
一种焊接工装.pdf

论文****酱吖

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种便于焊接的焊接工装.pdf
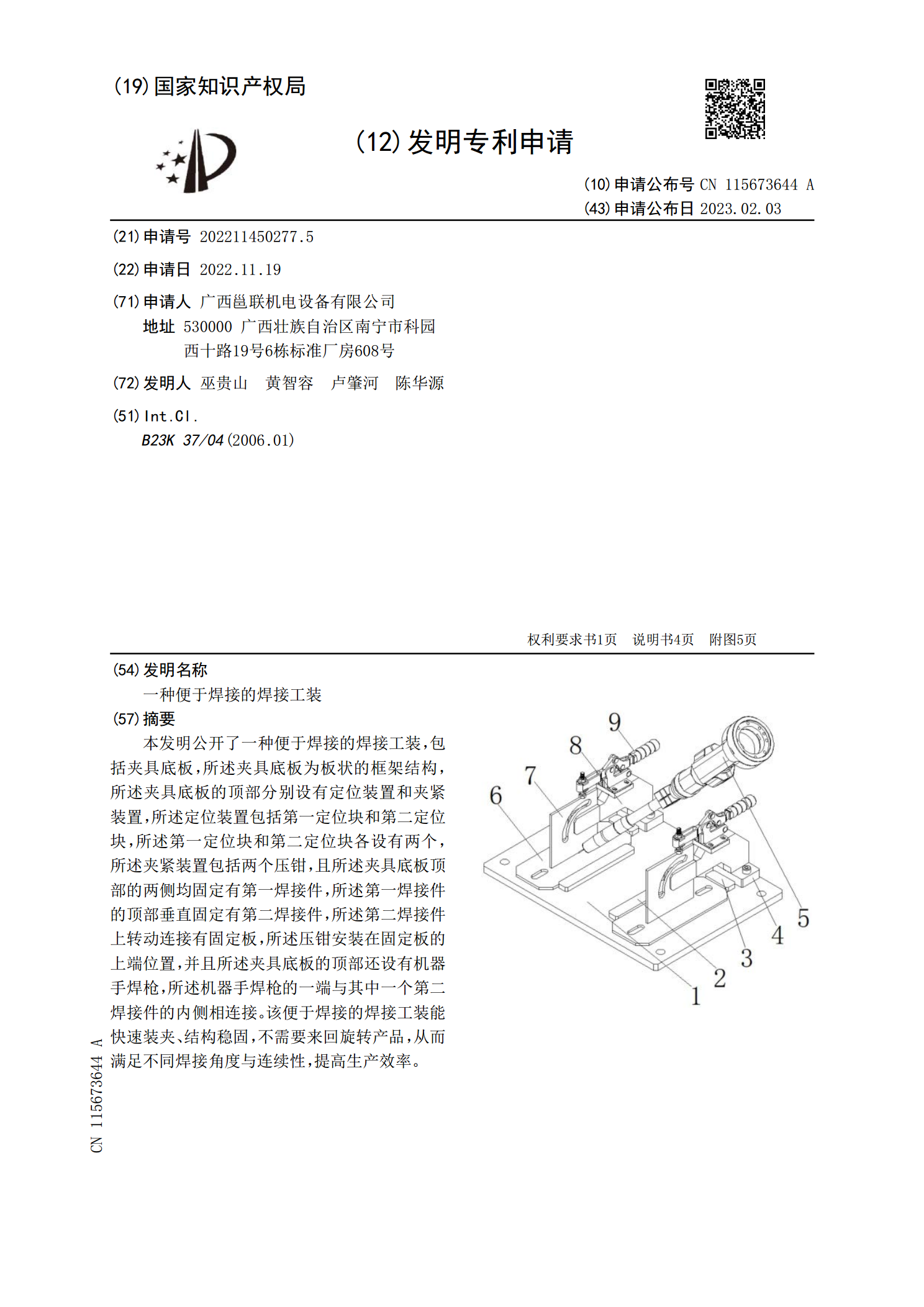
本发明公开了一种便于焊接的焊接工装,包括夹具底板,所述夹具底板为板状的框架结构,所述夹具底板的顶部分别设有定位装置和夹紧装置,所述定位装置包括第一定位块和第二定位块,所述第一定位块和第二定位块各设有两个,所述夹紧装置包括两个压钳,且所述夹具底板顶部的两侧均固定有第一焊接件,所述第一焊接件的顶部垂直固定