
工具成型包覆装置.pdf

鹏飞****可爱


1/10
2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

工具成型包覆装置.pdf
本发明是一种工具成型包覆装置,包括一工具及一外包覆层,该工具包含至少一工具基板且各具有一握柄部及一驱动部链接握柄部的一端,该驱动部贯设一容置槽且容置一棘轮驱动件及一拨向件,配合一上限位板及一下限位板叠组结合于驱动部上、下表面;该外包覆层包覆于上限位板、下限位板以及工具基板的外表面牢固结合;据此牢固结合避免外包覆层使用操作时的滑动情形,有效提高操作上的使用质量,且工具本身由工具基板上限位板、下限位板等钢料板件组成,而取代一般钢材复杂的锻造工序以节省成本耗费,兼具经济效益达成。

包覆切削工具.pdf
提供一种包覆切削工具,其耐磨性及耐缺损性提升且工具寿命长。该包覆切削工具包括由含立方晶氮化硼的烧结体构成的基材、以及形成在该基材上的包覆层,包覆层依次包括最下层和交替层叠结构,最下层包含(Al<base:Sub>1?x</base:Sub>Cr<base:Sub>x</base:Sub>)N,最下层的平均厚度为0.01μm以上0.2μm以下,交替层叠结构为含有(Al<base:Sub>1?y1</base:Sub>Cr<base:Sub>y1</base:Sub>)N的第一化合物层和含有(Al<base:
树脂包覆方法和树脂包覆装置.pdf
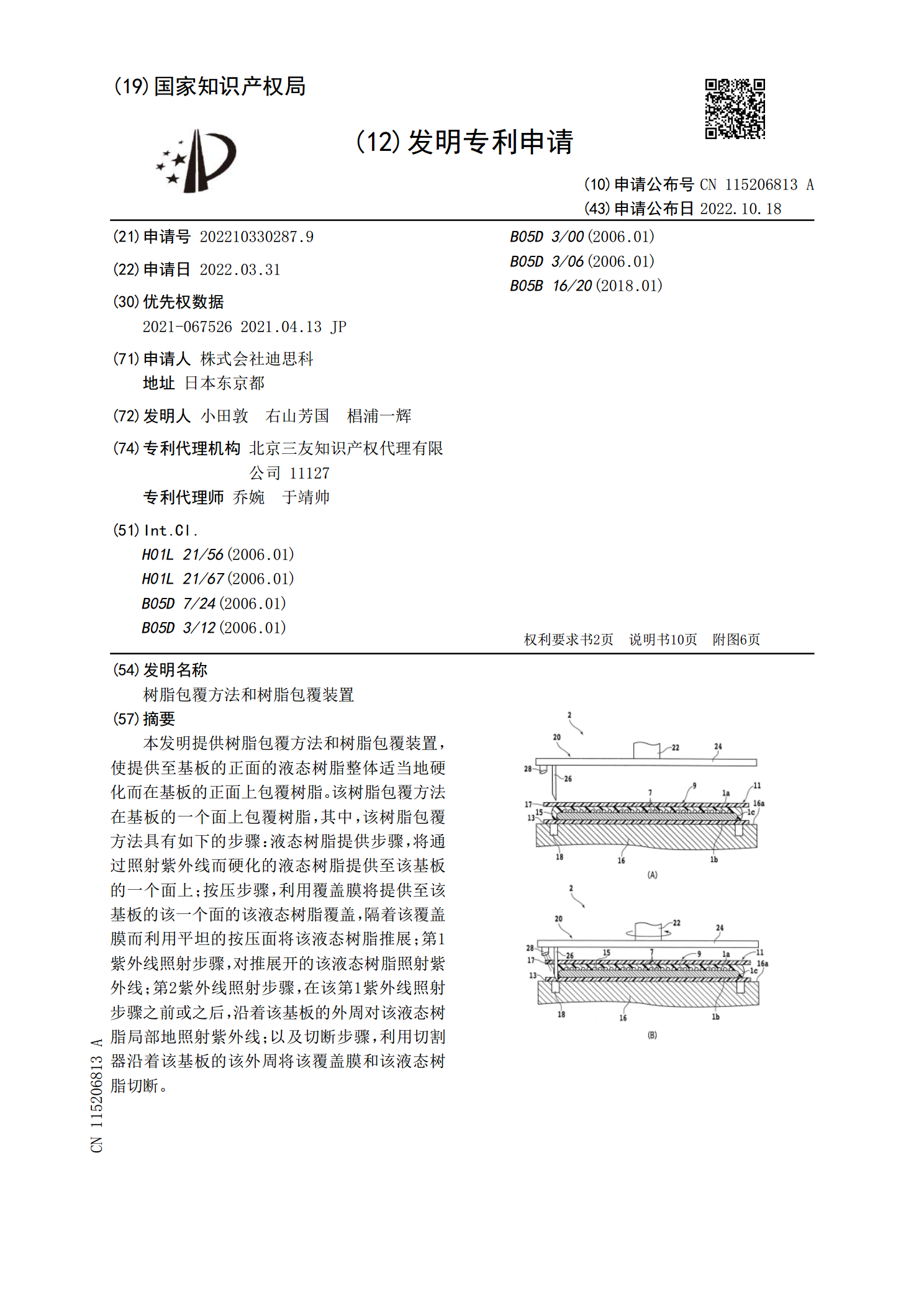
