
一种燃气轮机导向器机匣的焊接工装和焊接方法.pdf

依波****bc

1/10
2/10

3/10
4/10
5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种燃气轮机导向器机匣的焊接工装和焊接方法.pdf
本发明公开了一种燃气轮机导向器机匣的焊接工装和焊接方法,属于燃气轮机制造技术领域。该焊接工装包括回转支架和定位组件,回转支架的第一支撑板及第二支撑板相对设置,第一转轴和第二转轴分别可转动地连接在第一支撑板和第二支撑板上,定位组件的第一定位板可拆卸安装在芯轴上,第二定位板固定安装在芯轴上,第一定位板和第二定位板之间形成有装夹燃气轮机导向器机匣的空间,芯轴的两端分别与第一转轴的另一端和第二转轴的另一端可拆卸连接。焊接时,在第一转轴或第二转轴转动的情况下,带动定位组件及组装后的导向器机匣转动,可以对组装后的导向
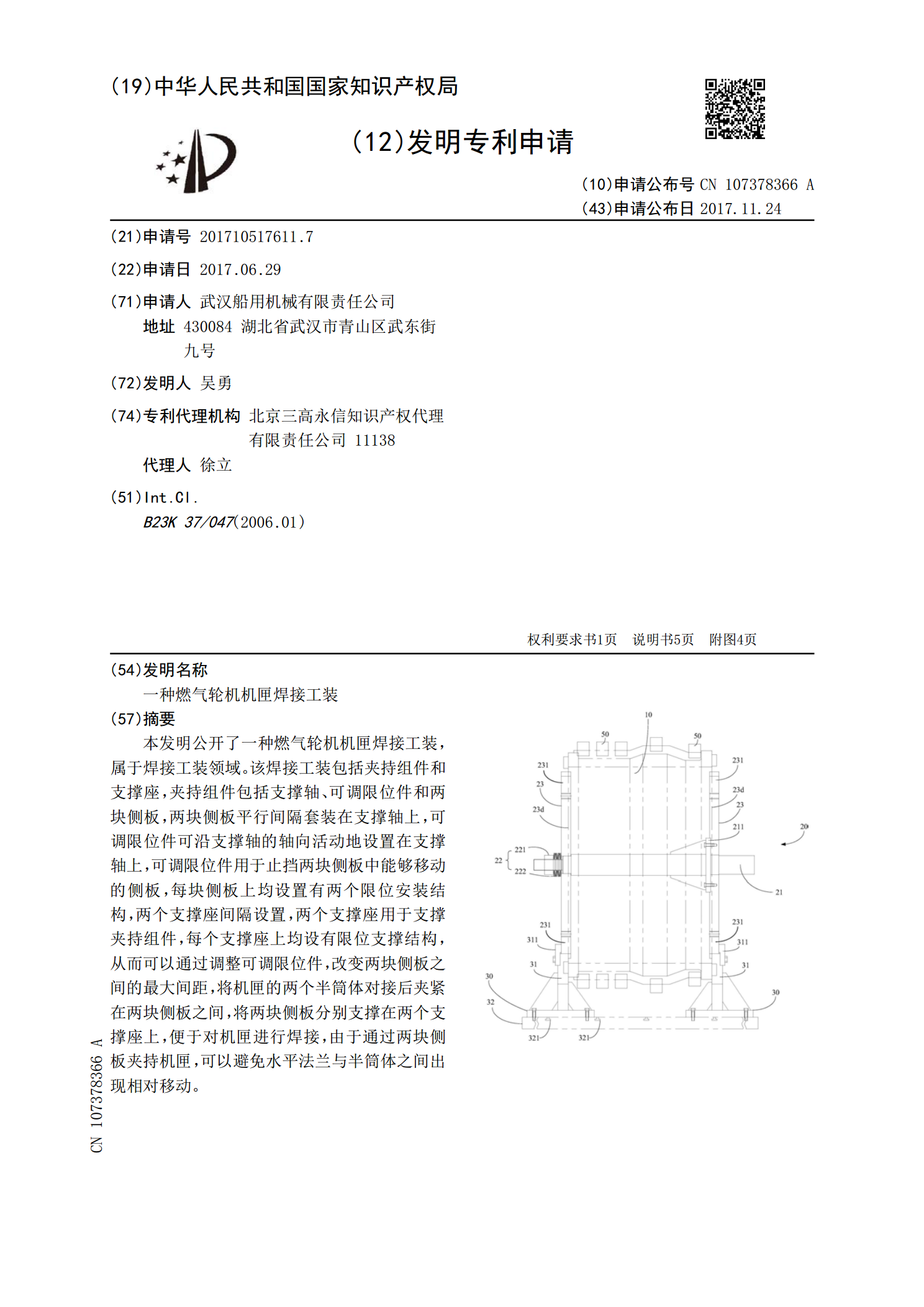
一种燃气轮机机匣焊接工装.pdf
本发明公开了一种燃气轮机机匣焊接工装,属于焊接工装领域。该焊接工装包括夹持组件和支撑座,夹持组件包括支撑轴、可调限位件和两块侧板,两块侧板平行间隔套装在支撑轴上,可调限位件可沿支撑轴的轴向活动地设置在支撑轴上,可调限位件用于止挡两块侧板中能够移动的侧板,每块侧板上均设置有两个限位安装结构,两个支撑座间隔设置,两个支撑座用于支撑夹持组件,每个支撑座上均设有限位支撑结构,从而可以通过调整可调限位件,改变两块侧板之间的最大间距,将机匣的两个半筒体对接后夹紧在两块侧板之间,将两块侧板分别支撑在两个支撑座上,便于对