有第二焊接件,所述第二焊接件上转动连接有固定板,所述压钳安装在固定板的上端位置,并且所述夹具底板的顶部还设有机器手焊枪,所述机器手焊枪的一端与其中一个第二焊接件的内侧相连接。该便于焊接的焊接工装能快速装夹、结
一种焊接工装.pdf
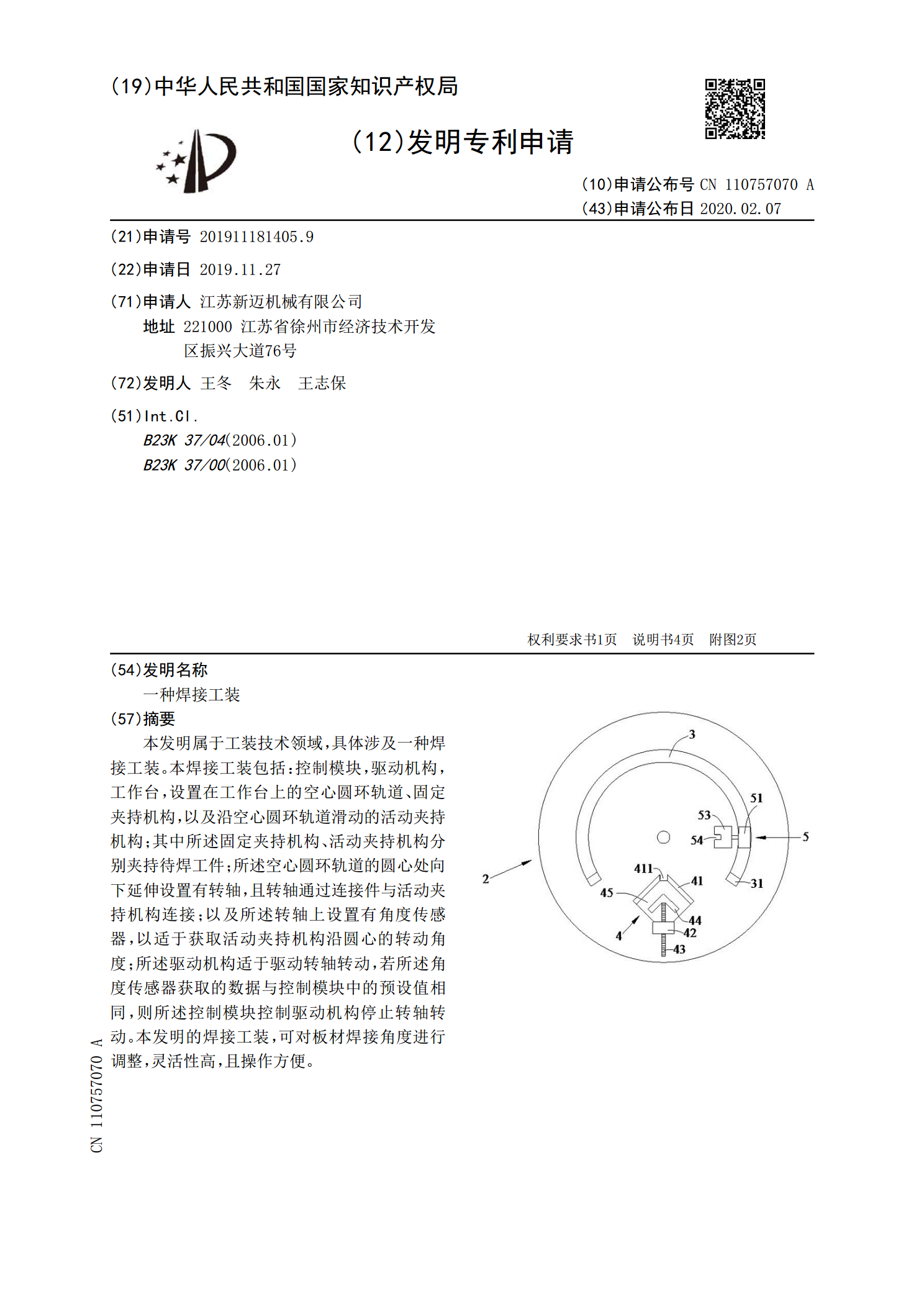
本发明属于工装技术领域,具体涉及一种焊接工装。本焊接工装包括:控制模块,驱动机构,工作台,设置在工作台上的空心圆环轨道、固定夹持机构,以及沿空心圆环轨道滑动的活动夹持机构;其中所述固定夹持机构、活动夹持机构分别夹持待焊工件;所述空心圆环轨道的圆心处向