
多组丝筒电火花线切割机床切割丝闭环单向走丝装置.pdf

思洁****爱吗

1/7
2/7
3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

多组丝筒电火花线切割机床切割丝闭环单向走丝装置.pdf
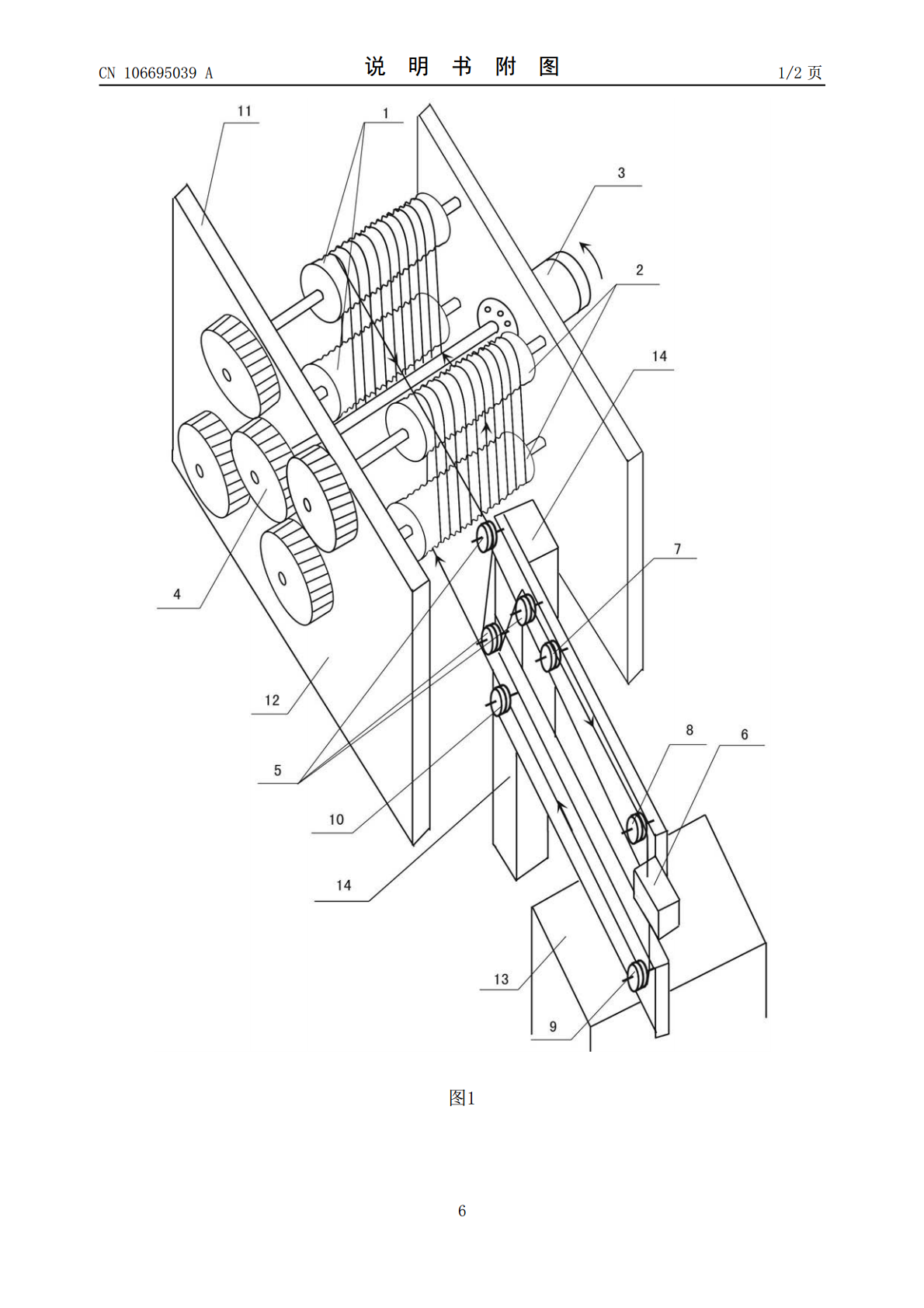
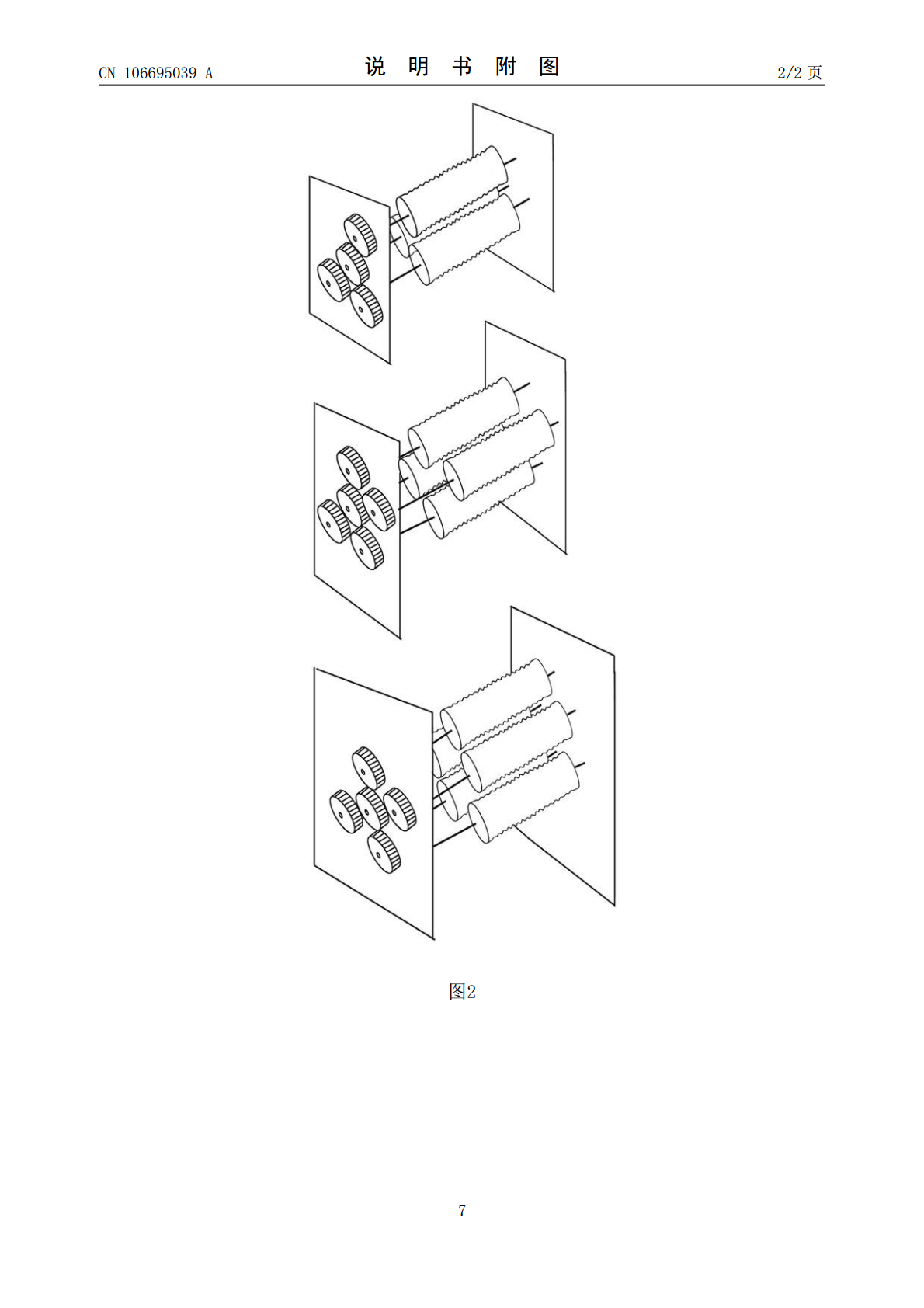
本发明涉及一种多组丝筒电火花线切割机床切割丝闭环单向走丝装置,包括支架(12)、丝筒,所述丝筒通过轴安装在支架(12)上,支架(12)的两侧分别设有齿轮组(4)和电机(3),所述齿轮组(4)和电机(3)通过轴相连接,所述支架(12)上设有不