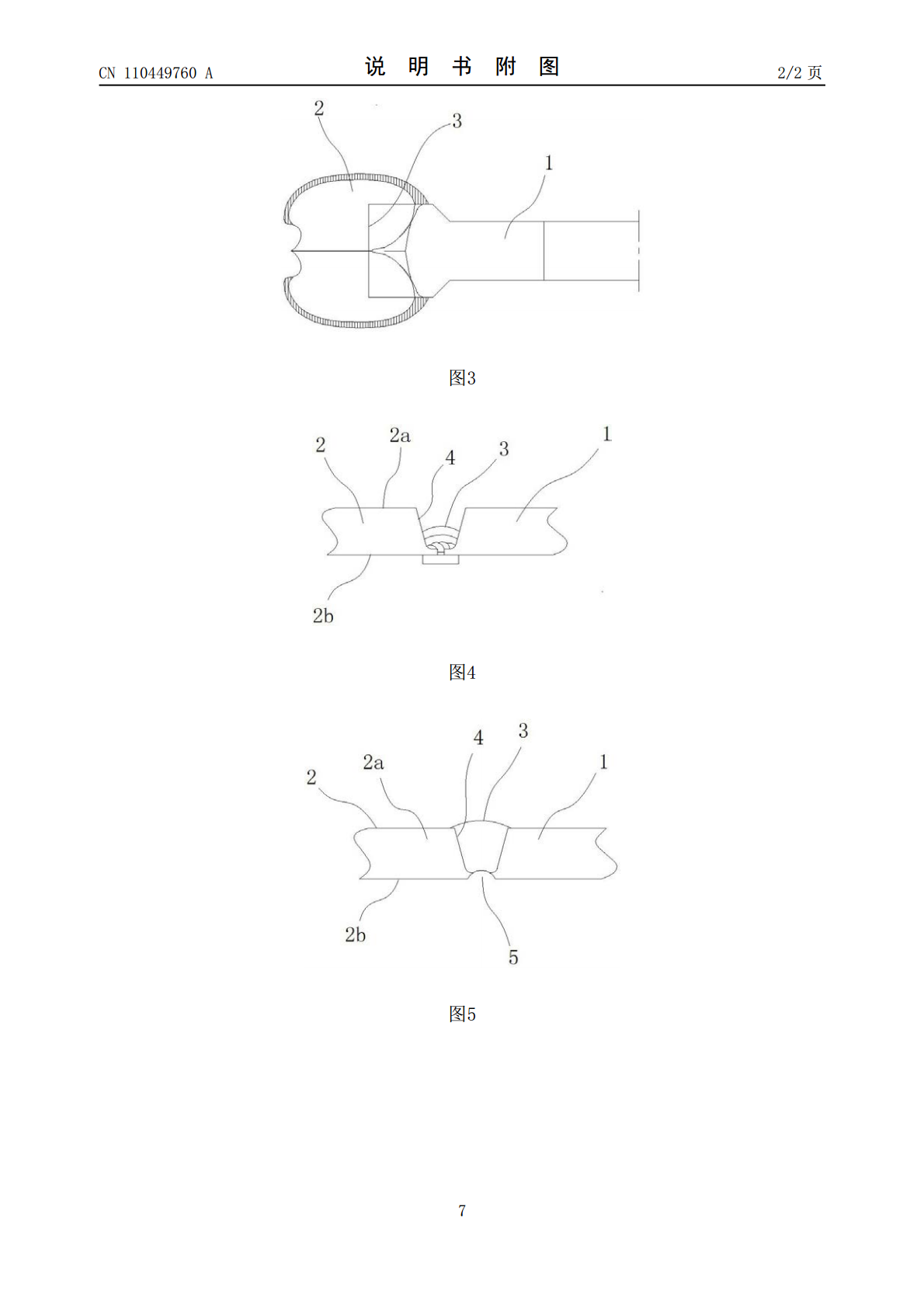
本发明公开了一种冲击式转轮精焊方法及结构,方法包括以下步骤:a.找出转轮应力较低区域,结合锻造厂的制造能力和经济性对比,绘制出圆盘和水斗的焊接分界线;b.单独锻造生产圆盘和各个水斗,并完成圆盘和各个水斗粗加工;c.在水斗和圆盘的拼接处设置单边U型坡口,坡口位于水斗正压侧;d.将水斗正压侧朝上处于水平位置,对水斗和圆盘拼接处坡口进行焊接;e.将水斗的负压侧朝上处于水平位置,对水斗和圆盘焊接处清根打磨形成底部焊接槽,并对焊缝进行探伤;f.对水斗负压侧进行焊接,将底部焊接槽填满;g.进行整体去应力热处理,探伤合

一种冲击式水斗精焊分瓣方法及结构.pdf
