
五轴热旋压加工.pdf

mm****酱吖

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

五轴热旋压加工.pdf
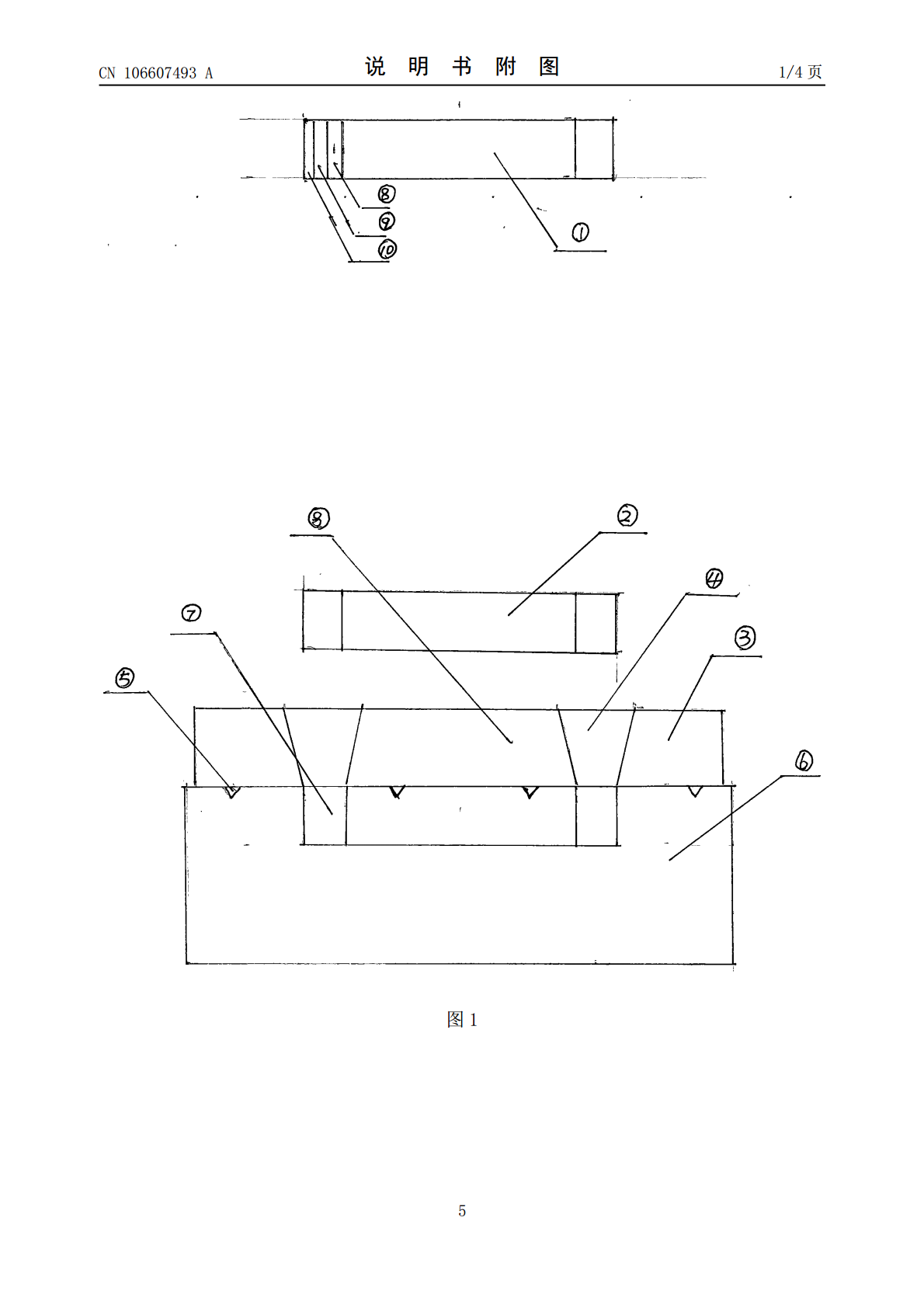
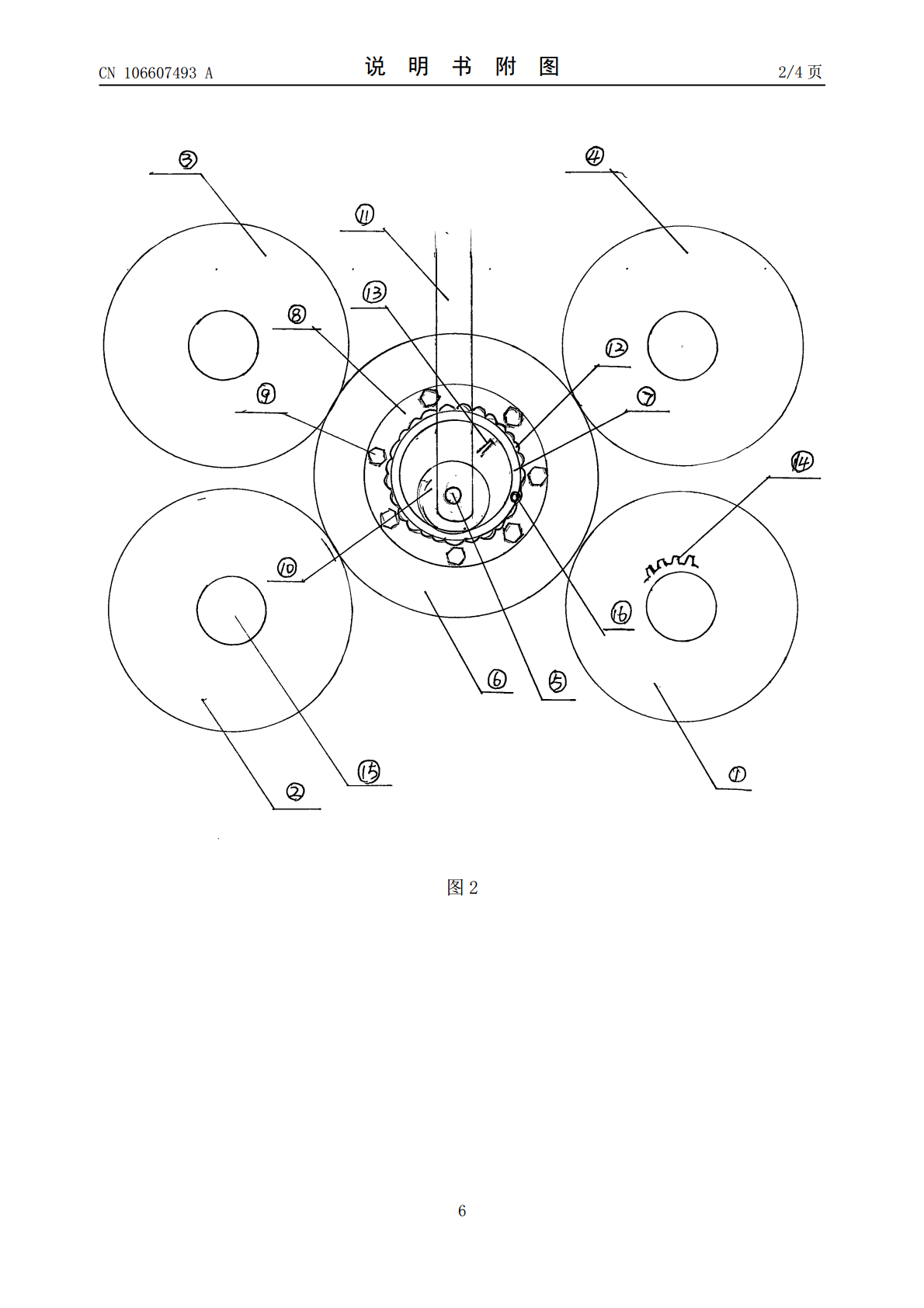
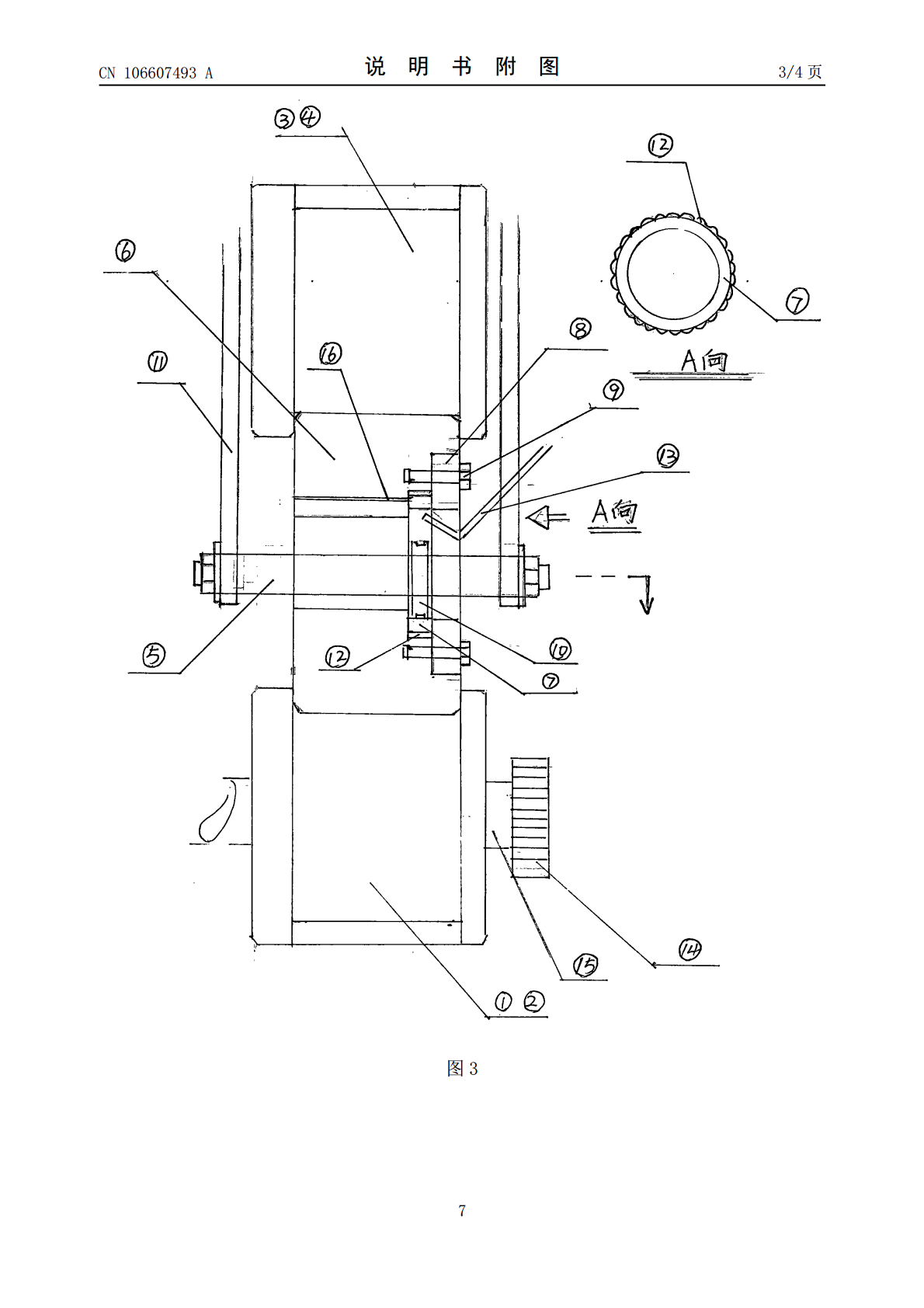
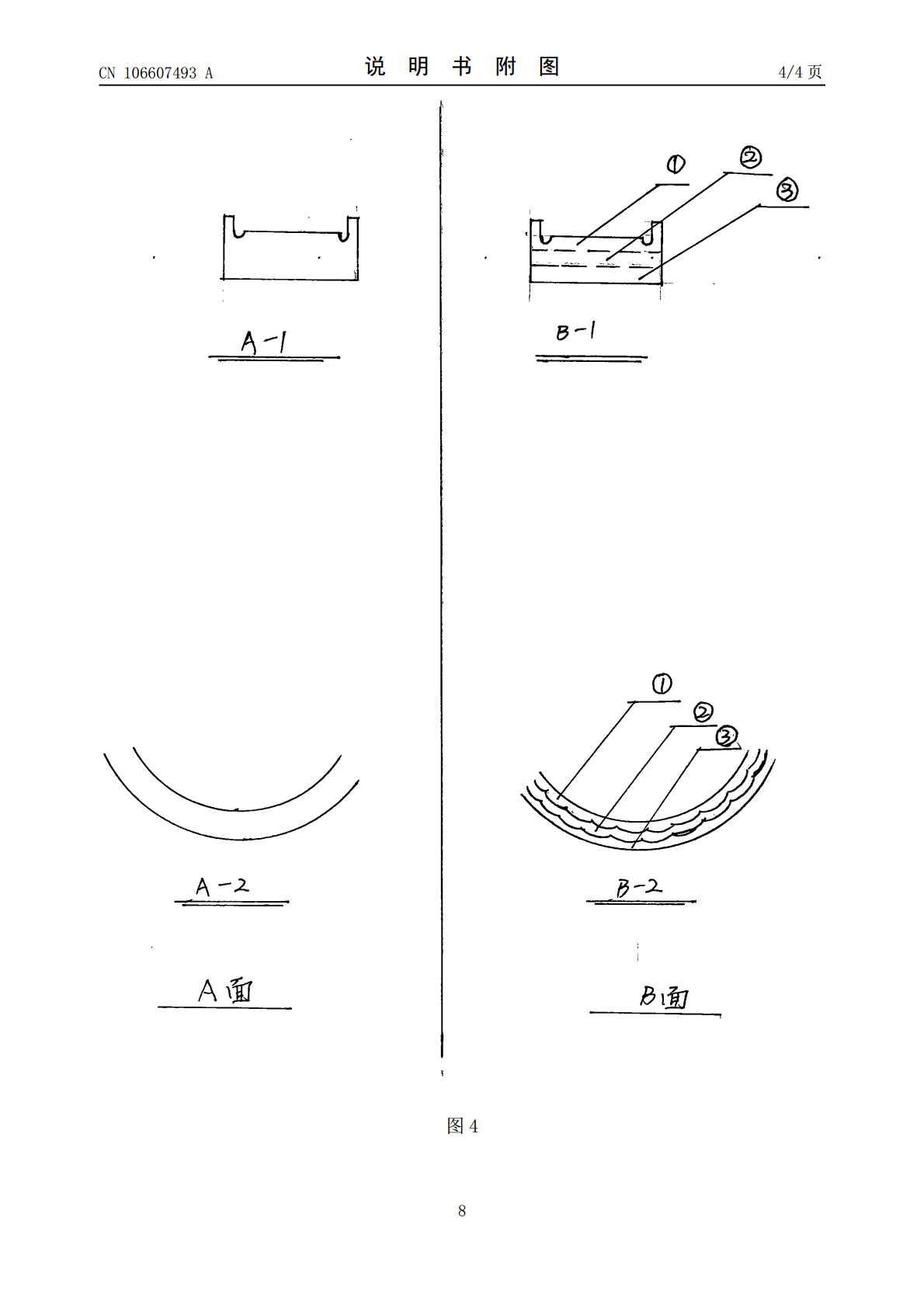