少于两个相互平行的丝筒组,所述丝筒上均匀缭绕着切割丝,所述切割丝首尾相接,形成闭环状态,所述切割丝通过自动张力控制器(5)和导轮(7)、(8)、(9)、(10)单向循环运行,对工件(6)进行电火花切割。本发明运行平稳,加工精度高,同时保留了快走丝设备造价低、运行成本低、
往复走丝型电火花线切割机床的走丝装置及方法.pdf
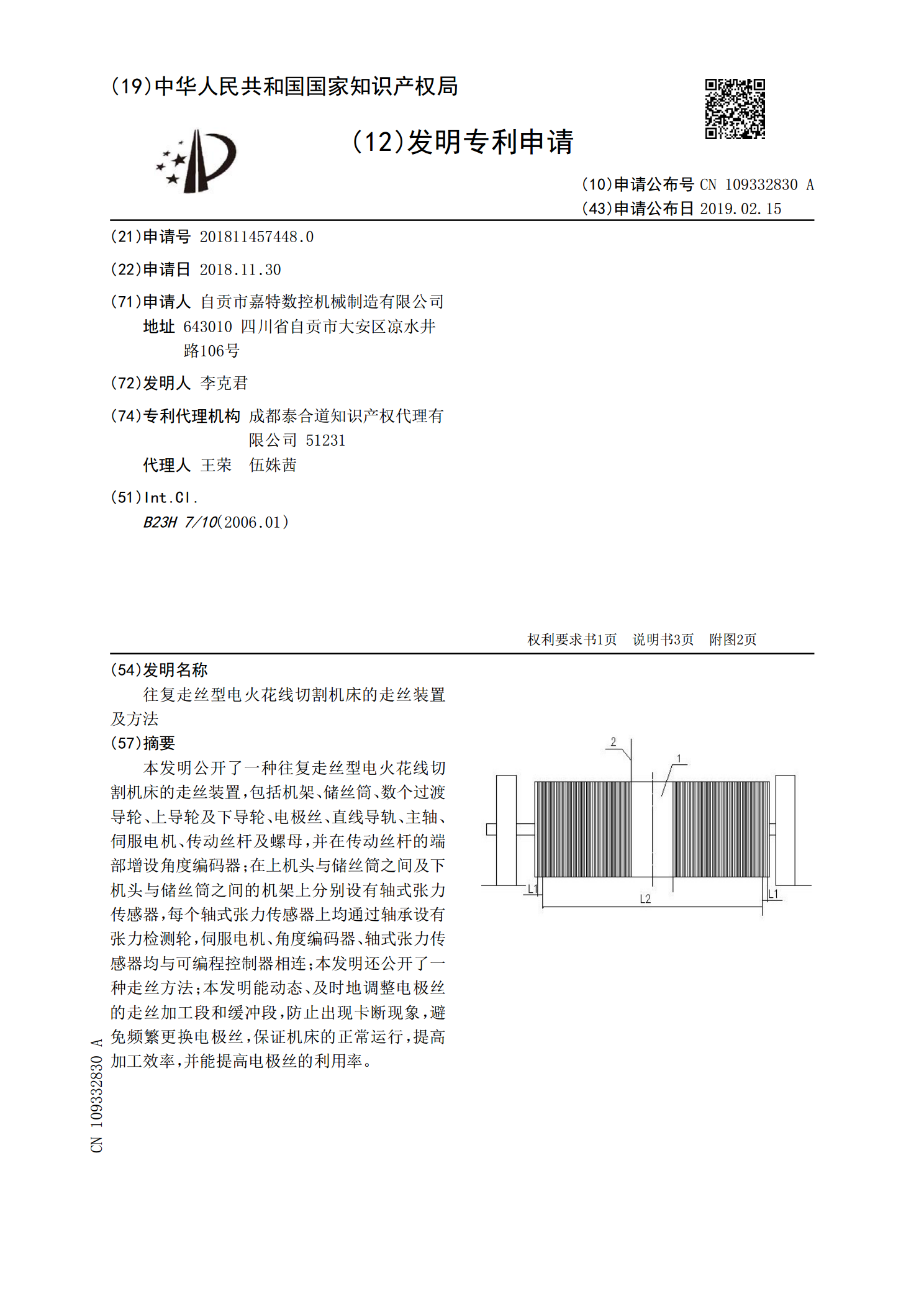
本发明公开了一种往复走丝型电火花线切割机床的走丝装置,包括机架、储丝筒、数个过渡导轮、上导轮及下导轮、电极丝、直线导轨、主轴、伺服电机、传动丝杆及螺母,并在传动丝杆的端部增设角度编码器;在上机头与储丝筒之间及下机头与储丝筒之间的机架上分别设有轴式张力传感器,每个