
一种基于齿面接触分析的弧齿锥齿轮的铣齿方法.pdf

一只****ng

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种基于齿面接触分析的弧齿锥齿轮的铣齿方法.pdf
本发明提供一种基于齿面接触分析的弧齿锥齿轮的铣齿方法,一个刀盘,采用一次装夹,一刀完成大齿轮和小齿轮铣齿的全部加工,无需经过多次调整,工程师在计算调整卡时就能准确地对齿轮的接触质量作出评估,一次装夹,减少多次装夹带来的定位精度误差,提高了齿轮的精度一致性,最重要的是小齿轮精加工一次完成小轮凹凸面的接触区控制,效率提高,是一种比较先进的铣齿、磨齿工序,高效、经济、易操作具有推广价值。

应用弧齿锥齿轮铣齿机刮削硬齿面.docx
应用弧齿锥齿轮铣齿机刮削硬齿面应用弧齿锥齿轮铣齿机刮削硬齿面摘要:弧齿锥齿轮广泛应用于工业生产中,因其传动效率高、力学性能好等特点而受到了广泛关注。然而,在弧齿锥齿轮的加工过程中,由于其硬度较高,很难进行加工。本文以弧齿锥齿轮铣齿机为研究对象,探讨了其在硬齿面刮削加工中的应用。1.弧齿锥齿轮的特点弧齿锥齿轮是一种常见的齿轮传动机构,具有传动效率高、传动精度高、齿轮磨损小等优点。其主要特点有:(1)弧齿锥齿轮具有与斜齿锥齿轮相同的传动比,但其传动效率比斜齿锥齿轮更高。(2)弧齿锥齿轮的齿面接触线长度相对较短

一种数控弧齿锥齿轮铣齿机.pdf
本发明涉及铣齿机技术领域,尤其涉及一种数控弧齿锥齿轮铣齿机,主要包括床身、工作台、立柱、工件箱和刀具箱,在床身上固装Y轴导轨,立柱通过Y轴导轨与床身呈滑动连接,在立柱一侧面固装有Z轴导轨,刀具箱通过Z轴导轨与立柱呈滑动连接,在刀具箱中安装有刀具主轴,所述刀具主轴与床身垂直,工作台通过固定在床身上的X轴导轨与床身呈滑动连接,工件箱通过设置在工件箱与工作台之间的弧形摆动结构与工作台呈滑动连接。这种结构有效的减少了目前铣齿机的零件类别和传动机构,传动轴传动简单,可提高传动效率和传动精度,更重要的是使得操作人员能

