
电火花线切割机床电极丝的控制装置及走丝方法.pdf

宜欣****外呢

1/9
2/9

3/9
4/9

5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电火花线切割机床电极丝的控制装置及走丝方法.pdf
本发明公开了一种电火花线切割机床电极丝的控制装置,包括机架、储丝筒、数个过渡导轮、上导轮及下导轮、电极丝、张力调整装置等,并在传动丝杆的端部增设角度编码器;在上机头与储丝筒之间及下机头与储丝筒之间的机架上分别设有轴式张力传感器,每个轴式张力传感器上均通过轴承设有张力检测轮;本发明还公开了一种走丝方法;本发明能大幅提高加工精度,并在电极丝发生卡涩时能动态、及时地调整电极丝的走丝加工段和缓冲段,防止电极丝因损耗而出现卡断现象,避免频繁更换电极丝,保证机床的正常运行,提高加工效率和电极丝的利用率。
往复走丝型电火花线切割机床的走丝装置及方法.pdf
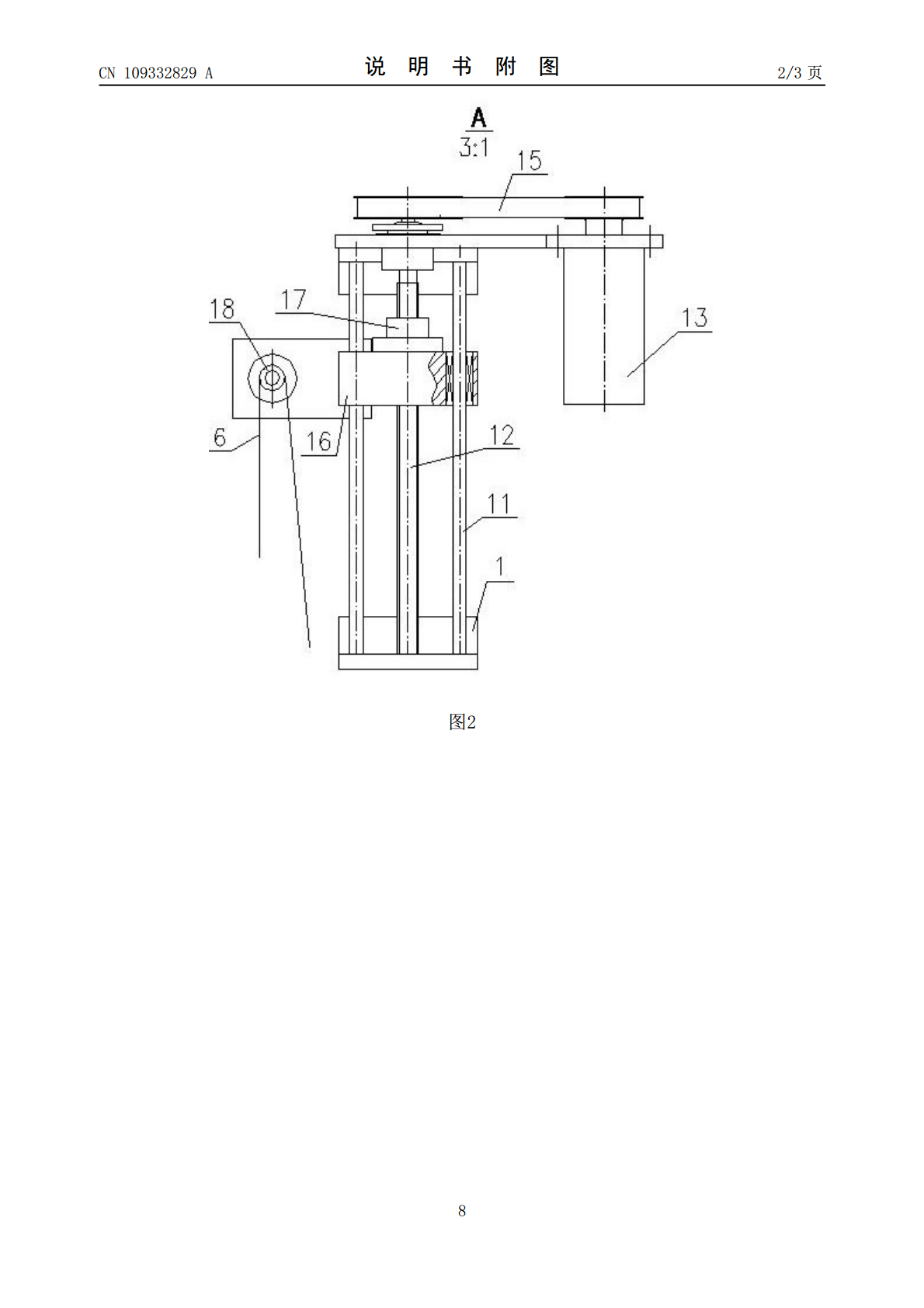
本发明公开了一种往复走丝型电火花线切割机床的走丝装置,包括机架、储丝筒、数个过渡导轮、上导轮及下导轮、电极丝、直线导轨、主轴、伺服电机、传动丝杆及螺母,并在传动丝杆的端部增设角度编码器;在上机头与储丝筒之间及下机头与储丝筒之间的机架上分别设有轴式张力传感器,每个轴式张力传感器上均通过轴承设有张力检测轮,伺服电机、角度编码器、轴式张力传感器均与可编程控制器相连;本发明还公开了一种走丝方法;本发明能动态、及时地调整电极丝的走丝加工段和缓冲段,防止出现卡断现象,避免频繁更换电极丝,保证机床的正常运行,提高加工效

