
一种用于火车轮毂加工的涂层刀具的制备方法.pdf

St****12

1/7

2/7
3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于火车轮毂加工的涂层刀具的制备方法.pdf
本发明公开了一种用于火车轮毂加工的涂层刀具的制备方法,包括以下步骤:(1)将WC粉、Co粉和MC

用于轮毂表面加工的精铣刀具和方法.pdf
一种用于轮毂表面加工的精铣刀具和方法,包含有具有刀体(1)的精铣刀具本体、设置在刀体(1)的切削端面部上并且具有排削通道的金刚石刀刃本体,通过金刚石刀刃本体对轮毂表面进行的挤压加工,在轮毂表面形成光亮面,通过金刚石刀刃本体的排削通道散热作用,防止切削屑因高温与金刚石刀刃本体粘接,不再使用切削液,因此降低了加工成本和安全性能。
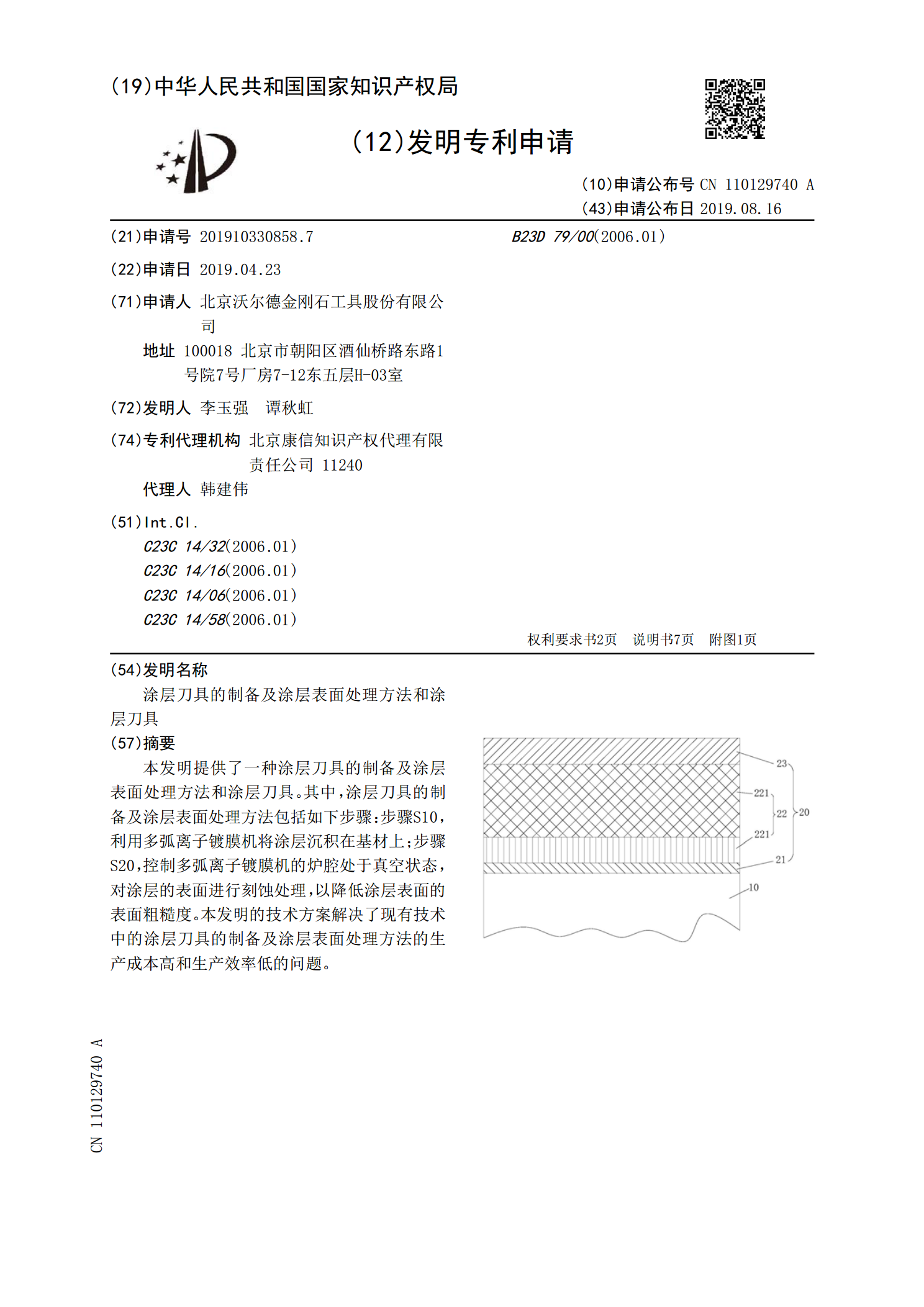
涂层刀具的制备及涂层表面处理方法和涂层刀具.pdf
本发明提供了一种涂层刀具的制备及涂层表面处理方法和涂层刀具。其中,涂层刀具的制备及涂层表面处理方法包括如下步骤:步骤S10,利用多弧离子镀膜机将涂层沉积在基材上;步骤S20,控制多弧离子镀膜机的炉腔处于真空状态,对涂层的表面进行刻蚀处理,以降低涂层表面的表面粗糙度。本发明的技术方案解决了现有技术中的涂层刀具的制备及涂层表面处理方法的生产成本高和生产效率低的问题。
一种基于加工刀具的复合涂层制备工艺.pdf
本发明公开一种基于加工刀具的复合涂层制备工艺,将加工刀具进行预处理后吹干,将其放入金刚石沉积炉中,炉内抽真空,调节CH

一种硬质涂层的制备方法及具有硬质涂层的刀具.pdf
本发明公开了一种硬质涂层及其制备方法和具有硬质涂层的刀具,主要涉及硬质涂层以及硬质涂层刀具技术领域,包括镍基合金涂层和碳化钨涂层,镍基合金涂层和碳化钨涂层从内向外依次附着在刀具体刀刃部分表面,镍基合金涂层包括镍、铬、钴、硼、碳、硅和铁元素,碳化钨涂层包括碳、钨、钴和铬元素。本发明镍基合金涂层可在高温下熔融,熔融的镍基合金可在基体和碳化钨颗粒之间重新分布,并在最优结合位置凝固,该过程可增强涂层与刀具体刀刃部分的附着力,有效延长刀具的使用寿命。