本发明是一种新的轴承的加工方法。本发明通过热旋压加工方法,改变轴承套圈的晶粒结构,增加轴承套圈晶粒界面弹性,从而达到提高质量的目的。热旋压加工主要是对轴承内外圈的滚动滑道进行碾压成形加工。通过⑩活动滚轮的滚动碾压,使轴承内部晶粒界面产生变形,而获得更好的弹力强大的晶粒结构。也使轴承套圈滑道表面晶粒组织更加紧密,和锻打方式效果一样。热旋压加工轴承滑道,和设计变形空间,使轴承晶粒界面设计变得多样化,是一种新的轴承加工方法。

热旋压加工在我厂的应用.docx
热旋压加工在我厂的应用热旋压加工在我厂的应用摘要:本论文主要介绍了热旋压加工在我厂的应用情况。通过热旋压加工,我们能够提高产品的质量和性能,降低生产成本,并且改进了工艺流程。此外,我们还探讨了热旋压加工的原理和特点,以及在我厂中应用的优势和存在的问题。最后,我们提出了进一步改进和推广热旋压加工的建议。关键词:热旋压加工,质量,性能,生产成本,工艺流程,优势,问题,改进,推广1.引言热旋压加工是一种通过加热和旋压来改变金属材料形状和性能的加工方法。该方法在我厂中得到了广泛应用,并且取得了明显的效果。本论文将
薄壁储气筒热旋压成型装置及热旋压成型工艺.pdf
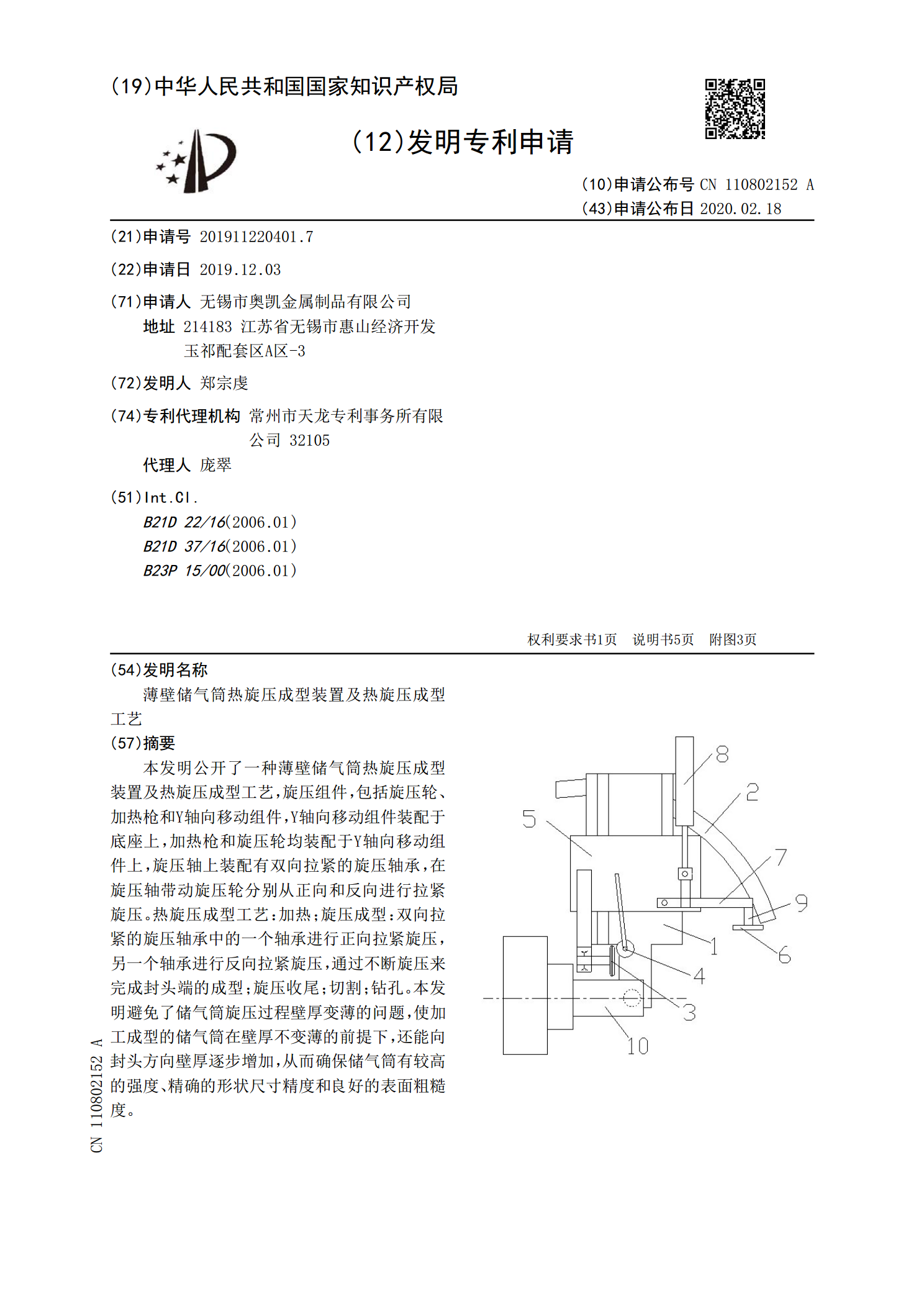