下延伸设置有转轴,且转轴通过连接件与活动夹持机构连接;以及所述转轴上设置有角度传感器,以适于获取活动夹持机构沿圆心的转动角度;所述驱动机构适于驱动转轴转动,若所述角度传感器获取的数据与控制模块中的预设值相同,则所述控制模块控制驱动机构停止转轴转动。本发明的焊接

一种焊接工装.pdf
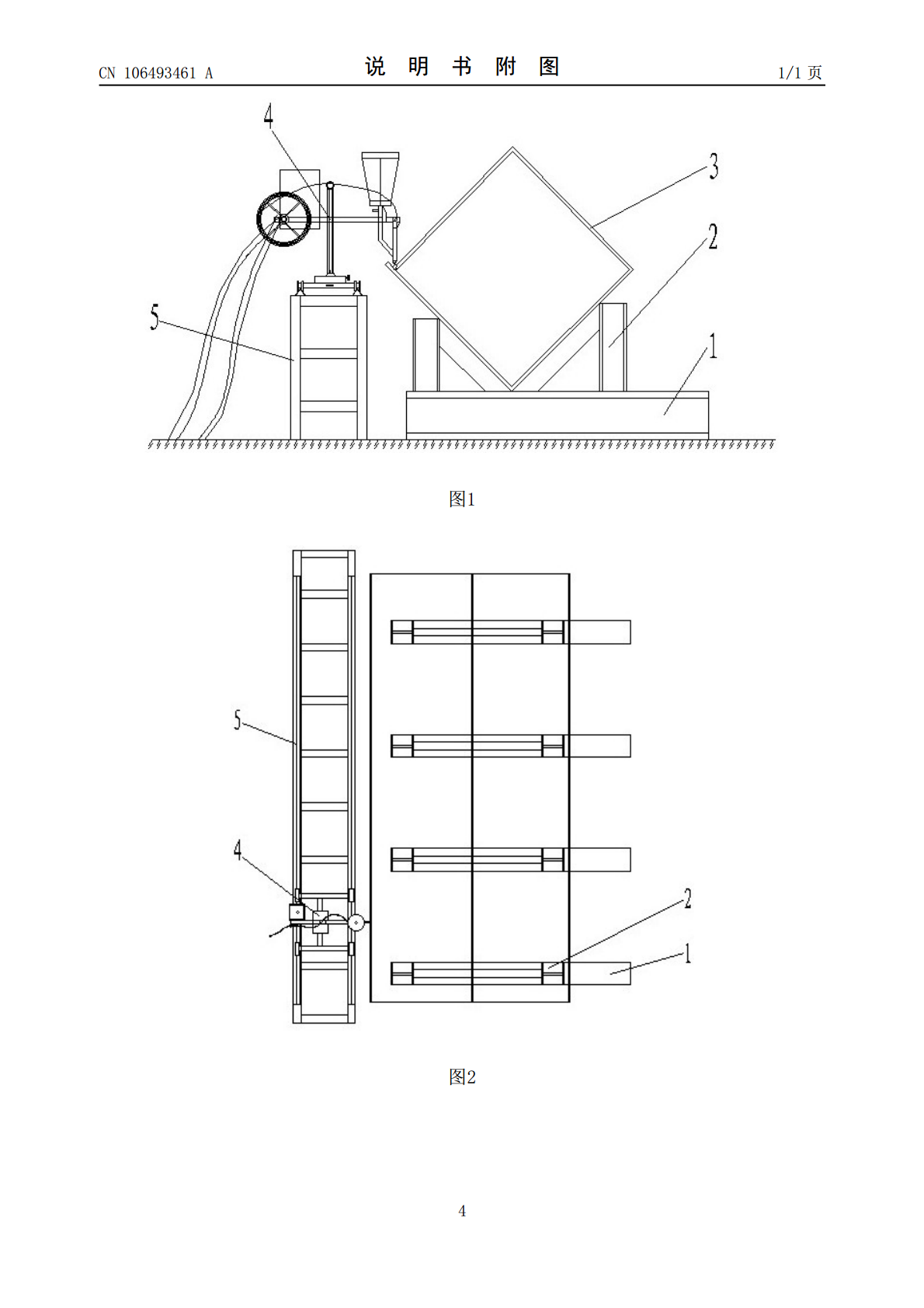
本发明公开了一种焊接工装,包括半自动埋弧焊机,在底板的前、后两端各设一个竖向的胎架,在所述底板的一侧设有与所述竖向的胎架相平行的轨道,所述半自动埋弧焊机的行走轮与所述轨道相配,本发明与现有技术比较具有焊接质量可控,焊接效率高的显著优点。
