
复杂铸件加工尺寸快速检测工装及其检测方法.pdf

书生****专家

1/10

2/10

3/10

4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
复杂铸件加工尺寸快速检测工装及其检测方法.pdf
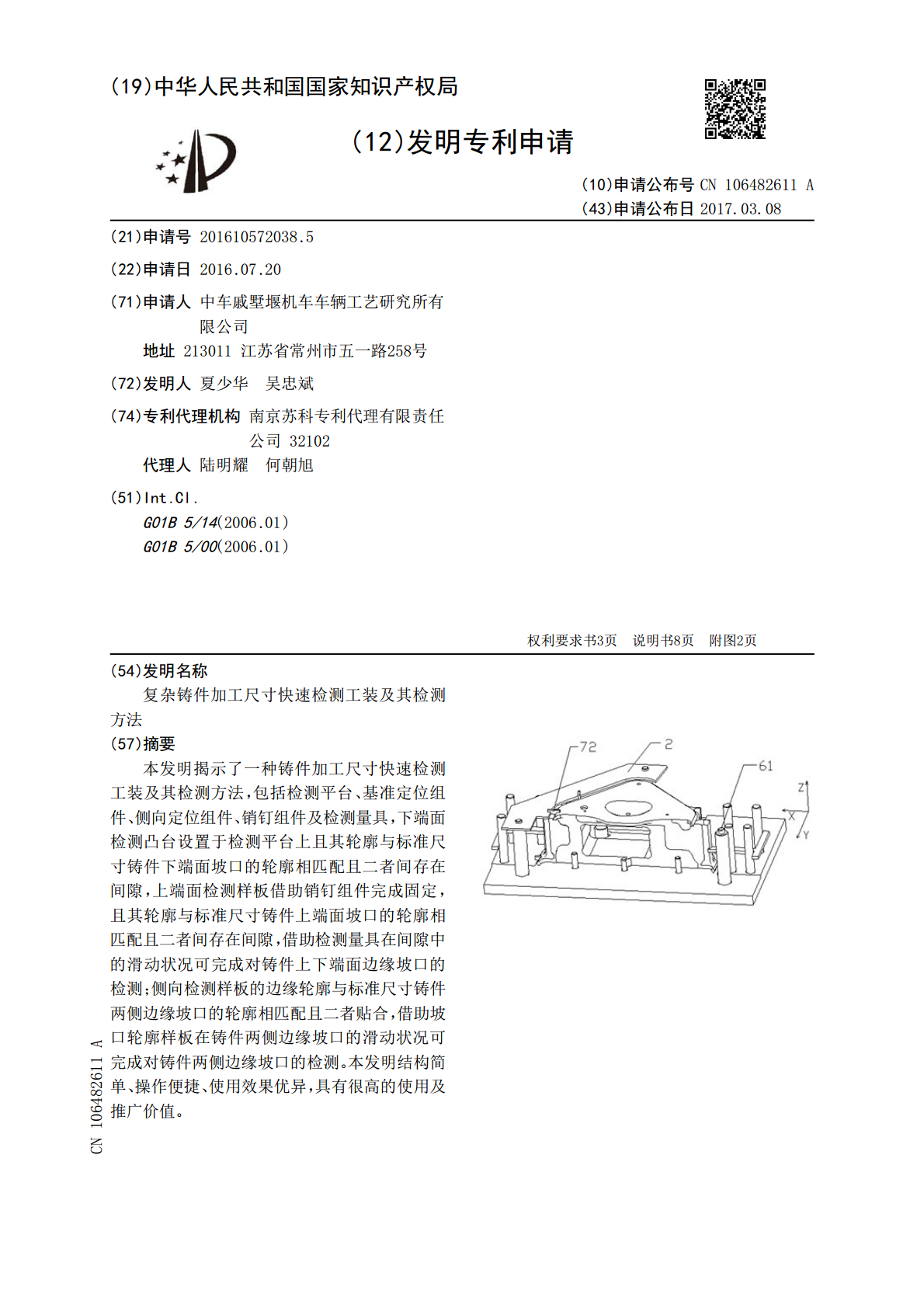
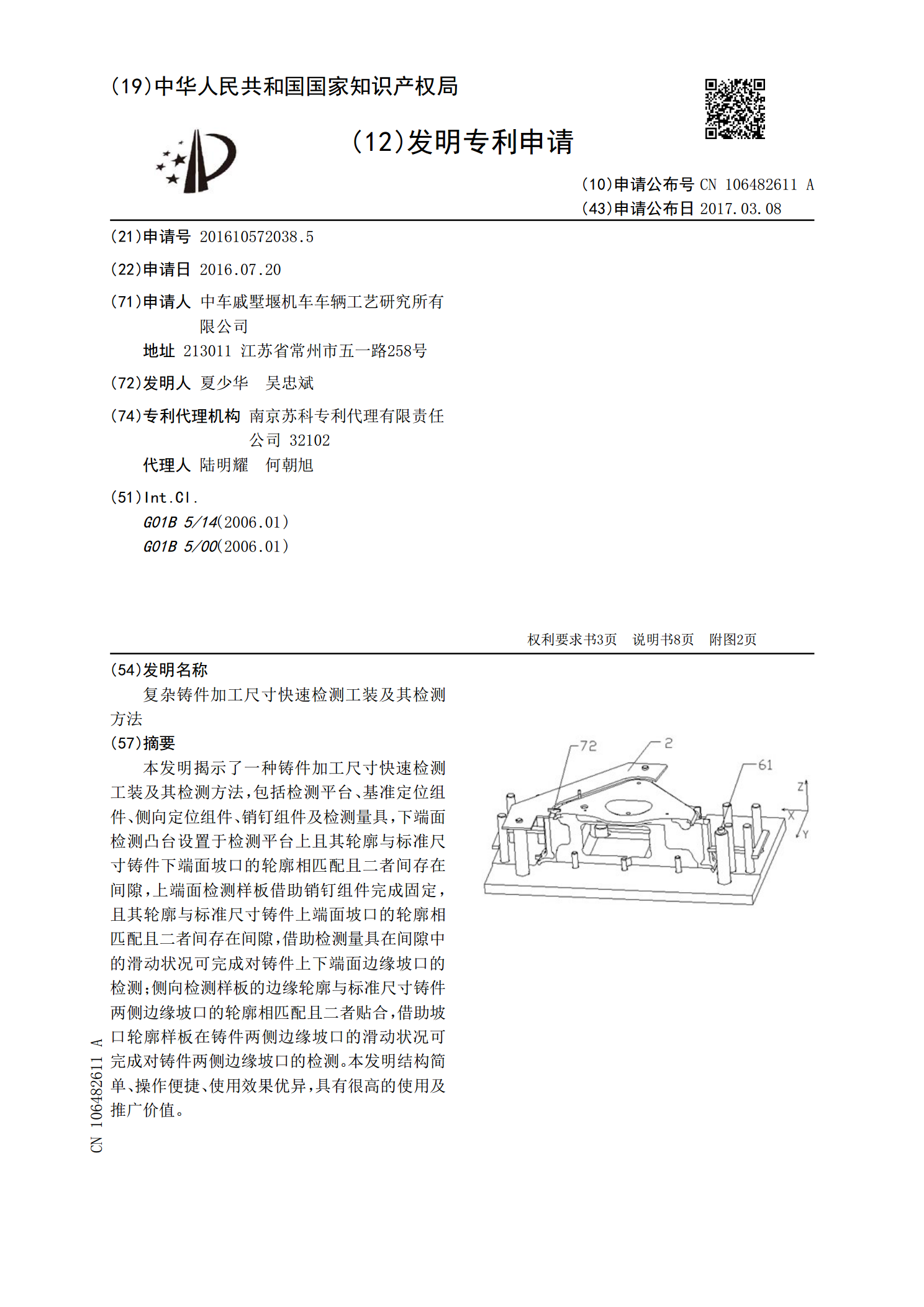
本发明揭示了一种铸件加工尺寸快速检测工装及其检测方法,包括检测平台、基准定位组件、侧向定位组件、销钉组件及检测量具,下端面检测凸台设置于检测平台上且其轮廓与标准尺寸铸件下端面坡口的轮廓相匹配且二者间存在间隙,上端面检测样板借助销钉组件完成固定,且其轮廓与标准尺寸铸件上端面坡口的轮廓相匹配且二者间存在间隙,借助检测量具在间隙中的滑动状况可完成对铸件上下端面边缘坡口的检测;侧向检测样板的边缘轮廓与标准尺寸铸件两侧边缘坡口的轮廓相匹配且二者贴合,借助坡口轮廓样板在铸件两侧边缘坡口的滑动状况可完成对铸件两侧边缘坡