数控电火花快速走丝线切割机床的电极丝走丝机构.pdf
一种数控电火花快速走丝线切割机床的电极丝走丝机构,其包括轴心线相平行的滚丝筒、上导轮以及下导轮,电极丝绕在滚丝筒、上导轮和下导轮上并在滚丝筒的带动下移动,该走丝机构还包括一可沿滚丝筒的径向移动的支承部件,滚丝筒转动连接于该支承部件。电极丝在滚丝筒的带动下移动,经过上导轮和下导轮后收到滚丝筒上,在电极丝运行过程中发生松弛现象时,支承部件可以沿滚丝筒的径向移动,带动滚丝筒向远离上导轮和下导轮的方向移动,从而将电极丝再次张紧,使其保持恒张力,由于走丝机构的上半部和下半部部件均等,因而电极丝在正向运动和反向运动时

往复走丝电火花线切割机床电极丝恒张力装置性能研究.docx
往复走丝电火花线切割机床电极丝恒张力装置性能研究电火花线切割机床是一种广泛应用于金属加工领域的机械设备,其工作原理是利用电火花放电的高温高能量进行切割。而电极丝的恒张力装置更是保证了电火花线切割机床正常工作的重要部件。本论文旨在探讨电火花线切割机床电极丝恒张力装置的性能,以期提高机床的加工精度和稳定性。一、电火花线切割机床的工作原理及应用电火花线切割机床是一种通过电火花放电进行金属切割的机床。它是以金属工件为阳极、电极丝为阴极,在介质油中施加高压电源,产生电火花放电,通过不断冲击熔化金属,从而实现金属切割

往复走丝电火花线切割机床电极丝振动控制研究的中期报告.docx
往复走丝电火花线切割机床电极丝振动控制研究的中期报告1.研究背景往复走丝电火花线切割机床是一种非常常见的精密加工设备,其工作原理是利用放电放出的热量熔化并蒸发工件表面附着的材料,从而实现工件切割和加工。电极丝是往复走丝电火花线切割机床中比较重要的部件,其质量和振动状态直接影响着加工效果和工件质量。因此,电极丝振动控制是往复走丝电火花线切割机床研究中一个重要的研究方向。2.研究目的本报告旨在研究往复走丝电火花线切割机床中电极丝振动控制,以提高切割、加工精度和工件质量。3.研究方法本研究采用综合分析与实验研究