
制作箱包的复合面料及其加工工艺.pdf

睿达****的的


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
制作箱包的复合面料及其加工工艺.pdf
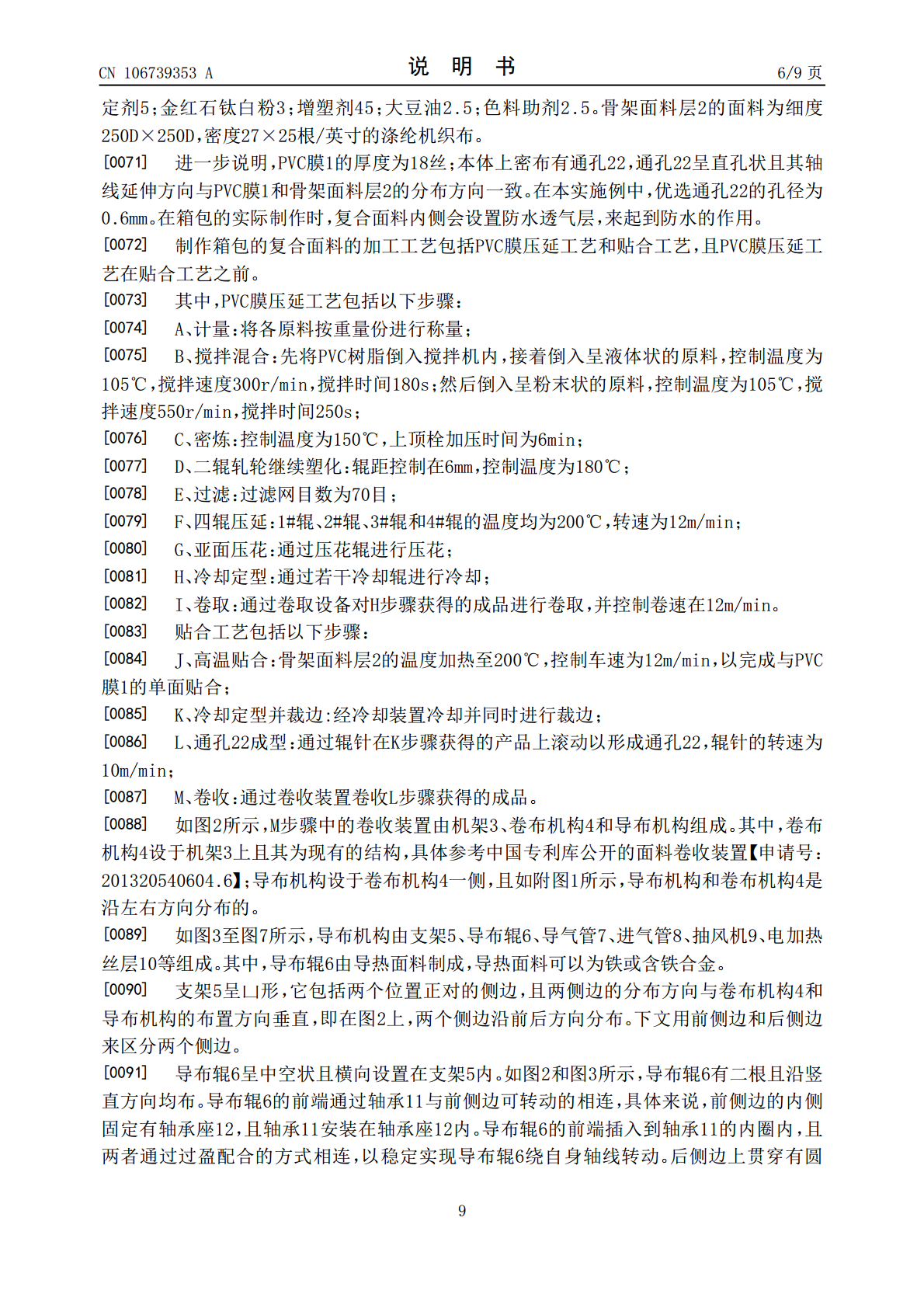
本发明提供了一种制作箱包的复合面料及其加工工艺,属于轻工纺织领域。它解决了现有的面料透气效果不佳的问题。本制作箱包的复合面料包括由PVC膜和骨架面料层贴合而成的本体,本体上密布有通孔,通孔呈直孔状且其轴线延伸方向与PVC膜和骨架面料层的分布方向一致,通孔的孔径为0.6mm~1.8mm;加工工艺由PVC膜压延工艺和贴合工艺组成,其中,PVC膜压延工艺包括以下步骤:A、计量;B、搅拌混合;C、密炼;D、二辊轧轮继续塑化;E、过滤;F、四辊压延;G、亚面压花;H、冷却定型;I、卷取;贴合工艺包括以下步骤:J、高
