
一种内高压成型模内同步冲孔装置.pdf

斌斌****公主


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种内高压成型模内同步冲孔装置.pdf
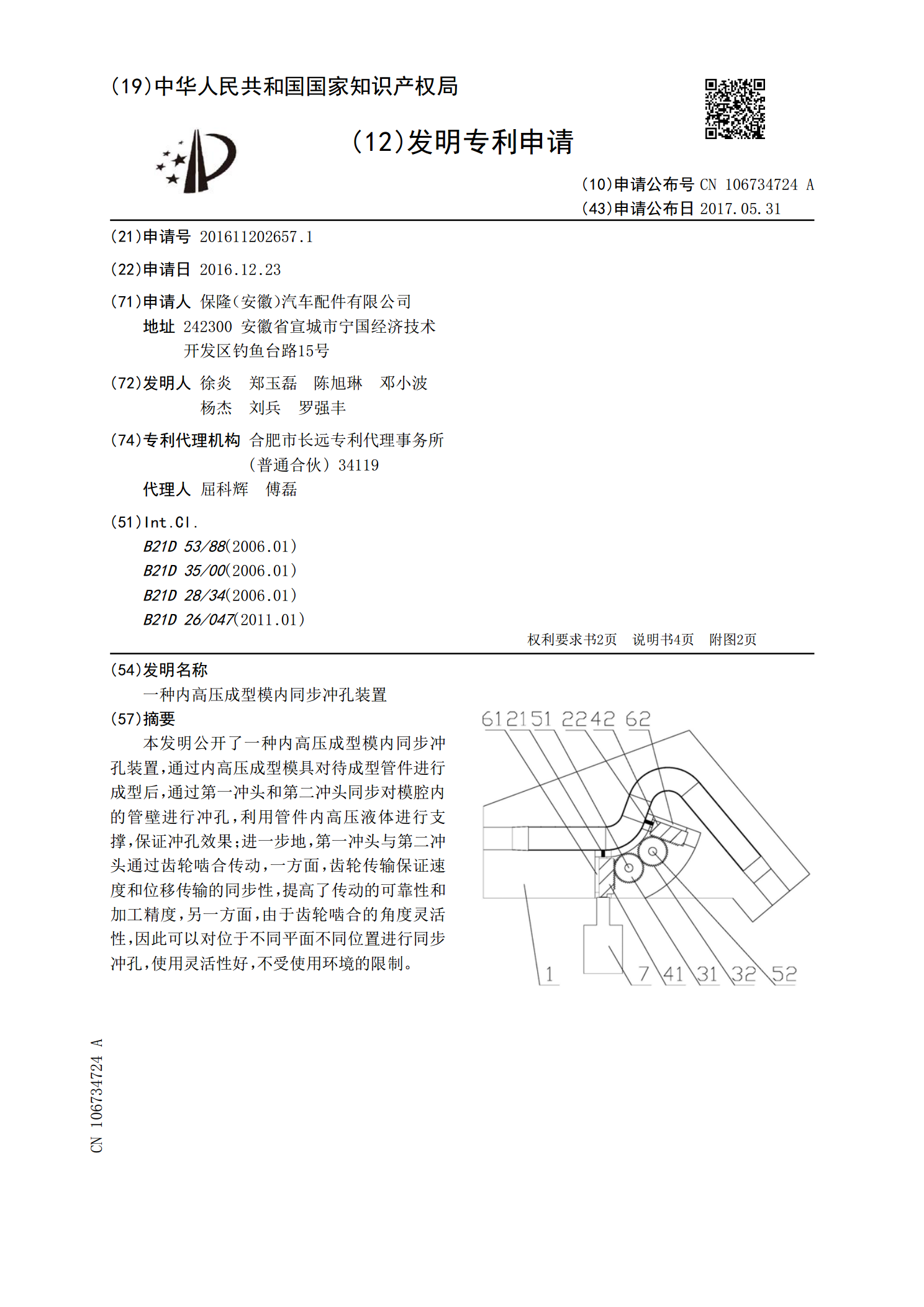
本发明公开了一种内高压成型模内同步冲孔装置,通过内高压成型模具对待成型管件进行成型后,通过第一冲头和第二冲头同步对模腔内的管壁进行冲孔,利用管件内高压液体进行支撑,保证冲孔效果;进一步地,第一冲头与第二冲头通过齿轮啮合传动,一方面,齿轮传输保证速度和位移传输的同步性,提高了传动的可靠性和加工精度,另一方面,由于齿轮啮合的角度灵活性,因此可以对位于不同平面不同位置进行同步冲孔,使用灵活性好,不受使用环境的限制。

一种热成型模模内冲孔装置.pdf
本发明公开了一种热成型模模内冲孔装置,旨在提供一种具有在热成型模具内冲压小于直径12mm的小孔不易折断的装置,其技术方案要点是,所述凹模套上朝向冲头的一端开有第一凹槽,或在压料板上朝向凹模套的一侧设有第二凹槽,或在凹模套和压料板上同时开有第一凹槽和第二凹槽。现有的热成型模具在冲孔时,模具和制件接触时,由于初始时模具温度低,接触后热成型零件快速冷却,制件强度快速上升,冲头易折断,现通过压料版与凹模套之间设置的第一凹槽或第二凹槽,或同时设置第一凹槽与第二凹槽,使其空出一个空间,使模具与零件接触时空开距离,解决

