
一种基于加工刀具的复合涂层制备工艺.pdf

小沛****文章


1/8
2/8
3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种基于加工刀具的复合涂层制备工艺.pdf
本发明公开一种基于加工刀具的复合涂层制备工艺,将加工刀具进行预处理后吹干,将其放入金刚石沉积炉中,炉内抽真空,调节CH
一种基于切削刀具的复合涂层制备工艺.pdf
本发明公开一种基于切削刀具的复合涂层制备工艺,包括将切削刀具依次进行清洗前处理以及脱钴预处理,并清洗后吹干待用;将待用的切削刀具放入CVD金刚石沉积炉中,然后将CVD金刚石沉积炉抽真空,再按照CH
一种TiAlSiN涂层刀具制备工艺.pdf
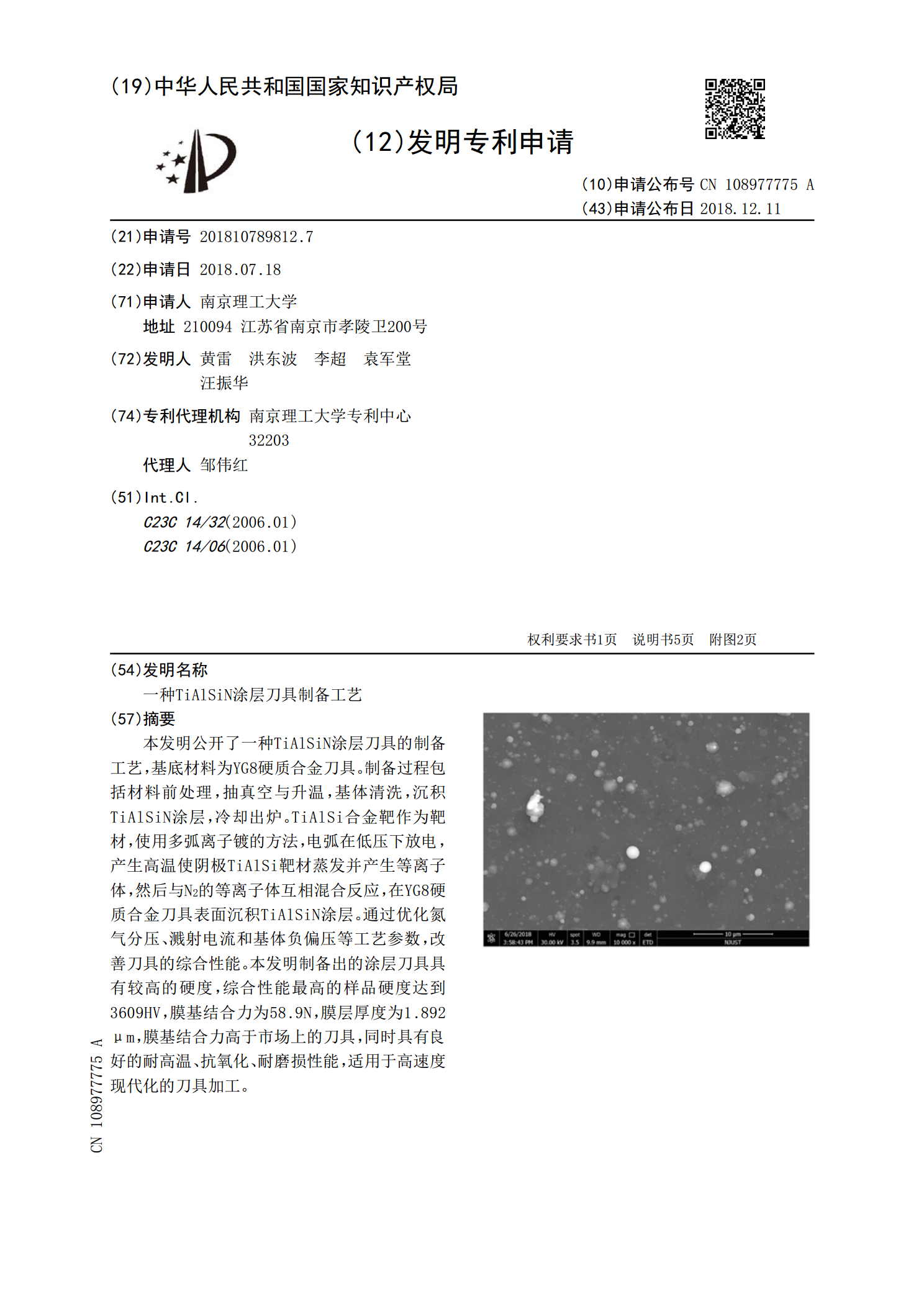