环保型双面复合箱包面料的加工工艺.pdf
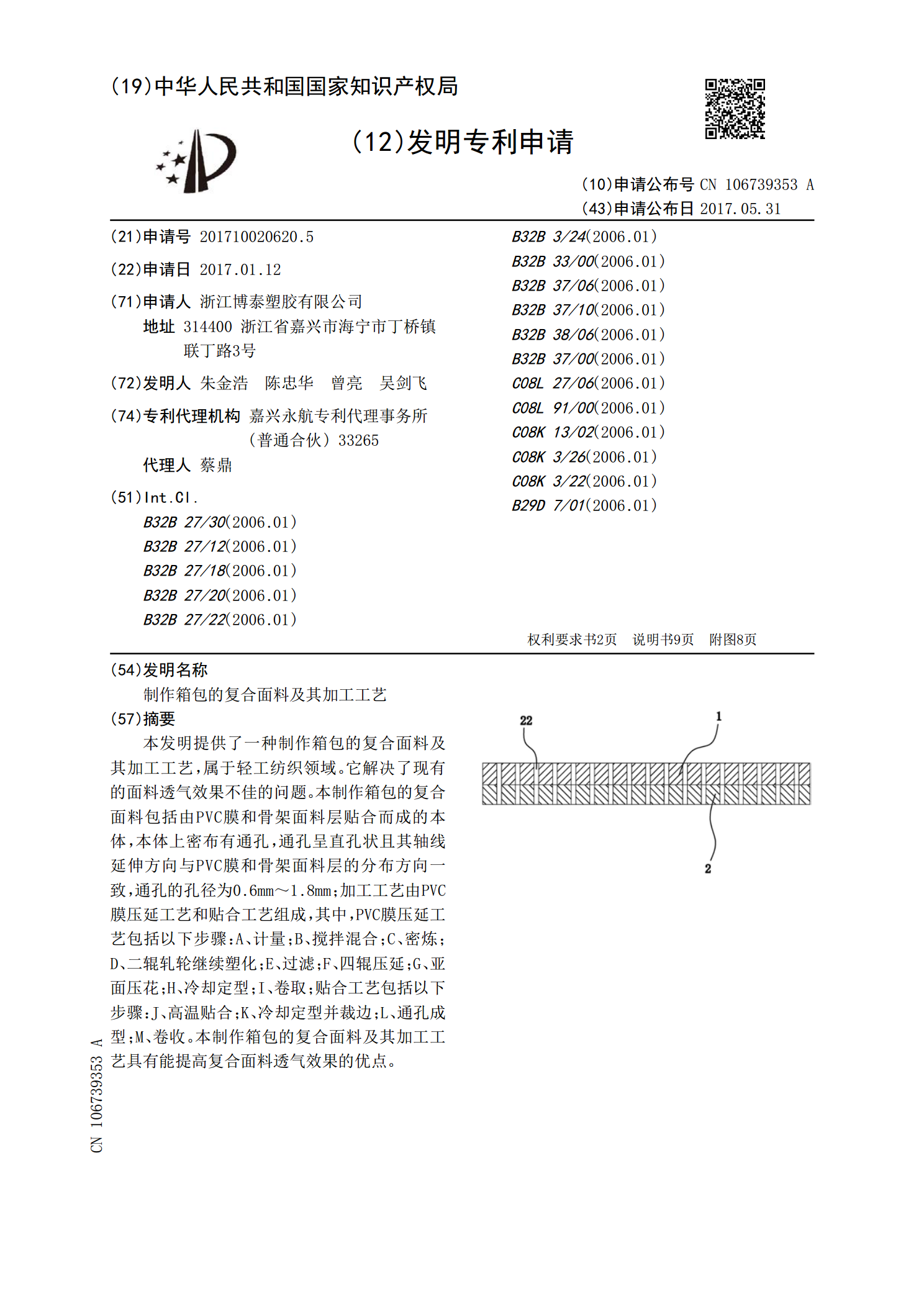
本发明涉及箱包技术领域,且公开了一种环保型双面复合箱包面料的加工工艺,包括复合机,所述复合机内部固定安装有输送带,所述输送带的顶部设置有吸尘罩,所述复合机的顶部固定连接有箱体,所述箱体的内部设置有除尘机构,所述箱体的一侧活动连接有箱门。该环保型双面复合箱包面料的加工工艺,解决了复合机在对环保型双面复合箱包面料进行复合前,通常缺少对面料进行除尘的功能,面料上存在灰尘会影响复合的效果,同时环保型双面复合箱包面料在通过复合机进行复合时,会产生部分有害气体,使用者大量吸入会影响身体健康,同时复合机也缺少对这些有害