一种内高压成型模具.pdf
本发明公开了一种内高压成型模具,包括上垫板、下垫板、第一上型腔和第一下型腔,所述上垫板位于下垫板的正上方,并且第一上型腔的顶部与上垫板底部的右侧固定连接,本发明涉及成型模具技术领域。该内高压成型模具,通过上垫板底部的左侧固定连接有第二上型腔,并且下垫板顶部的左侧固定连接有固定板,固定板的顶部固定连接有第二下型腔,利用第二上型腔与第二下型腔之间的配合,并对第二上型腔与第二下型腔之间的管道两端进行堵住,在堵住的同时对管道内部进行高压注水使管件膨胀,通过上下型腔及凸模形成的模型,使管件成型,对于复杂型面管件,成

内高压制件同步液压冲孔原理及应用.docx
内高压制件同步液压冲孔原理及应用内高压制件同步液压冲孔原理及应用一、背景介绍近年来,随着制造业的快速发展,对于生产效率的要求也越来越高。冲孔作为一种重要的制造方法,被广泛应用于金属零部件的生产中。内高压制件同步液压冲孔技术是一种高效、快速、节能的冲孔模式,受到了越来越多的关注。本文将围绕着该技术的原理和应用进行介绍。二、内高压制件同步液压冲孔的原理内高压制件同步液压冲孔技术的核心是采用集成化的电液控制系统,控制多个液压油缸同时工作,使得多个冲头同时进行冲孔。该技术主要包括以下几个方面的工艺。1.液压系统:
汽车构件内冲孔装置.pdf
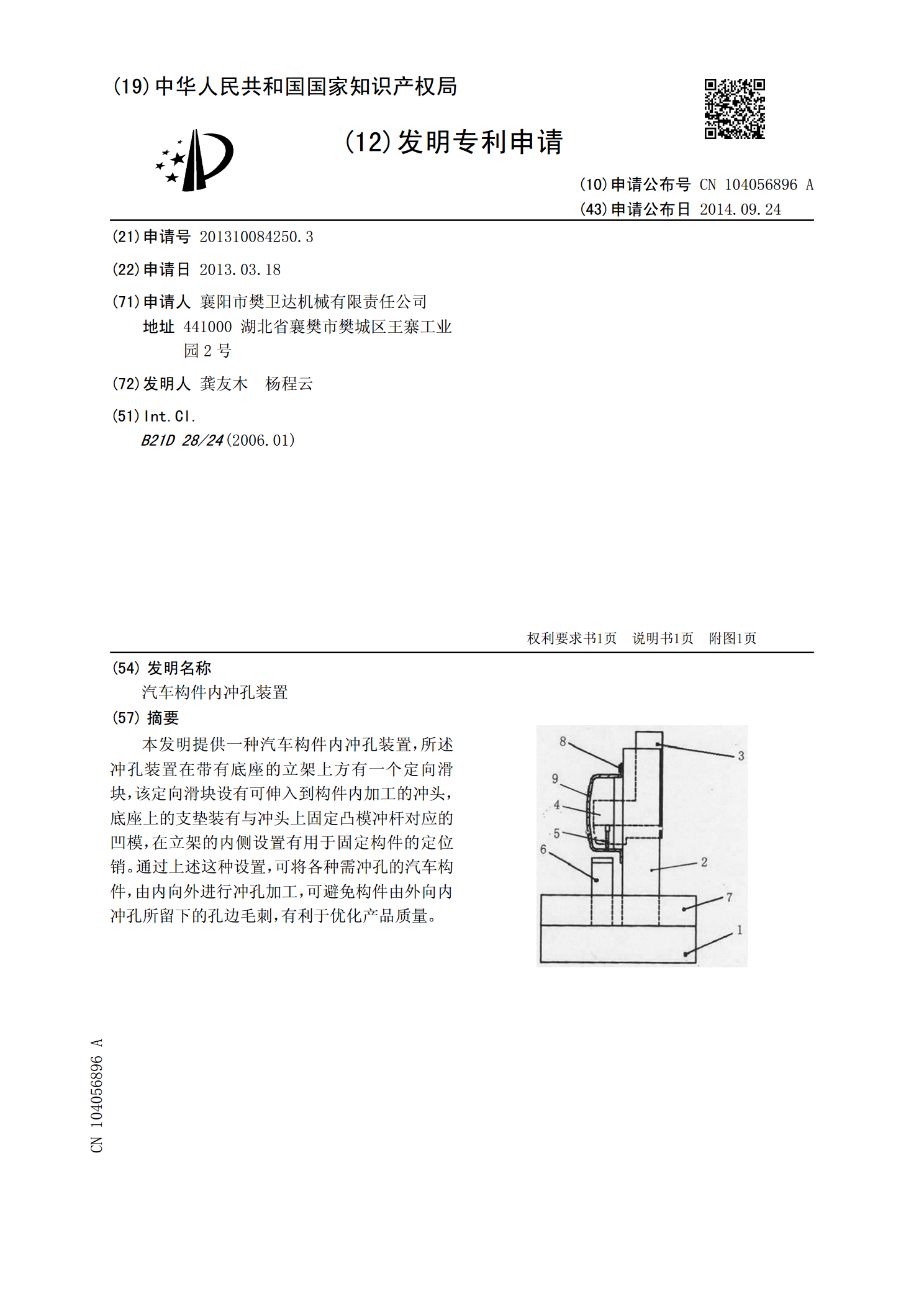
本发明提供一种汽车构件内冲孔装置,所述冲孔装置在带有底座的立架上方有一个定向滑块,该定向滑块设有可伸入到构件内加工的冲头,底座上的支垫装有与冲头上固定凸模冲杆对应的凹模,在立架的内侧设置有用于固定构件的定位销。通过上述这种设置,可将各种需冲孔的汽车构件,由内向外进行冲孔加工,可避免构件由外向内冲孔所留下的孔边毛刺,有利于优化产品质量。