一种焊接工装.pdf
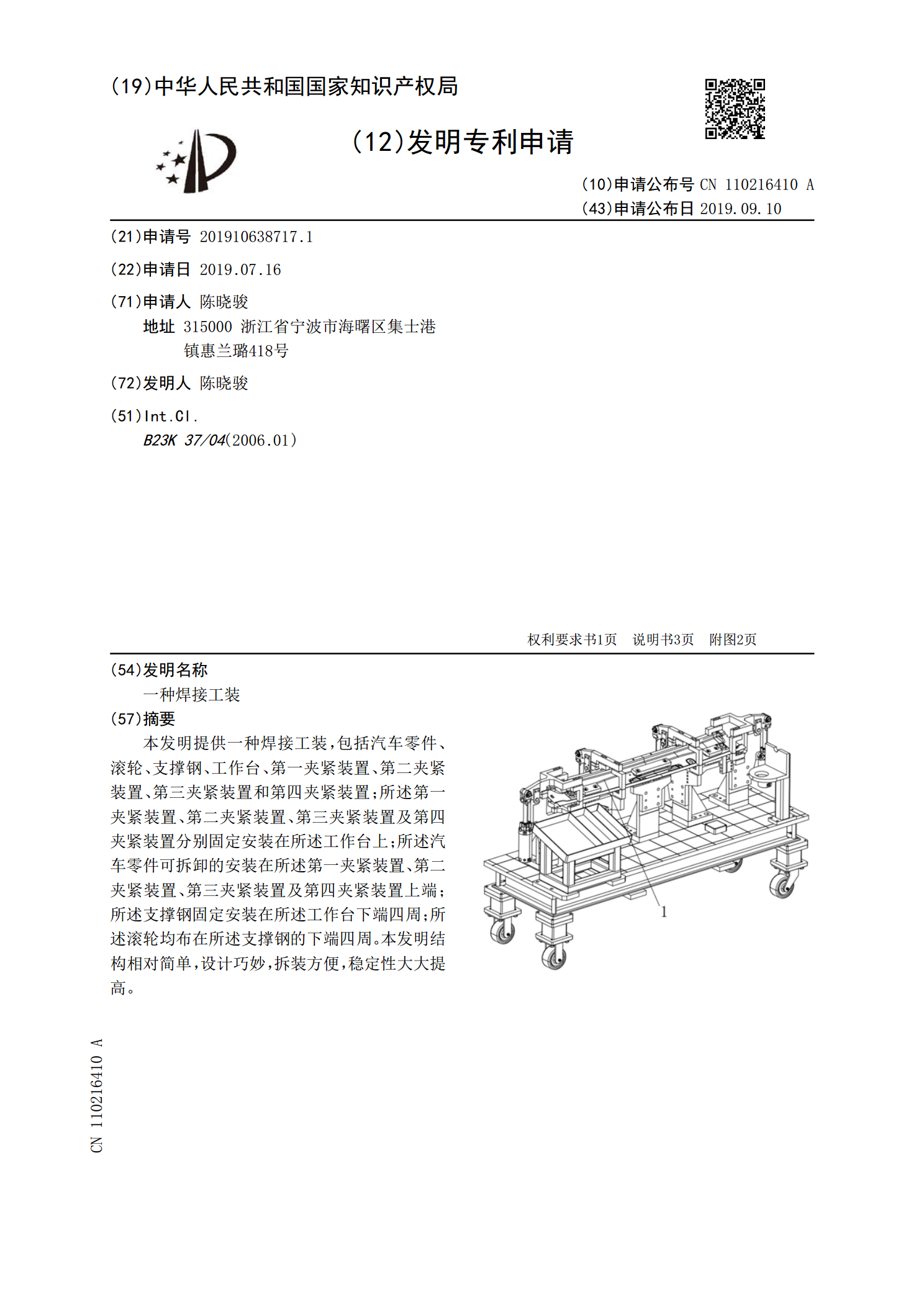
本发明提供一种焊接工装,包括汽车零件、滚轮、支撑钢、工作台、第一夹紧装置、第二夹紧装置、第三夹紧装置和第四夹紧装置;所述第一夹紧装置、第二夹紧装置、第三夹紧装置及第四夹紧装置分别固定安装在所述工作台上;所述汽车零件可拆卸的安装在所述第一夹紧装置、第二夹紧装置、第三夹紧装置及第四夹紧装置上端;所述支撑钢固定安装在所述工作台下端四周;所述滚轮均布在所述支撑钢的下端四周。本发明结构相对简单,设计巧妙,拆装方便,稳定性大大提高。