一种箱包面料生产加工工艺.pdf
本发明涉及一种箱包面料生产加工工艺,包括导向装置与染色装置,所述导向装置上端面固定安装有染色装置,本发明通过导向装置对面料进行导向运输,对其进行张紧铺平,从而使面料与助染剂以及染剂完全接触,通过导向装置与染色装置相配合,使面料与助染剂完全接触并被浸湿后,再对面料上的助染剂进行挤压,使面料上多余的助染剂与面料分离,以防止影响面料的染色处理,且防止对助染剂造成浪费,同时防止面料在运动的过程中,多余的助染剂和染剂与设备上的零件接触从而产生腐蚀。

一种新型复合面料,及其制作工艺.pdf
本发明属于纺织面料技术领域,尤其涉及一种新型复合面料,及其制作工艺。本发明通过贴身面料由内及外依次为吸脂杀菌层、内侧混纺层、粘结缝制层、外侧混纺层以及空气抑菌层的方式,达到面料内外两侧针对性杀菌抑菌的效果。本发明具有复合面料内外侧针对性杀菌效果好,内侧针对性杀灭绿脓杆菌、外侧针对性杀灭脑膜炎球菌和结核杆菌,内侧吸收油脂后易透过排出,两层式混纺布料牢固,粘结缝制组合的连接方式透气性好、方便油脂排出,以及复合面料整体制作工艺简单有效的优点。

一种箱包加工用复合面料贴合装置.pdf
本发明公开了一种箱包加工用复合面料贴合装置,包括工作台和一号放料辊,工作台顶部的一侧通过支撑板转动安装有一号放料辊,一号放料辊上方的支撑板上转动安装有二号放料辊,一号放料辊一侧的工作台顶部固定安装有支撑架,支撑架相对的两侧设置有通口,面料由通口贯穿支撑架,支撑架上设有贴合预处理机构,支撑架远离一号放料辊一侧的工作台顶部通过支架安装有可调贴合机构,可调贴合机构远离支撑架一侧的工作台顶部通过支撑板转动安装有贴合收料辊,有益效果:贴合间距灵活调节,适用不同厚度面料贴合复合,贴合面除尘清理,降低材料浪费、成本,保