
一种双辐板涡轮盘加压焊接方法.pdf

雨星****萌娃

1/6

2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种双辐板涡轮盘加压焊接方法.pdf
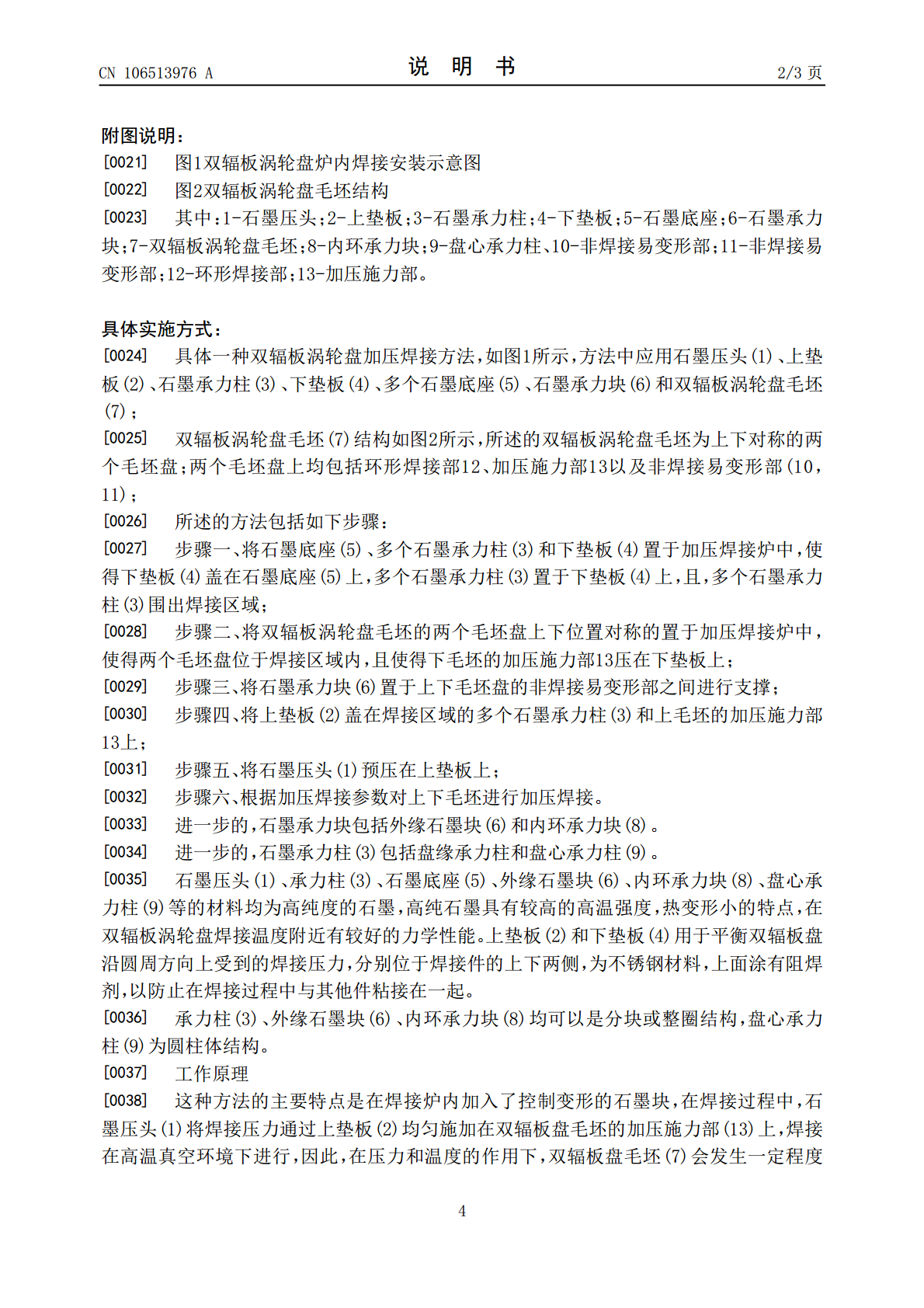
本发明涉及一种双辐板涡轮盘加压焊接方法,方法中应用石墨压头(1)、上垫板(2)、石墨承力柱(3)、下垫板(4)、石墨底座(5)、多个石墨承力块(6)和双辐板涡轮盘毛坯(7);双辐板涡轮盘毛坯(7)结构如图2所示,所述的双辐板涡轮盘毛坯为上下对称的两个毛坯盘;两个毛坯盘上均包括环形焊接部12、加压施力部13以及非焊接易变形部(10,11);且方法包括六个步骤。通过石墨块和不锈钢片等控制双辐板涡轮盘焊接变形量,结构简单、装拆方便,互换性及经济性较好。