本发明公开了一种TiAlSiN涂层刀具的制备工艺,基底材料为YG8硬质合金刀具。制备过程包括材料前处理,抽真空与升温,基体清洗,沉积TiAlSiN涂层,冷却出炉。TiAlSi合金靶作为靶材,使用多弧离子镀的方法,电弧在低压下放电,产生高温使阴极TiAlSi靶材蒸发并产生等离子体,然后与N
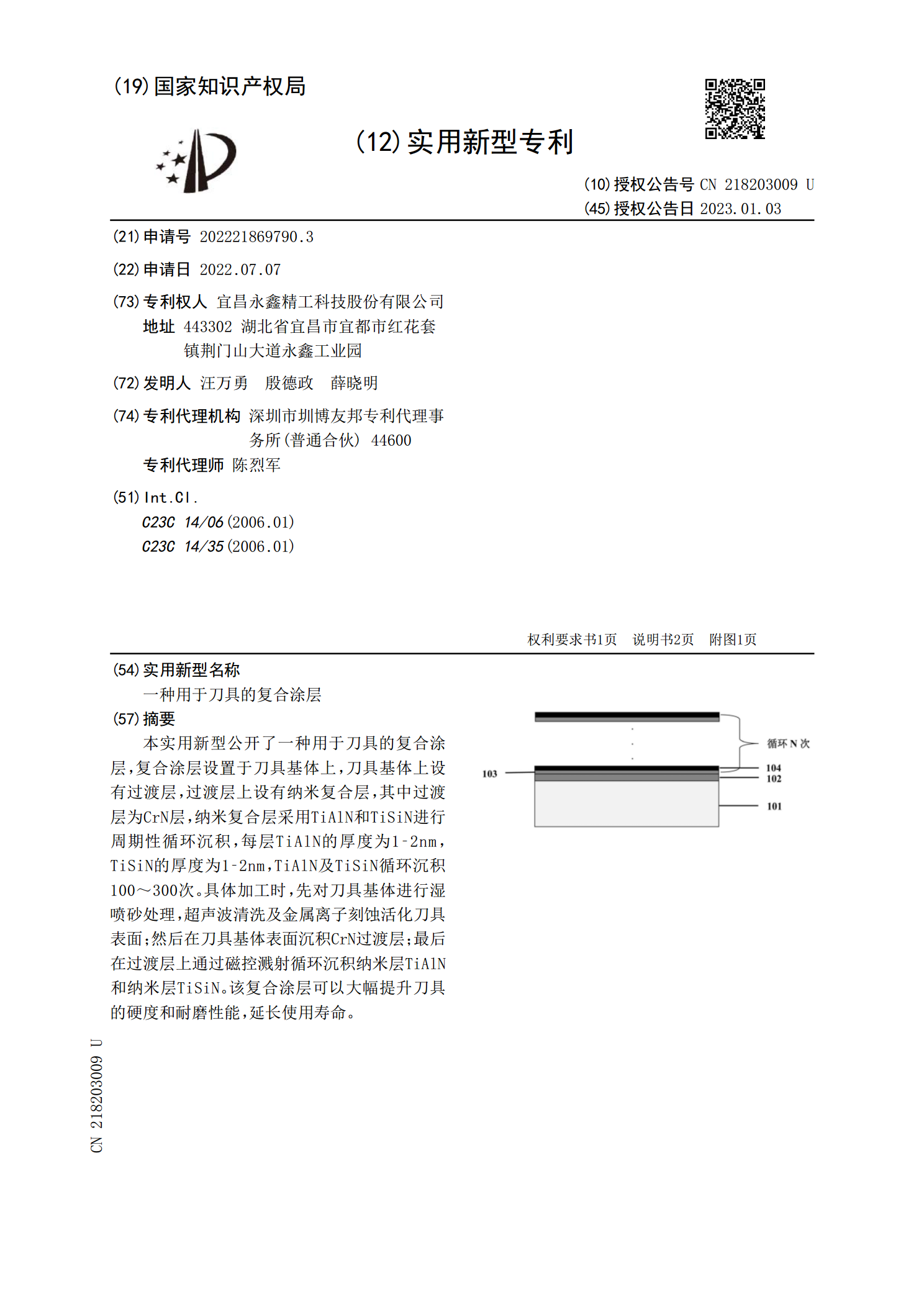
一种用于刀具的复合涂层.pdf
本实用新型公开了一种用于刀具的复合涂层,复合涂层设置于刀具基体上,刀具基体上设有过渡层,过渡层上设有纳米复合层,其中过渡层为CrN层,纳米复合层采用TiAlN和TiSiN进行周期性循环沉积,每层TiAlN的厚度为1?2nm,TiSiN的厚度为1?2nm,TiAlN及TiSiN循环沉积100~300次。