本发明公开了一种冲击式水斗精焊分瓣方法及结构,方法包括以下步骤:a.找出水斗和圆盘之间应力较低的区域,在低应力区绘制出锻焊分界线;b.通过锻造生产圆盘并进行验收;c.根据堆焊和热处理可能产生的变形量大小,预留出圆盘的加工余量,并完成锻造圆盘的粗加工;d.完成每个水斗锻件毛坯的制造,预留出水斗的加工余量,并完成独立水斗的粗加工工作;e.将粗加工水斗焊接在粗加工圆盘上;f.精焊完全部水斗,进行去应力热处理,探伤合格后进行精加工。本发明旨在提供一种降低锻造难度、满足目前锻造设备制造能力要求的冲击式水斗精焊分瓣方
一种冲击式转轮3D堆焊方法及结构.pdf
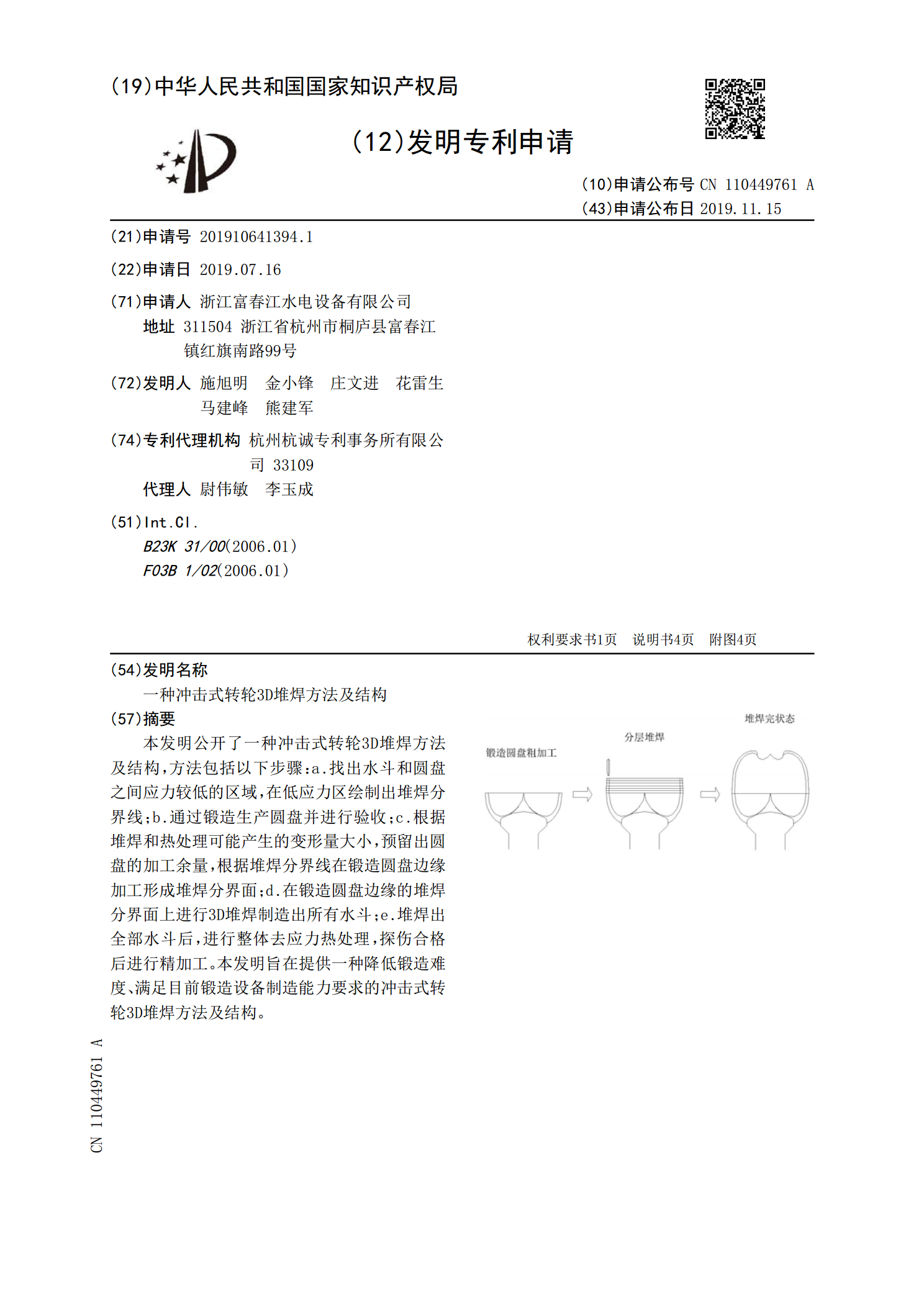
本发明公开了一种冲击式转轮3D堆焊方法及结构,方法包括以下步骤:a.找出水斗和圆盘之间应力较低的区域,在低应力区绘制出堆焊分界线;b.通过锻造生产圆盘并进行验收;c.