一种焊接工装.pdf
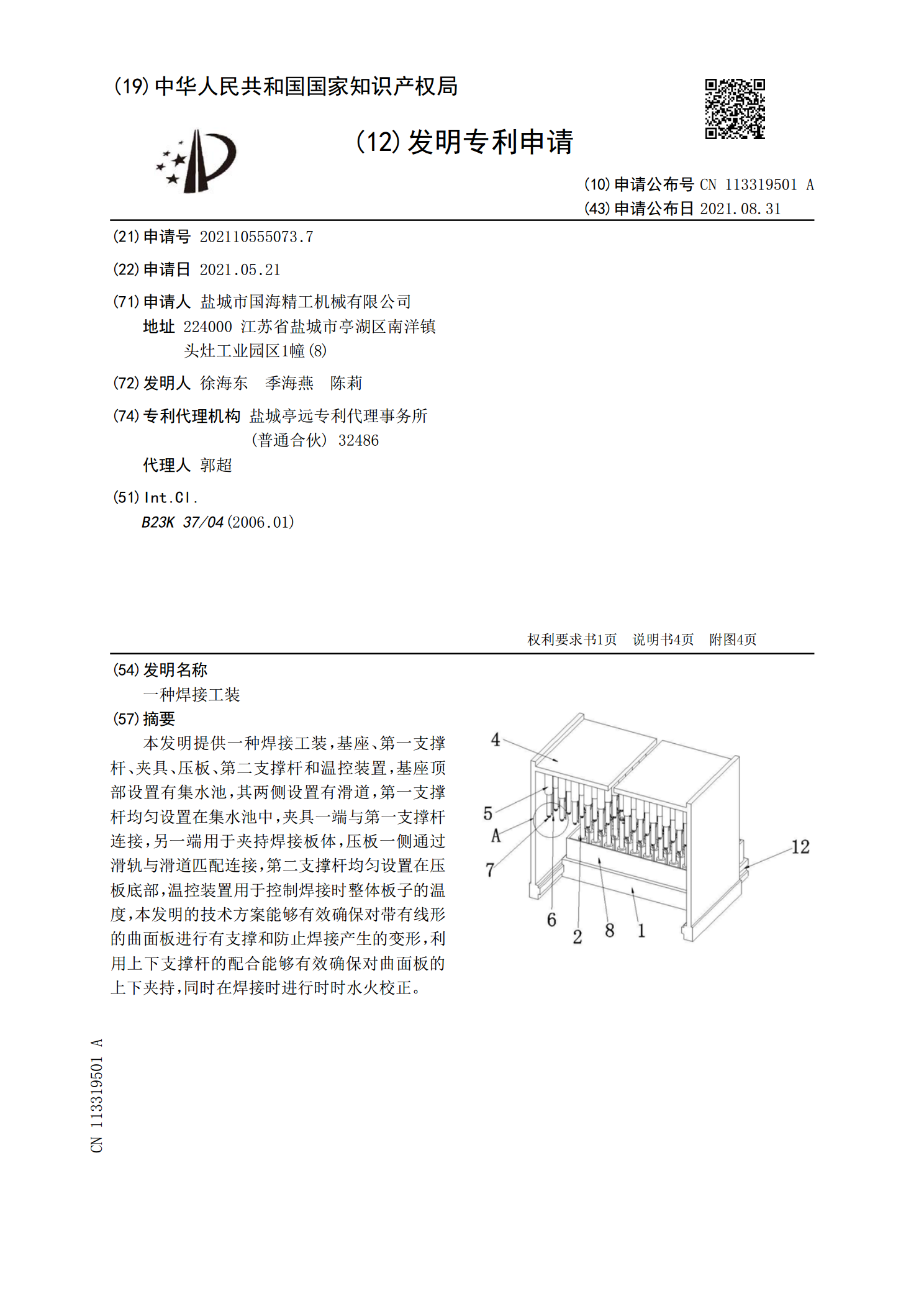
本发明提供一种焊接工装,基座、第一支撑杆、夹具、压板、第二支撑杆和温控装置,基座顶部设置有集水池,其两侧设置有滑道,第一支撑杆均匀设置在集水池中,夹具一端与第一支撑杆连接,另一端用于夹持焊接板体,压板一侧通过滑轨与滑道匹配连接,第二支撑杆均匀设置在压板底部,温控装置用于控制焊接时整体板子的温度,本发明的技术方案能够有效确保对带有线形的曲面板进行有支撑和防止焊接产生的变形,利用上下支撑杆的配合能够有效确保对曲面板的上下夹持,同时在焊接时进行时时水火校正。