一种提高辐板承载能力的纤维增强双辐板涡轮盘.pdf
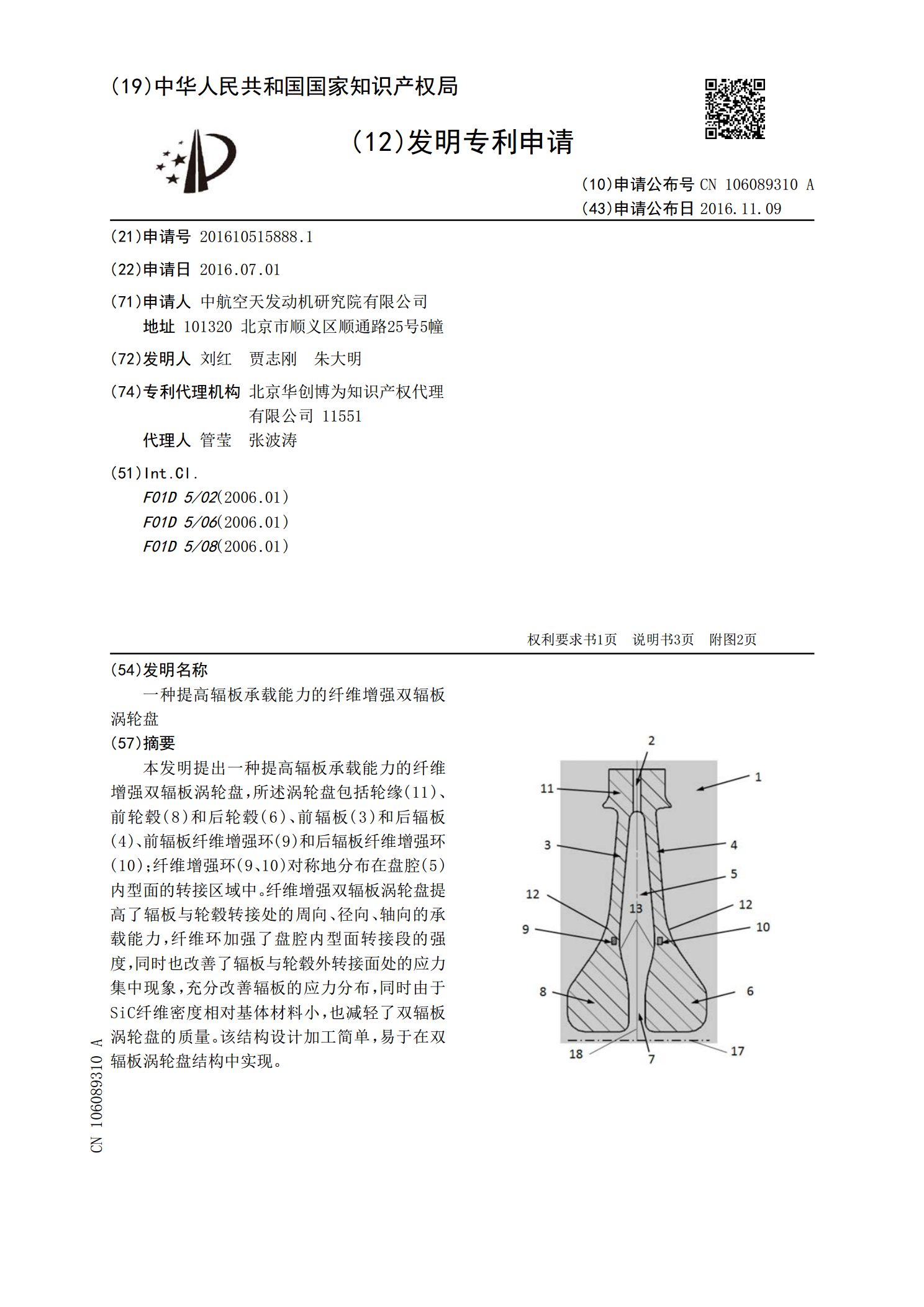
本发明提出一种提高辐板承载能力的纤维增强双辐板涡轮盘,所述涡轮盘包括轮缘(11)、前轮毂(8)和后轮毂(6)、前辐板(3)和后辐板(4)、前辐板纤维增强环(9)和后辐板纤维增强环(10);纤维增强环(9、10)对称地分布在盘腔(5)内型面的转接区域中。纤维增强双辐板涡轮盘提高了辐板与轮毂转接处的周向、径向、轴向的承载能力,纤维环加强了盘腔内型面转接段的强度,同时也改善了辐板与轮毂外转接面处的应力集中现象,充分改善辐板的应力分布,同时由于SiC纤维密度相对基体材料小,也减轻了双辐板涡轮盘的质量。该结构设计加

