
铸件尺寸划线检测规范00.doc

和蔼****娘子


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铸件尺寸划线检测规范00.doc
划线检测规范1、目的/范围目的:规范我司铸件毛坯产品划线方法及过程要求;提高划线检测结果的准确性。范围:目前测量精度一般在以上。2、职责铸造工艺部:负责图纸编号,划线基准以及技术要求的输出。品管部:负责依据产品划线要求进行尺寸检测。其他部门:配合产品划线规范的实施。3、工具划线工具:平台、高度尺、划针、游标卡尺、深度尺、万能角度尺、R规、划规、划卡、直角尺、方箱、垫高块、千斤顶、V形块、托轮、划线盘、C形夹头、计算器等。标识工具:笔(红:代表少肉、黑:代表加工量、蓝:代表多肉、绿:代表0)、蓝色涂料(喷在

无损检测技术在铸件尺寸检测中的应用.docx
无损检测技术在铸件尺寸检测中的应用无损检测技术在铸件尺寸检测中的应用摘要:无损检测技术具有非破坏性、高效、快速、可靠的特点,在铸件尺寸检测中得到广泛的应用。本文主要从超声波检测、X射线检测以及磁粉检测等角度,探讨了无损检测技术在铸件尺寸检测中的应用及其优势。关键词:无损检测技术;铸件尺寸检测;超声波检测;X射线检测;磁粉检测引言无损检测技术是指在不破坏被测对象的情况下,通过检测仪器对被测对象进行检测,从而获得被测对象的信息。在铸件制造过程中,铸件尺寸的准确性是保证产品质量的重要因素之一。因此,无损检测技术

铸件尺寸公差.docx
铸件尺寸公差主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。2.引用标准GB6414铸件尺寸公差GB1800公差与配合总论标准公差与基本偏差3.术语3.1一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。3.2铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。图1机械加工余量与铸件尺寸公差的关系图2铸件的极限尺寸3.3壁厚本标准的壁厚

复杂铸件的划线基准选择及方法.docx
复杂铸件的划线基准选择及方法复杂铸件的划线基准选择及方法摘要:在复杂铸件的生产过程中,划线基准的选择及使用方法对于确保铸件的质量和精度起着重要的作用。本论文将对复杂铸件的划线基准选择及使用方法进行详细的研究和分析,以提供指导和参考。一、引言复杂铸件在现代工业中起着非常重要的作用,但由于其结构复杂,加工难度大,导致了生产过程中的一系列技术问题。其中一个重要的问题就是如何选择和使用划线基准。划线基准在铸件的设计、加工和装配过程中起着关键的作用。本论文将从选择划线基准的原则、划线基准的种类、划线基准的使用方法等
复杂铸件加工尺寸快速检测工装及其检测方法.pdf
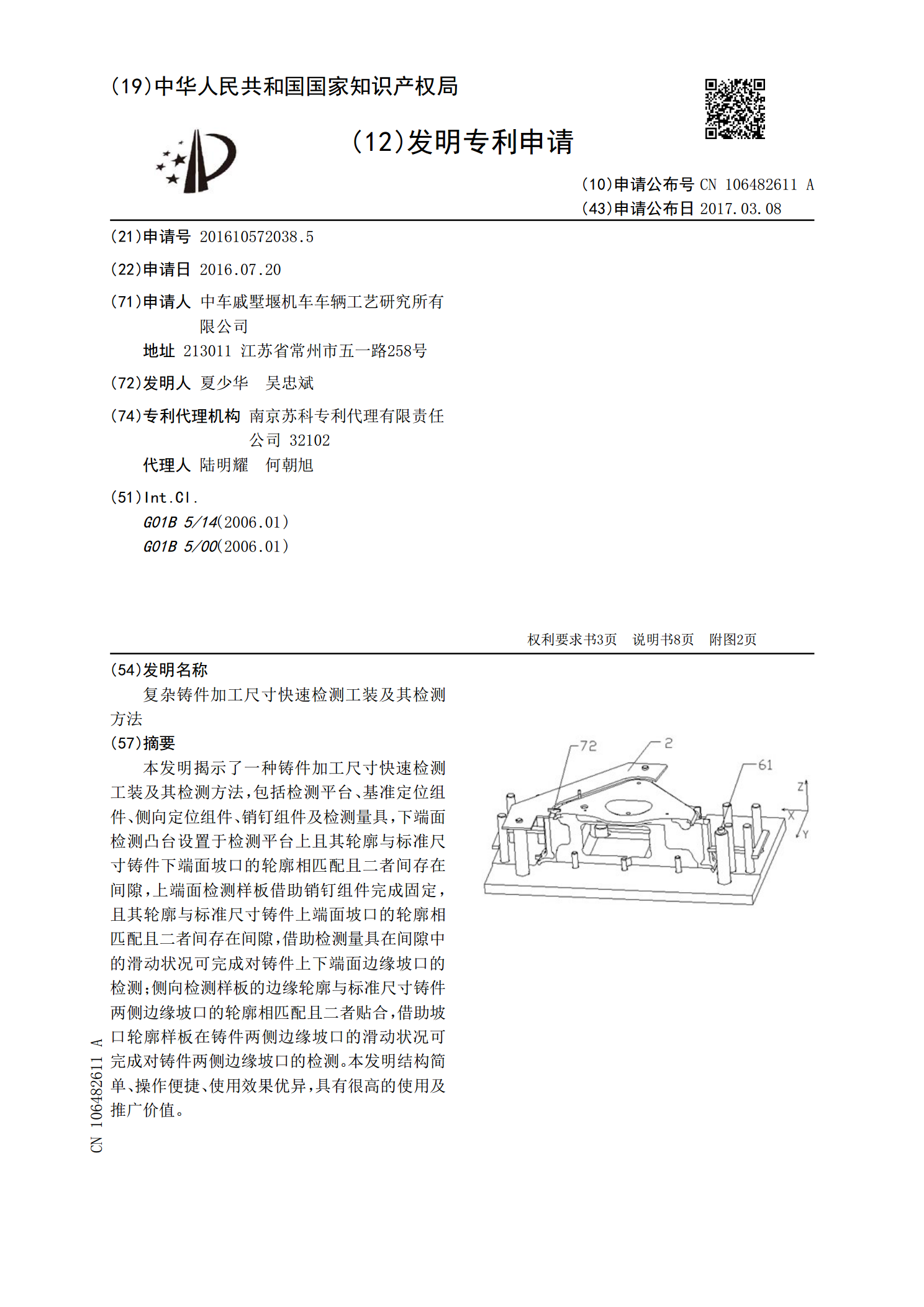
本发明揭示了一种铸件加工尺寸快速检测工装及其检测方法,包括检测平台、基准定位组件、侧向定位组件、销钉组件及检测量具,下端面检测凸台设置于检测平台上且其轮廓与标准尺寸铸件下端面坡口的轮廓相匹配且二者间存在间隙,上端面检测样板借助销钉组件完成固定,且其轮廓与标准尺寸铸件上端面坡口的轮廓相匹配且二者间存在间隙,借助检测量具在间隙中的滑动状况可完成对铸件上下端面边缘坡口的检测;侧向检测样板的边缘轮廓与标准尺寸铸件两侧边缘坡口的轮廓相匹配且二者贴合,借助坡口轮廓样板在铸件两侧边缘坡口的滑动状况可完成对铸件两侧边缘坡