
一种蜗轮式回转支承的加工方法.pdf

纪阳****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种蜗轮式回转支承的加工方法.pdf
本发明公开了一种蜗轮式回转支承的加工方法,属于回转支承加工技术领域。本发明中外圈加工工序流程为:粗车—半精车—热处理—精车—滚齿—划线—钻孔—车磨,中圈加工工序流程为:粗车—镗、钻—半精车—热处理—精车—划线—钻孔—车磨,内圈加工工序流程为:粗车—半精车—精车I—插齿—热处理—精车II—划线—钻孔—车磨。采用本发明的方法加工的回转支承,可满足娱乐机械、轻工业机械、灌装机械等行业对双向回转运动的要求,能承受较大的翻转力矩,且轮齿的耐磨性明显提高,密封圈与回转支承之间的安装更加牢固,不易脱落,大大延长了其使用

一种回转支承的加工方法及支承.pdf
本发明公开一种回转支承的加工方法,将装夹锻件毛坯至车床上,校正内孔跳动≤1.5mm,端面跳动≤1.2mm,根据车削工艺图纸车外圆,尺寸偏差控制在±0.7mm,保留余量5‑10mm,车基准面C,保持见光无缺陷,基准面C上内外圆倒角2×45°。本发明的一个回转支承的加工方法,通过半精车时留有余量,在滚道、堵塞孔及锥销孔I次热处理后,将其加工至图纸要求尺寸,再对堵塞孔及锥销孔进行II次热处理,改善堵塞孔及锥销孔的渗层组织,细化晶粒,进一步提高其硬度,使得堵塞孔及锥销孔的表层硬度大于滚道的硬度,使其更加耐磨和受力