根据堆焊和热处理可能产生的变形量大小,预留出圆盘的加工余量,根据堆焊分界线在锻造圆盘边缘加工形成堆焊分界面;d.在锻造圆盘边缘的堆焊分界面上进行3D堆焊制造出所有水斗;e.堆焊出全部水斗后,进行整体去应力热处理,探伤合格后进行精加工。本发明旨在提供一种降低锻造难度、满足目前锻造设备制造能力要求的冲击式转轮3D堆焊方法及结构。
一种冲击式转轮.pdf
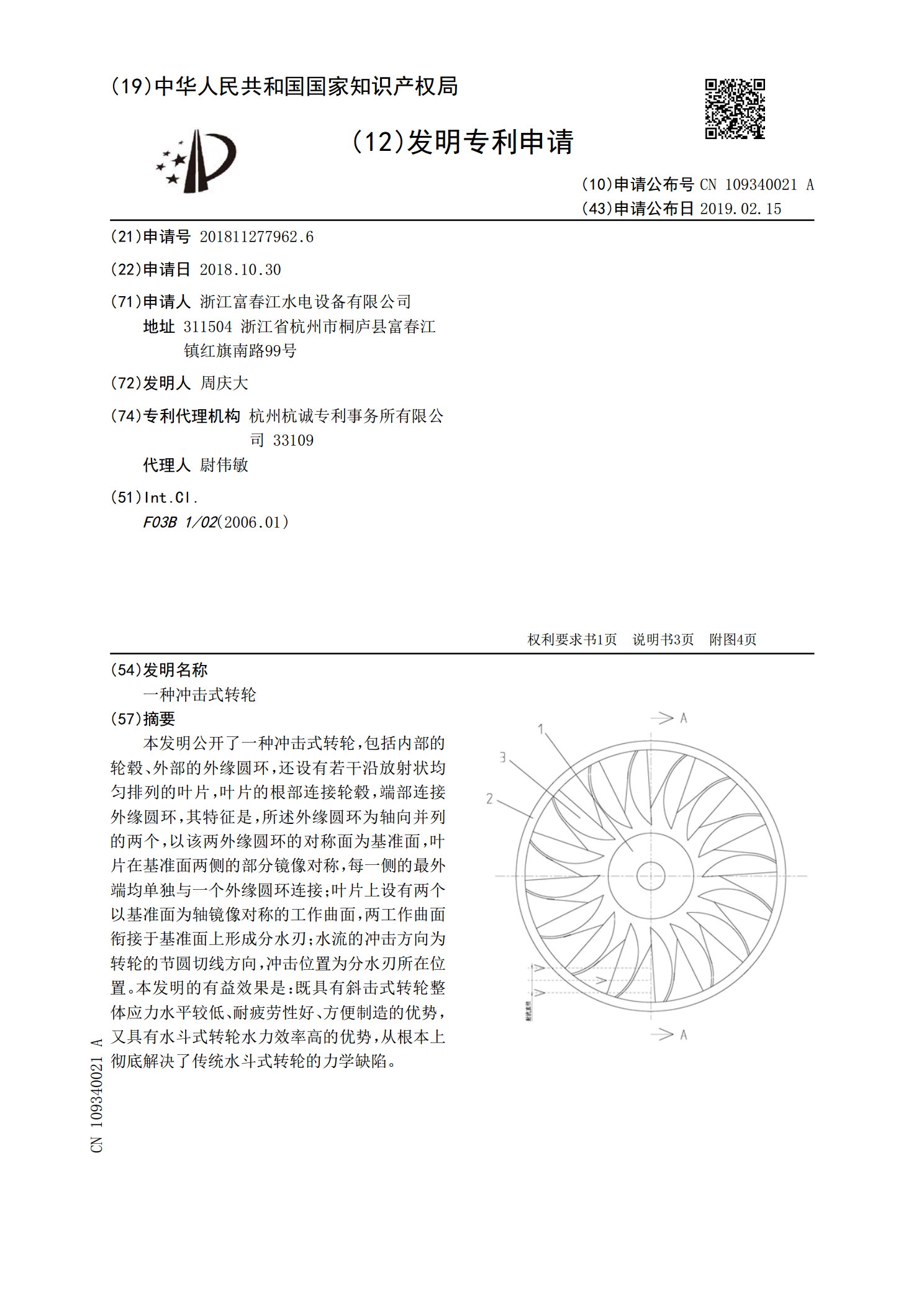
本发明公开了一种冲击式转轮,包括内部的轮毂、外部的外缘圆环,还设有若干沿放射状均匀排列的叶片,叶片的根部连接轮毂,端部连接外缘圆环,其特征是,所述外缘圆环为轴向并列的两个,以该两外缘圆环的对称面为基准面,叶片在基准面两侧的部分镜像对称,每一侧的最外端均单独与一个外缘圆环连接;叶片上设有两个以基准面为轴镜像对称的工作曲面,两工作曲面衔接于基准面上形成分水刃;水流的冲击方向为转轮的节圆切线方向,冲击位置为分水刃所在位置。本发明的有益效果是:既具有斜击式转轮整体应力水平较低、耐疲劳性好、方便制造的优势,又具有水

冲击式转轮整体加工方法.pdf
本发明冲击式转轮整体加工方法涉及机械加工领域,具体涉及冲击式转轮整体加工方法,包括以下步骤:龙门立式粗加工,以轮毂底部凸台端面为装夹定位面,加工出转轮的上半部分轮廓,然后再以轮毂上部凸台端面为装夹定位面,加工出转轮的下半部分,龙门粗加工主要采用型腔铣的加工方式,产生刀具轨迹路线,并且进行动态切削仿真;镗床卧式粗加工,利用轴镗床的转台来旋转转轮,同时使刀轴与转轮水斗对称平面平行,通过数控转台来调整水斗正面与刀轴之间的水平夹角来切削水斗工作面,本发明实现了冲击式水轮机转轮整体复杂型线的加工,大幅提高了冲击式转