基于齿面发生线的弧齿锥齿轮铣削加工仿真分析.docx
基于齿面发生线的弧齿锥齿轮铣削加工仿真分析论文标题:基于齿面发生线的弧齿锥齿轮铣削加工仿真分析摘要:本论文基于齿面发生线的弧齿锥齿轮铣削加工,利用仿真分析方法研究了该加工工艺的效果和影响因素,为针对弧齿锥齿轮的高效加工提供了理论依据和工程指导。1.引言弧齿锥齿轮是传动装置中常用的重要零部件之一,其传动效率高、传动精度高、运行平稳等特点使之被广泛应用于各个领域。传统的弧齿锥齿轮加工方法多采用摆线针轮铣削法,但随着工艺要求的不断提高和加工效率的追求,齿面发生线的弧齿锥齿轮铣削加工方法逐渐成为一种重要的选择。本
基于齿面接触动应力的弧齿锥齿轮多工况疲劳寿命快速预估方法.pdf
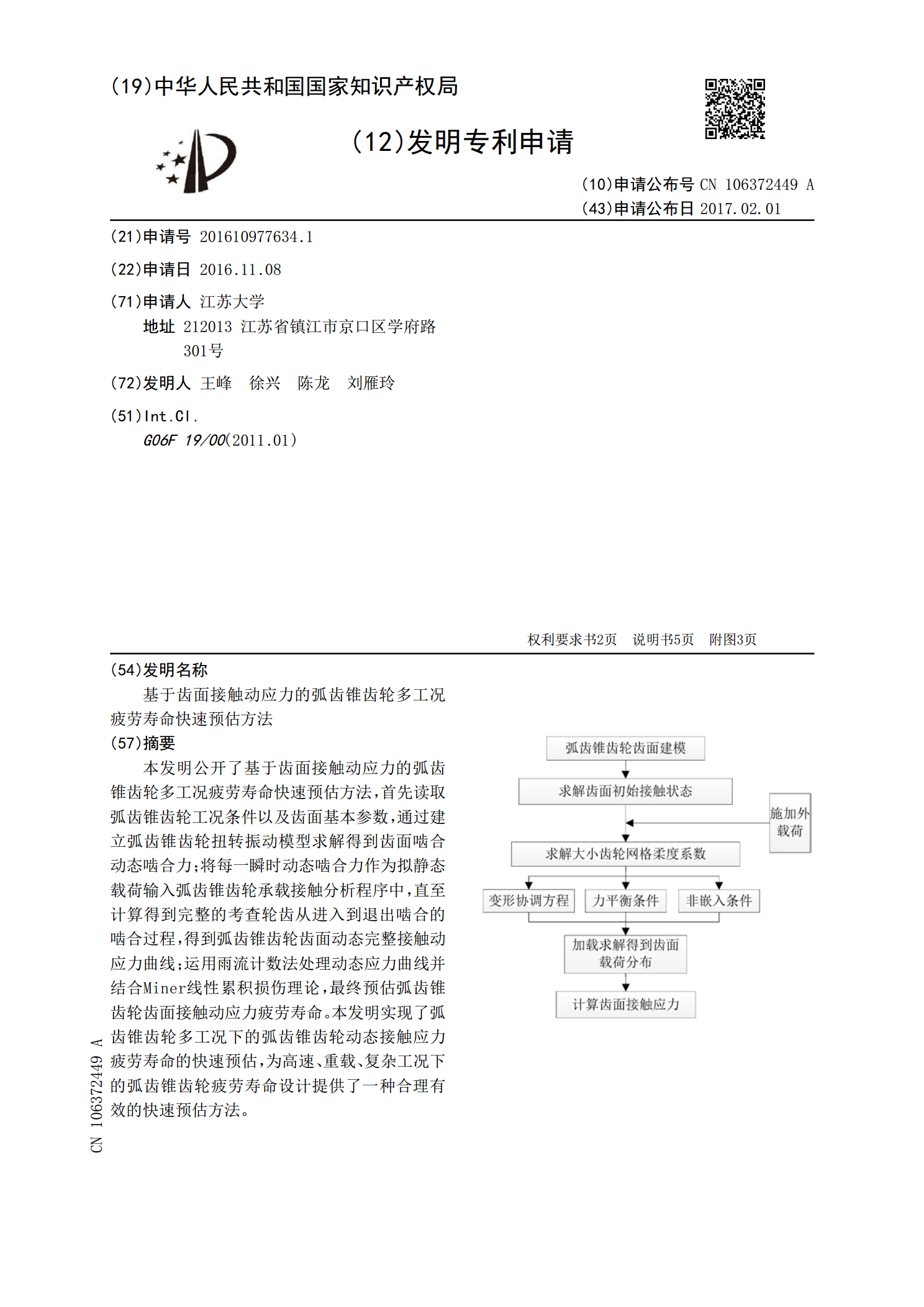
本发明公开了基于齿面接触动应力的弧齿锥齿轮多工况疲劳寿命快速预估方法,首先读取弧齿锥齿轮工况条件以及齿面基本参数,通过建立弧齿锥齿轮扭转振动模型求解得到齿面啮合动态啮合力;将每一瞬时动态啮合力作为拟静态载荷输入弧齿锥齿轮承载接触分析程序中,直至计算得到完整的考查轮齿从进入到退出啮合的啮合过程,得到弧齿锥齿轮齿面动态完整接触动应力曲线;运用雨流计数法处理动态应力曲线并结合Miner线性累积损伤理论,最终预估弧齿锥齿轮齿面接触动应力疲劳寿命。本发明实现了弧齿锥齿轮多工况下的弧齿锥齿轮动态接触应力疲劳寿命的快速