双辐板涡轮盘榫结构优化设计方法.docx
双辐板涡轮盘榫结构优化设计方法标题:双辐板涡轮盘榫结构优化设计方法摘要:涡轮盘榫在涡轮机械中扮演着重要的角色,其结构设计关系到涡轮机械的工作效率和性能,因此对涡轮盘榫的结构进行优化设计显得尤为重要。本论文针对双辐板涡轮盘榫的结构,提出一种优化设计方法,并通过计算机仿真验证其可行性。首先,对双辐板涡轮盘榫的结构特点进行分析,包括双辐板涡轮盘榫的载荷、约束条件、材料等。然后,介绍优化设计方法的基本原理和步骤。接下来,利用有限元分析软件对双辐板涡轮盘榫的结构进行建模和优化,并得出最优解。最后,对优化后的双辐板涡

一种双辐板焊接滑轮.pdf
本发明涉及滑轮领域,具体的说是一种双辐板焊接滑轮,包括安装槽、破冰机构、主体、储存机构、压缩机构和润滑机构;主体的侧壁边缘处等距滑动连接破冰机构,当绳索在主体的内部转动时,绳索带动破冰机构在主体的内部转动,且绳索挤压破冰机构,使破冰机构将绳索上的冰碾碎,使冰从绳索上掉落,方便人们拉动绳索;绳索带动破冰机构转动时,绳索挤压破冰机构,破冰机构挤压储存机构的内部压缩机构,压缩机构挤压储存机构内部的润滑剂,使润滑剂进入润滑机构的内部,润滑剂在润滑机构的内部滑出进入破冰机构的内部,润滑剂被破冰机构带动进入绳索与主体

一种双辐板焊接滑轮.pdf
本发明涉及双辐板滑轮领域,具体的说是一种双辐板焊接滑轮,包括外部滑轮,外部滑轮上插设有内部滑轮,外部滑轮与内部滑轮之间通过连接机构卡接,连接机构分别固定在外部滑轮和内部滑轮上,内部滑轮一侧可拆式连接有连接组件,连接组件的外部套设有固定机构,有益效果是:本装置通过设置有外部滑轮和内部滑轮,能够根据需要将外部滑轮和内部滑轮组合进行使用,使得本装置的规格可以进行改变,使用起来更加灵活多变,本装置通过设置有连接组件,通过连接组件内部的弧形紧固板和三号防滑软垫等结构,使得本装置与双辐板连接时更加方便紧密,本装置通过