本发明提供树脂包覆方法和树脂包覆装置,使提供至基板的正面的液态树脂整体适当地硬化而在基板的正面上包覆树脂。该树脂包覆方法在基板的一个面上包覆树脂,其中,该树脂包覆方法具有如下的步骤:液态树脂提供步骤,将通过照射紫外线而硬化的液态树脂提供至该基板的一个面上;按压步骤,利用覆盖膜将提供至该基板的该一个面的该液态树脂覆盖,隔着该覆盖膜而利用平坦的按压面将该液态树脂推展;第1紫外线照射步骤,对推展开的该液态树脂照射紫外线;第2紫外线照射步骤,在该第1紫外线照射步骤之前或之后,沿着该基板的外周对该液态树脂局部地照射
金刚石包覆工具.pdf
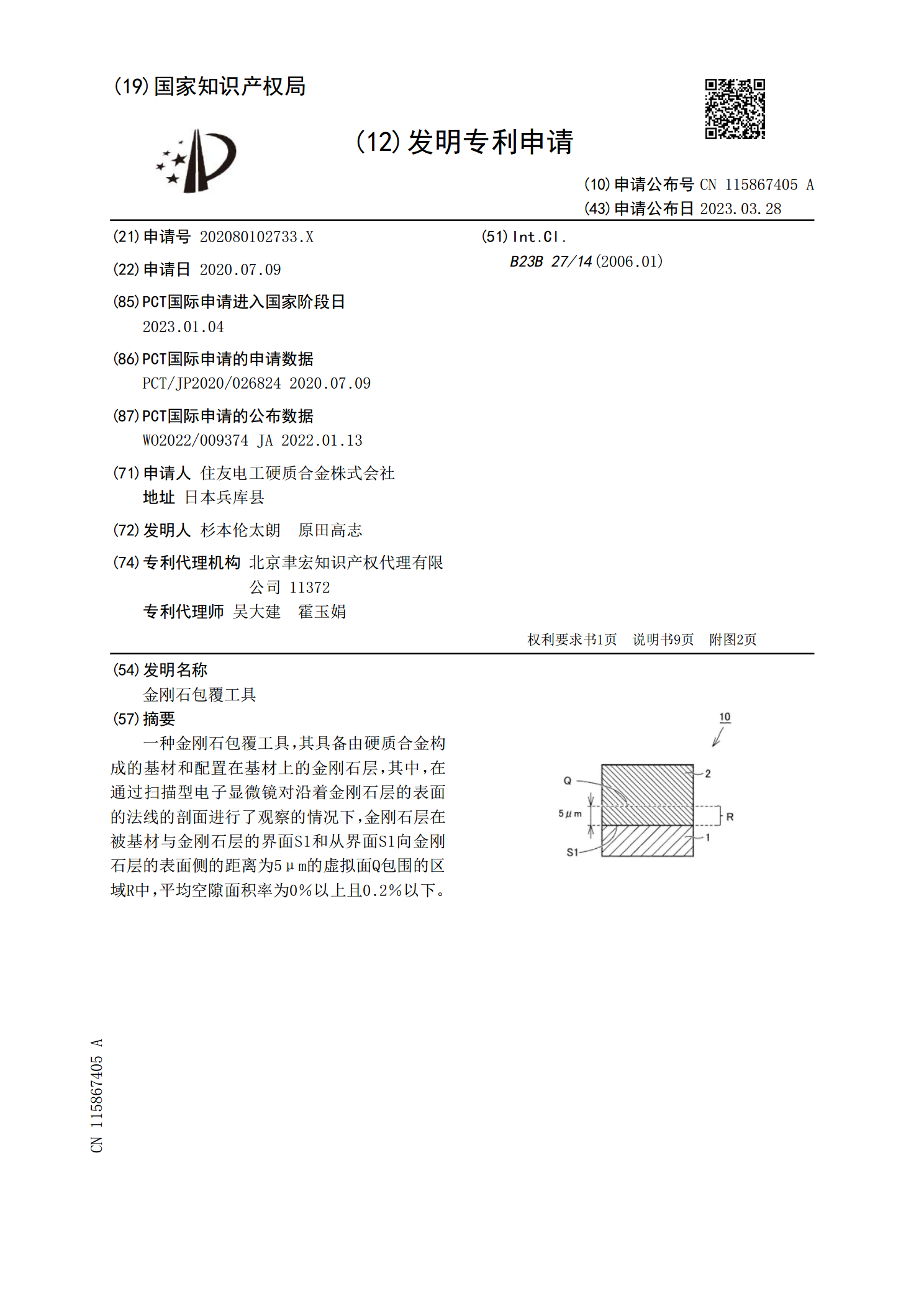
一种金刚石包覆工具,其具备由硬质合金构成的基材和配置在基材上的金刚石层,其中,在通过扫描型电子显微镜对沿着金刚石层的表面的法线的剖面进行了观察的情况下,金刚石层在被基材与金刚石层的界面S1和从界面S1向金刚石层的表面侧的距离为5μm的虚拟面Q包围的区域R中,平均空隙面积率为0%以上且0.2%以下。

包覆工具的制造方法.pdf
本发明涉及能够使高硬度的DLC覆膜在确保优异的密合性的基础上形成为厚膜的包覆工具的制造方法。一种包覆工具的制造方法,其为利用过滤电弧离子镀法在基材的表面形成类金刚石碳覆膜的包覆工具的制造方法,包括以下工序:第1工序:将施加于前述基材的负偏压设为‑2500V以上且‑1500V以下,向炉内导入含氢气的混合气体,对前述基材的表面进行气体轰击处理;以及第2工序:在前述气体轰击处理后向前述炉内导入氮气,向石墨靶投入电流,从而在前述基材的表面形成类金刚石碳覆膜,在前述第2工序中,包括:使前述氮气的流量减少的工序;和使