具体加工时,先对刀具基体进行湿喷砂处理,超声波清洗及金属离子刻蚀活化刀具表面;然后在刀具基体表面沉积CrN过渡层;最后在过渡层上通过磁控溅射循环沉积纳米层TiAlN和纳米层TiSiN。该复合涂层可以大幅提升刀
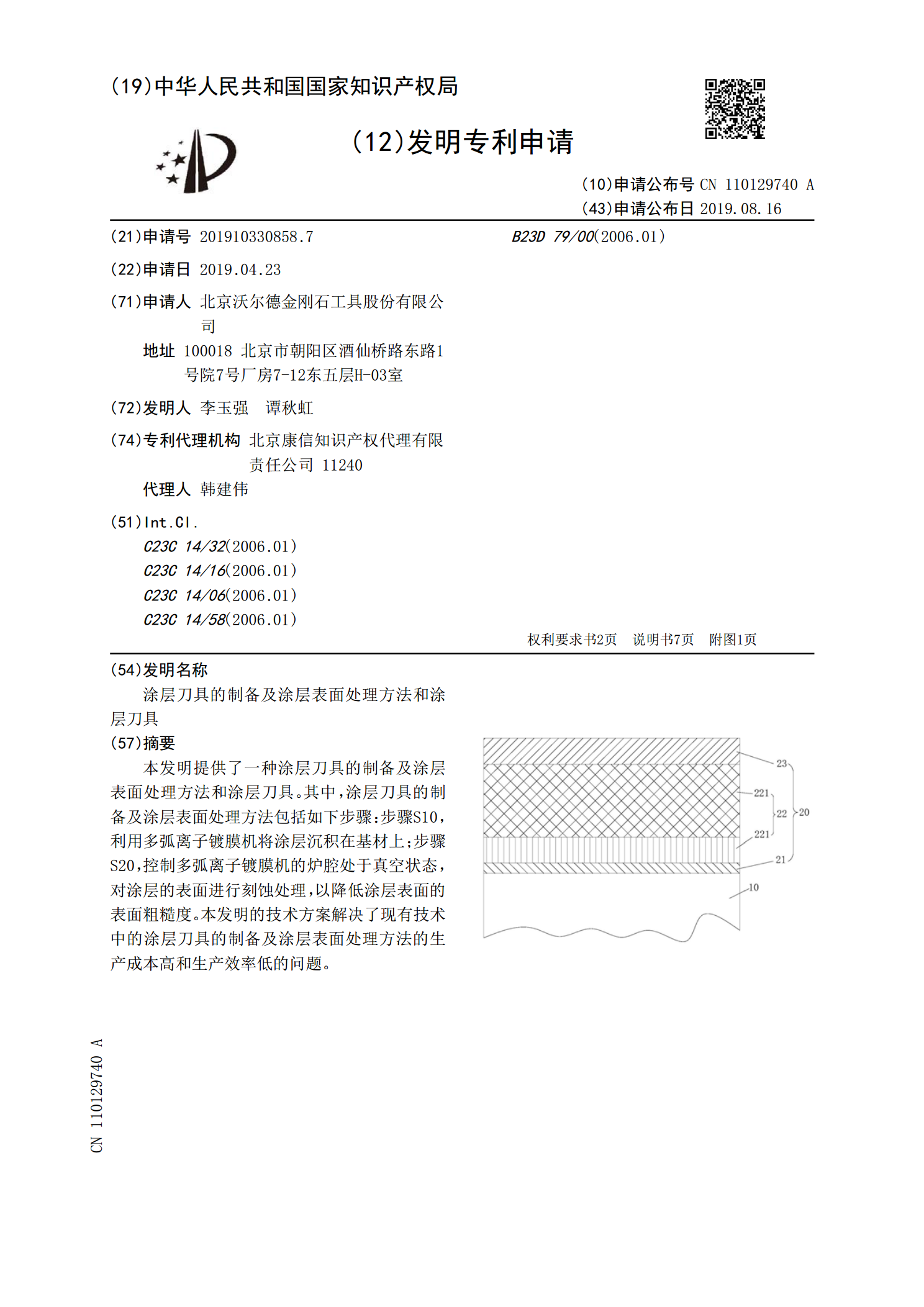
涂层刀具的制备及涂层表面处理方法和涂层刀具.pdf
本发明提供了一种涂层刀具的制备及涂层表面处理方法和涂层刀具。其中,涂层刀具的制备及涂层表面处理方法包括如下步骤:步骤S10,利用多弧离子镀膜机将涂层沉积在基材上;步骤S20,控制多弧离子镀膜机的炉腔处于真空状态,对涂层的表面进行刻蚀处理,以降低涂层表面的表面粗糙度。本发明的技术方案解决了现有技术中的涂层刀具的制备及涂层表面处理方法的生产成本高和生产效率低的问题。