一种回转支承齿圈齿轮加工方法.pdf
本发明公布了一种回转支承齿圈齿轮加工方法,加工步骤为:淬火前,在齿圈的非安装面一端设置增加成型铣齿根进刀量ΔP,此进刀量线性减小,直至到安装面增加进刀量为零;完成此步骤后再进行淬火处理。本发明的加工方法适用于内齿圈和外齿圈的加工,同时本发明方法提高了齿向偏差精度,从而改善了齿面的接触,提升齿轮的使用寿命,节约了成本,也为主机传动平稳性提供了合理可行的保障。
一种内外齿相向回转运动的蜗轮式回转支承.pdf
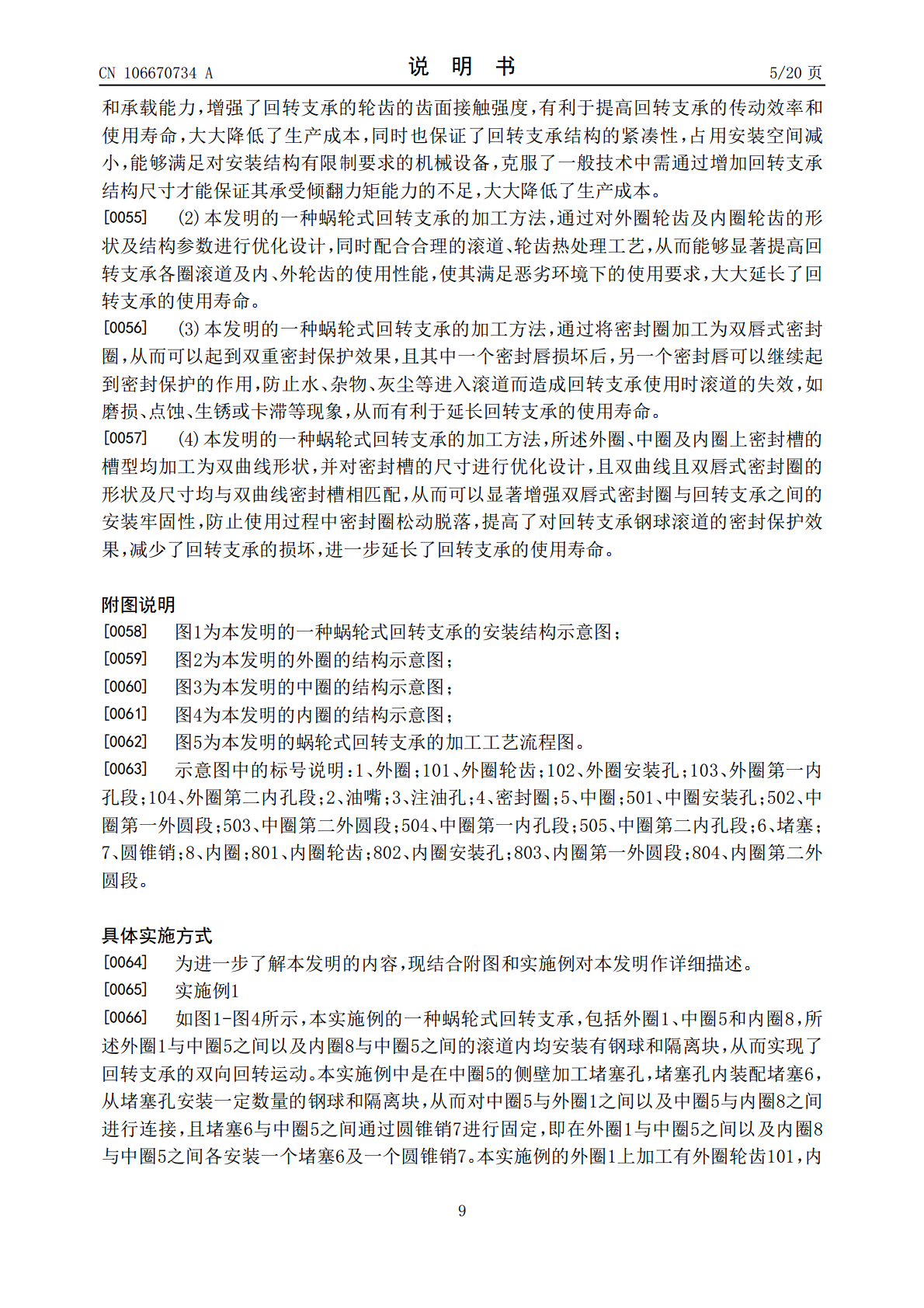
本发明公开了一种内外齿相向回转运动的蜗轮式回转支承,属于回转支承技术领域。本发明的内外齿相向回转运动的蜗轮式回转支承,包括外圈、中圈和内圈,所述外圈与中圈之间以及内圈与中圈之间的滚道内均安装有钢球和隔离块,外圈上加工有外圈轮齿,内圈上加工有内圈轮齿,且外圈轮齿采用蜗轮式轮齿,内圈轮齿采用双径节式轮齿;所述外圈、中圈及内圈之间的结合面上均对应加工有双曲线密封槽,密封槽内安装有双唇式密封圈。本发明的回转支承,可满足娱乐机械、轻工业机械、灌装机械等行业对双向回转运动的要求,能承受较大的翻转力矩,且轮齿的耐磨性明

渐变硬度齿轮式回转支承及其齿轮淬火加工工艺.pdf
本发明公开了一种渐变硬度齿轮式回转支承及其齿轮淬火加工工艺,其特点是在齿轮进行感应淬火时,将齿轮加热区段分成正常硬度区、过渡区和软带区三段,用数控程序将正常硬度区、过渡区和软带区分别设定三段不同的线速度,过渡区和软带区的线速度为正常硬度区的1-3倍;加热停止后,减少淬火液喷水器持续喷液时间,使齿轮的上端保持高温状态,对齿轮中部由上至下进行高温自回火。本发明渐变硬度齿轮式回转支承及其齿轮淬火加工工艺能提高齿轮上部的抗挤压能力,可有效解决回转支承的挤压断齿问题。