轴式张力传感器上均通过轴承设有张力检测轮,伺服电机、角度编码器、轴式张力传感器均与可编程控制器相连;本发明还公开了一种走丝方法;本发明能动态、及时地调整电极丝的走丝加工段和缓冲段,防止出现卡断现象,避免频繁更换电极丝,保证机床的正常运行,提高加工效

电火花线切割中走丝双丝交换走丝系统.pdf
本发明公开了一种电火花线切割中走丝双丝交换走丝系统,包括高速往复走丝系统,高速往复走丝系统包括有卷丝筒,卷丝筒上卷绕的高速电极丝依次经过张力机构、第一过丝轮、上线架主导轮和下线架主导轮,最后回绕至卷丝筒;上、下线架主导轮之间设有工件加工区;还包括有低速单向走丝系统,低、高速往复走丝系统共用第一过丝轮、上线架主导轮和下线架主导轮;低速单向走丝系统包括低速走丝绕丝机构,低速绕丝走丝机构上卷绕的低速电极丝依次经过第二过丝轮、第一过丝轮、上、下线架主导轮、低速滚丝走丝机构后排出;低速滚丝走丝机构用于牵引低速电极丝
一种高速走丝电火花线切割机床压丝装置及压丝方法.pdf
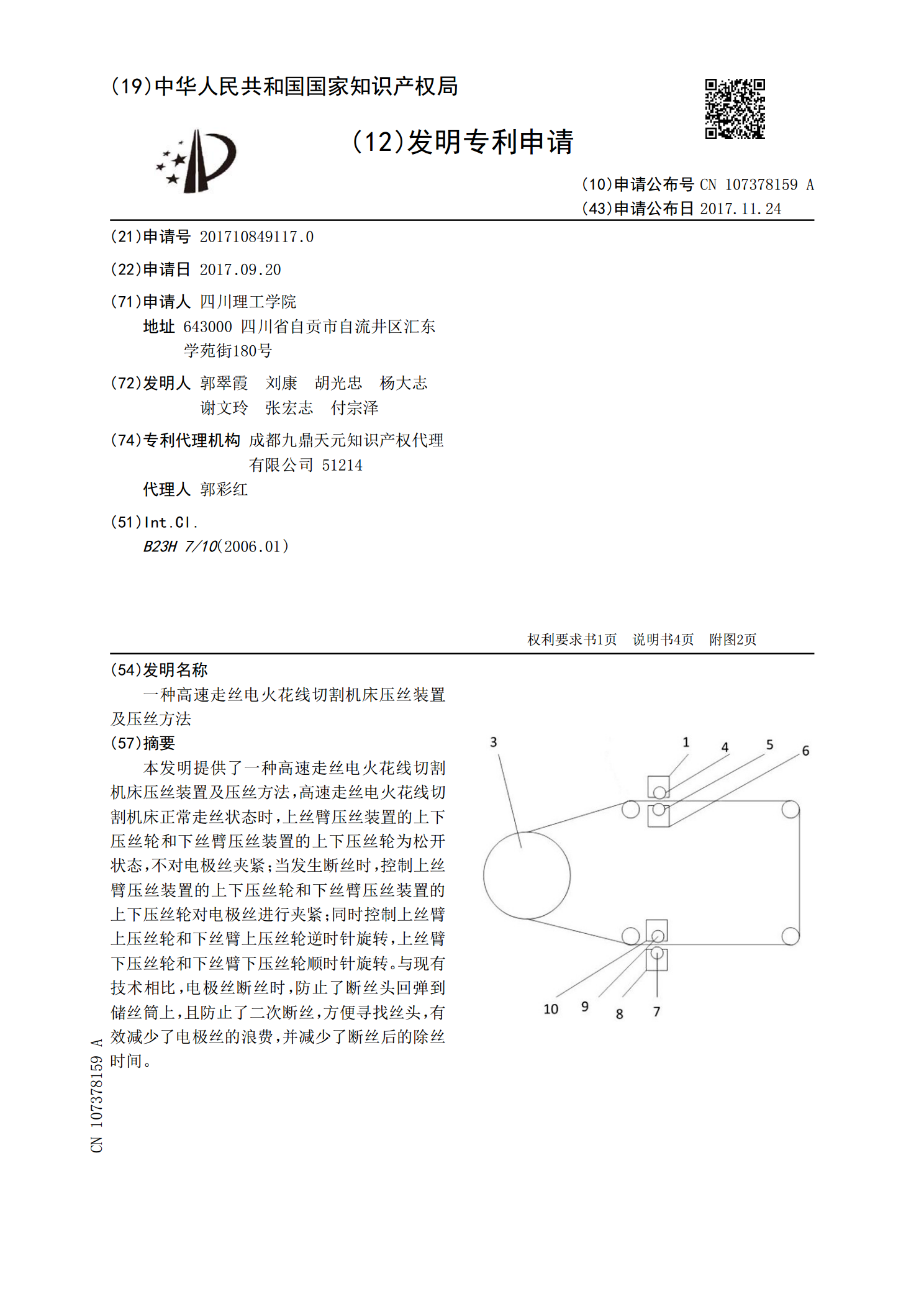
本发明提供了一种高速走丝电火花线切割机床压丝装置及压丝方法,高速走丝电火花线切割机床正常走丝状态时,上丝臂压丝装置的上下压丝轮和下丝臂压丝装置的上下压丝轮为松开状态,不对电极丝夹紧;当发生断丝时,控制上丝臂压丝装置的上下压丝轮和下丝臂压丝装置的上下压丝轮对电极丝进行夹紧;同时控制上丝臂上压丝轮和下丝臂上压丝轮逆时针旋转,上丝臂下压丝轮和下丝臂下压丝轮顺时针旋转。与现有技术相比,电极丝断丝时,防止了断丝头回弹到储丝筒上,且防止了二次断丝,方便寻找丝头,有效减少了电极丝的浪费,并减少了断丝后的除丝时间。

电火花线切割机床电极丝的控制装置及走丝方法.pdf
本发明公开了一种电火花线切割机床电极丝的控制装置,包括机架、储丝筒、数个过渡导轮、上导轮及下导轮、电极丝、张力调整装置等,并在传动丝杆的端部增设角度编码器;在上机头与储丝筒之间及下机头与储丝筒之间的机架上分别设有轴式张力传感器,每个轴式张力传感器上均通过轴承设有张力检测轮;本发明还公开了一种走丝方法;本发明能大幅提高加工精度,并在电极丝发生卡涩时能动态、及时地调整电极丝的走丝加工段和缓冲段,防止电极丝因损耗而出现卡断现象,避免频繁更换电极丝,保证机床的正常运行,提高加工效率和电极丝的利用率。