一种电机法兰全尺寸快速检测工装.pdf
本发明涉及检测装置领域,特别涉及一种电机法兰全尺寸快速检测工装,包括工作台和检测机构,检测机构包括L型的支架、第一气缸和方形板,所述支架的一端悍接固定在工作台的上表面,第一气缸安装在支架的顶部,方形板位于支架的下方且与工作台的上表面平行设置,第一气缸的活塞杆穿过支架与方形板固定连接,方形板的下表面设有第一检测柱,方形板的下表面设有多个延检测柱圆周方向均匀分布的第二检测柱;所述工作台上表面位于方形板的正下设有多个间隔设置的与被检测工件突出部位的外轮廓仿形的定位耳。本发明的第一检测柱用于检测法兰中心圆孔的内径

铸件加工装置.pdf
本发明涉及铸件加工领域,具体涉及一种铸件加工装置。包括机架,所述架上设有滑动设有电机,所述电机的下方连接有传动轴,所述传动轴从上而下依次连接有圆柱凸轮、滚筒和放置架;所述圆柱凸轮的内壁上开有曲线形的凹槽,圆柱凸轮固定在机架上,传动轴上还铰接有滚轮,所述滚轮在圆柱凸轮的凹槽内;所述滚筒的内壁上设有刷杆,滚筒滑动铰接在传动轴上;所述放置架在滚筒内部,放置架与传动轴固定连接。本方案通过能够防止铸件卡在刷杆上,并能够对同时对铸件的周向和竖直方将进行清理,将铸件清理干净。

无损检测技术在铸件尺寸检测中的应用.docx
无损检测技术在铸件尺寸检测中的应用无损检测技术在铸件尺寸检测中的应用摘要:无损检测技术具有非破坏性、高效、快速、可靠的特点,在铸件尺寸检测中得到广泛的应用。本文主要从超声波检测、X射线检测以及磁粉检测等角度,探讨了无损检测技术在铸件尺寸检测中的应用及其优势。关键词:无损检测技术;铸件尺寸检测;超声波检测;X射线检测;磁粉检测引言无损检测技术是指在不破坏被测对象的情况下,通过检测仪器对被测对象进行检测,从而获得被测对象的信息。在铸件制造过程中,铸件尺寸的准确性是保证产品质量的重要因素之一。因此,无损检测技术

铸件尺寸划线检测规范00.doc
划线检测规范1、目的/范围目的:规范我司铸件毛坯产品划线方法及过程要求;提高划线检测结果的准确性。范围:目前测量精度一般在以上。2、职责铸造工艺部:负责图纸编号,划线基准以及技术要求的输出。品管部:负责依据产品划线要求进行尺寸检测。其他部门:配合产品划线规范的实施。3、工具划线工具:平台、高度尺、划针、游标卡尺、深度尺、万能角度尺、R规、划规、划卡、直角尺、方箱、垫高块、千斤顶、V形块、托轮、划线盘、C形夹头、计算器等。标识工具:笔(红:代表少肉、黑:代表加工量、蓝:代表多肉、绿:代表0)、蓝色涂料(喷在