本发明公开了一种薄壁储气筒热旋压成型装置及热旋压成型工艺,旋压组件,包括旋压轮、加热枪和Y轴向移动组件,Y轴向移动组件装配于底座上,加热枪和旋压轮均装配于Y轴向移动组件上,旋压轴上装配有双向拉紧的旋压轴承,在旋压轴带动旋压轮分别从正向和反向进行拉紧旋压。热旋压成型工艺:加热;旋压成型:双向拉紧的旋压轴承中的一个轴承进行正向拉紧旋压,另一个轴承进行反向拉紧旋压,通过不断旋压来完成封头端的成型;旋压收尾;切割;钻孔。本发明避免了储气筒旋压过程壁厚变薄的问题,使加工成型的储气筒在壁厚不变薄的前提下,还能向封头方
旋压加工技术.pdf
旋压工艺介绍录入:151zqh来源:日期:2006-4-24,17:27旋压加工技术旋压加工是利用旋压加工设备将厚壁金属筒形件,包括难熔金属、有色金属、不锈钢等经强力旋压成各种尺寸的薄壁管材或异形旋压加工成异形空心回转件的加工技术。三十年来,本中心先后承担了多项国家及省市的旋压加工技术科研项目,并取得多项重要旋压加工科研成果,积累了丰富的旋压加工实践经验。本中心的旋压加工产品在国内电子工业、核工业、船舶工业、汽车工业均获得了应用并享有很好的声誉。RX-300大型旋压设备不变薄旋压不变薄旋压时,料基本保持不

旋压加工技术.docx
旋压加工技术题目:旋压加工技术摘要:旋压加工是一种广泛应用于金属制造工业中的重要加工技术。它通过旋转和压力将金属材料加工成各种形状的零件和产品。本论文将从旋压加工的原理、工艺流程、应用领域和发展趋势等方面进行系统研究与分析,旨在全面了解旋压加工技术的特点和优势。1.引言旋压加工是一种通过旋转金属材料并使其与工具接触的加工工艺。它利用工件旋转运动与压力的结合来改变材料形态,从而实现金属零件的加工和成形。旋压加工以其高精度、高效率和低成本等优势在许多领域得到了广泛应用。2.旋压加工原理旋压加工的基本原理是通过