燃气轮机间冷器壳体的焊接工装和焊接方法.pdf
本发明公开了一种燃气轮机间冷器壳体的焊接工装和焊接方法,属于焊接加工领域。焊接工装包括第一芯体、第二芯体、垫片、底板、第一外框和第二外框;第一芯体和第二芯体为楔形结构,楔形结构包括首尾连接的第一表面、第二表面、第三表面和第四表面,第一表面和第三表面平行设置,第二表面垂直于第三表面,第四表面与第三表面之间的夹角等于梯形底板的底角;第一芯体的第二表面与第二芯体的第二表面相对设置,垫片夹设在第一芯体和第二芯体之间;第一芯体和第二芯体分别与底板可拆卸连接,用于将梯形底板压在底板上;第一外框与第一芯体可拆卸连接,第
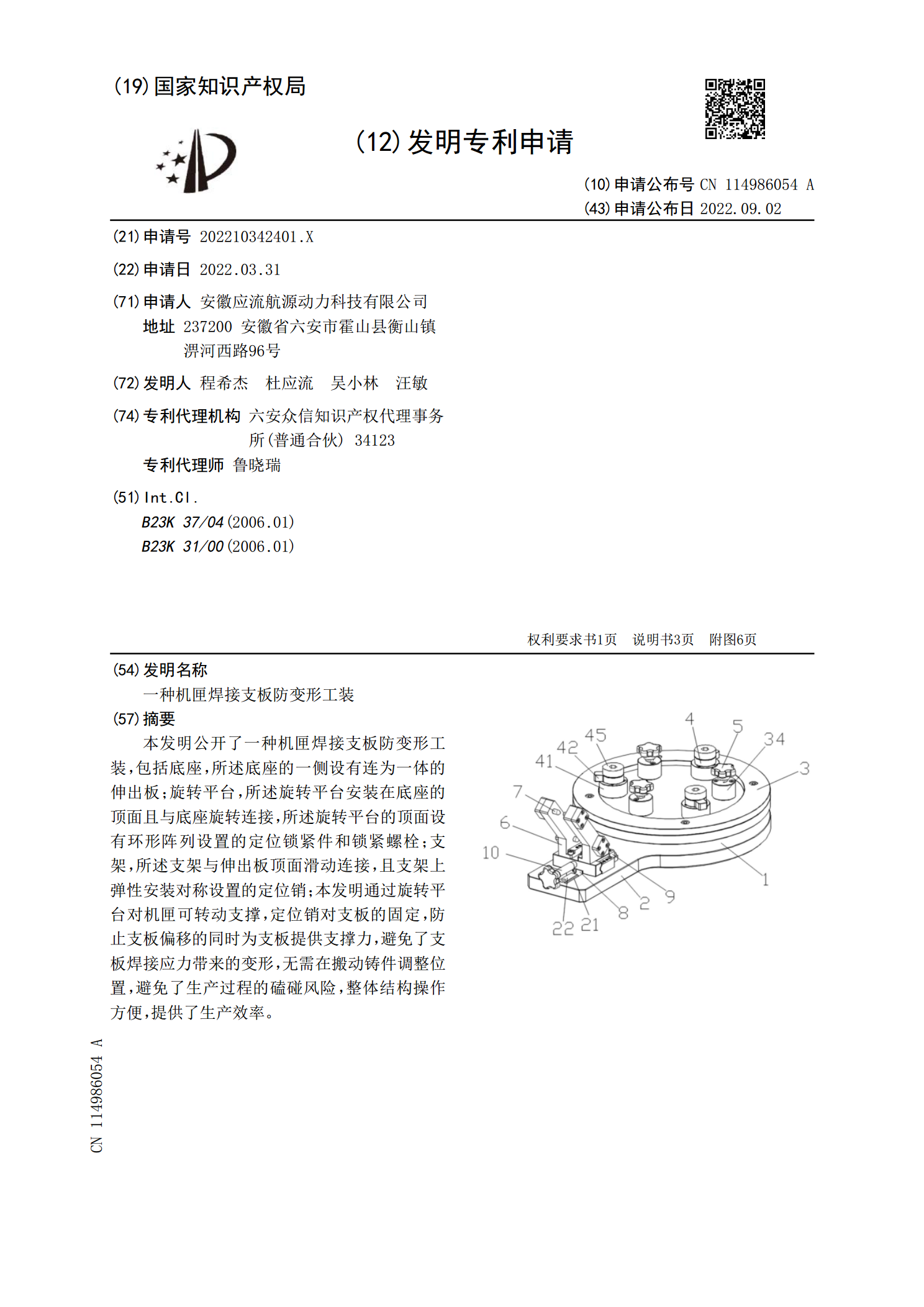
一种机匣焊接支板防变形工装.pdf
本发明公开了一种机匣焊接支板防变形工装,包括底座,所述底座的一侧设有连为一体的伸出板;旋转平台,所述旋转平台安装在底座的顶面且与底座旋转连接,所述旋转平台的顶面设有环形阵列设置的定位锁紧件和锁紧螺栓;支架,所述支架与伸出板顶面滑动连接,且支架上弹性安装对称设置的定位销;本发明通过旋转平台对机匣可转动支撑,定位销对支板的固定,防止支板偏移的同时为支板提供支撑力,避免了支板焊接应力带来的变形,无需在搬动铸件调整位置,避免了生产过程的磕碰风险,整体结构操作方便,提供了生产效率。

一种锅炉吹灰器喷头的焊接方法和焊接工装.pdf
本发明公开了一种锅炉吹灰器喷头的焊接方法和焊接工装,属于锅炉吹灰器技术领域。该方法包括:焊接前,将喷嘴定位在喷头管上,将喷头管预热并同时通过向喷嘴通入空气使喷嘴与喷头管形成温差,向喷嘴通入空气的流速为10m/s‑25m/s;焊接过程中,继续对喷头管进行加热和向喷嘴通入空气,将喷头管与喷嘴分别保持在300‑400℃和100‑200℃,使喷头管与喷嘴之间的温差为150‑200℃,将喷嘴焊接在喷头管上;焊接完成后,停止对喷头管进行加热,继续向喷嘴通入空气至喷头管温度降至100℃以下时停止,自然冷却。采用该方法焊