
一种旋压加工动平衡车轮的方法.pdf

一吃****书竹


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种旋压加工动平衡车轮的方法.pdf
本发明公开了一种旋压加工动平衡车轮的方法,主要包括以下步骤:加工出凹形结构的步骤、填入动平衡配重物的步骤、进行粗旋压加工、进行精旋压加工、去除步骤四精旋加工后车轮外边缘的外凸耳和车轮定位中心孔处的内凸耳。本发明的加工方法在加工过程中解决了成品车轮的动平衡问题,不需要在后期使用中进行动平衡的调较,节约了产品的使用成本;成品车轮为一体旋压制成,无需进行焊接,结构强度高,可靠性更高。

改进的铝车轮旋压加工方法.pdf
本发明公开了一种改进的铝车轮旋压加工方法。本发明通过改变车轮毛坯与模具的定位方式和压料方式,取消轮辐背腔预机加、采用铸面封层定位,较好地解决了车轮与模具的配合问题,改善了现有技术中车轮定位精度不高,轮辐变形,生产效率较低的技术难题,提高了旋压工艺的稳定性。
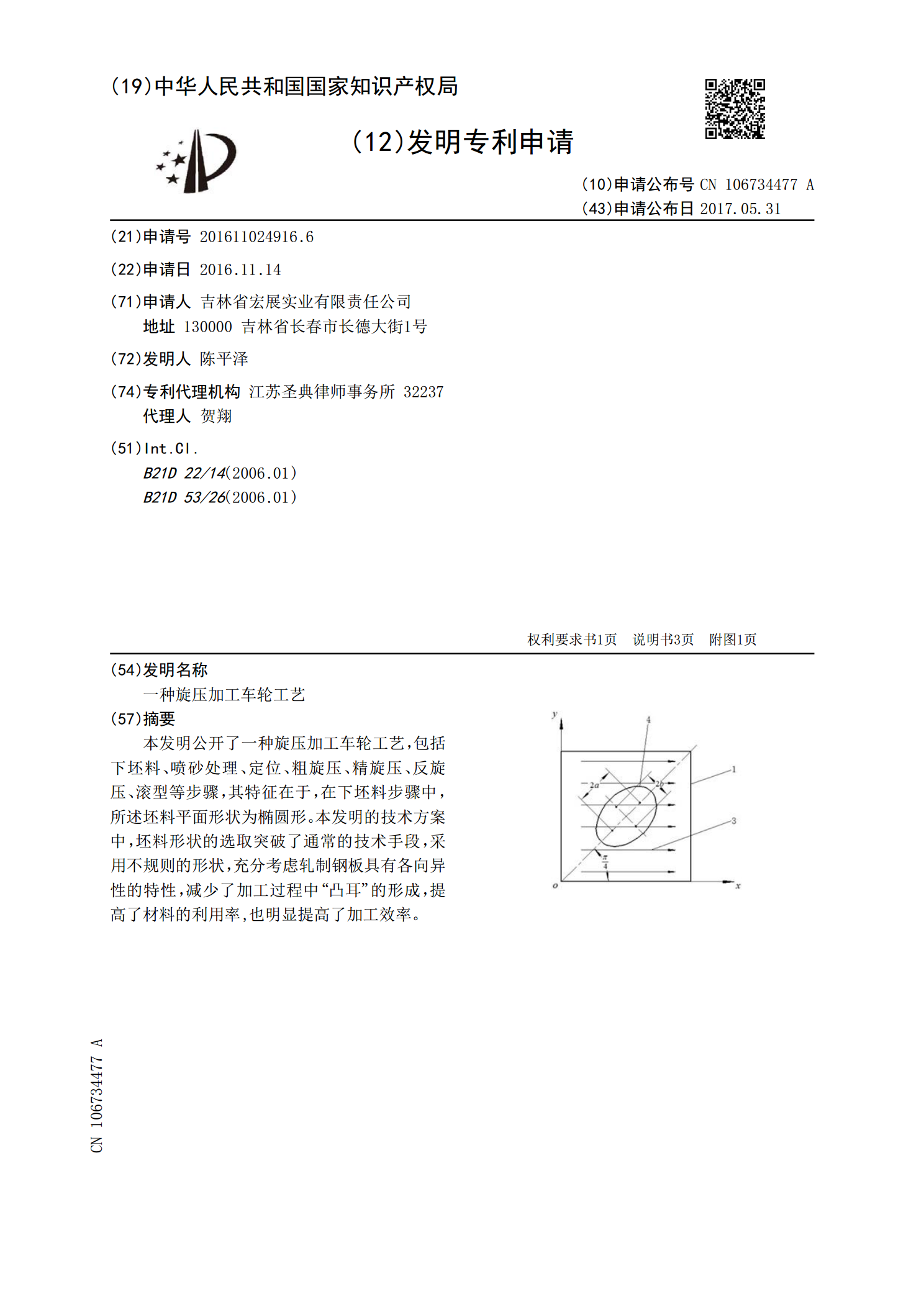
一种旋压加工车轮工艺.pdf
本发明公开了一种旋压加工车轮工艺,包括下坯料、喷砂处理、定位、粗旋压、精旋压、反旋压、滚型等步骤,其特征在于,在下坯料步骤中,所述坯料平面形状为椭圆形。本发明的技术方案中,坯料形状的选取突破了通常的技术手段,采用不规则的形状,充分考虑轧制钢板具有各向异性的特性,减少了加工过程中“凸耳”的形成,提高了材料的利用率,也明显提高了加工效率。

一种重力铸造旋压车轮生产方法.pdf
本发明属于轮毂制造设备技术领域,涉及一种重力铸造旋压车轮生产方法,包括以下步骤:A:熔炼,把原材料铝锭加一定比例的回炉料熔化;B:铝水通过自身重力充满模具型腔,完成重力铸造;C:表面预加工至设定尺寸;D:对重力毛坯进行旋压铸造;E:热处理,对旋压后毛坯进行热处理;F:对毛坯进行机械加工;G:表面处理,产品表面进行涂装或电镀处理;H:对成品进行机械性能测试。本发明所述的重力铸造旋压车轮生产方法,能够综合重力铸造和旋压铸造产品的优点,优化冷却管路,提高重力铸造充型速度和冷却效率,保证产品轮辐强度,减少生产时间
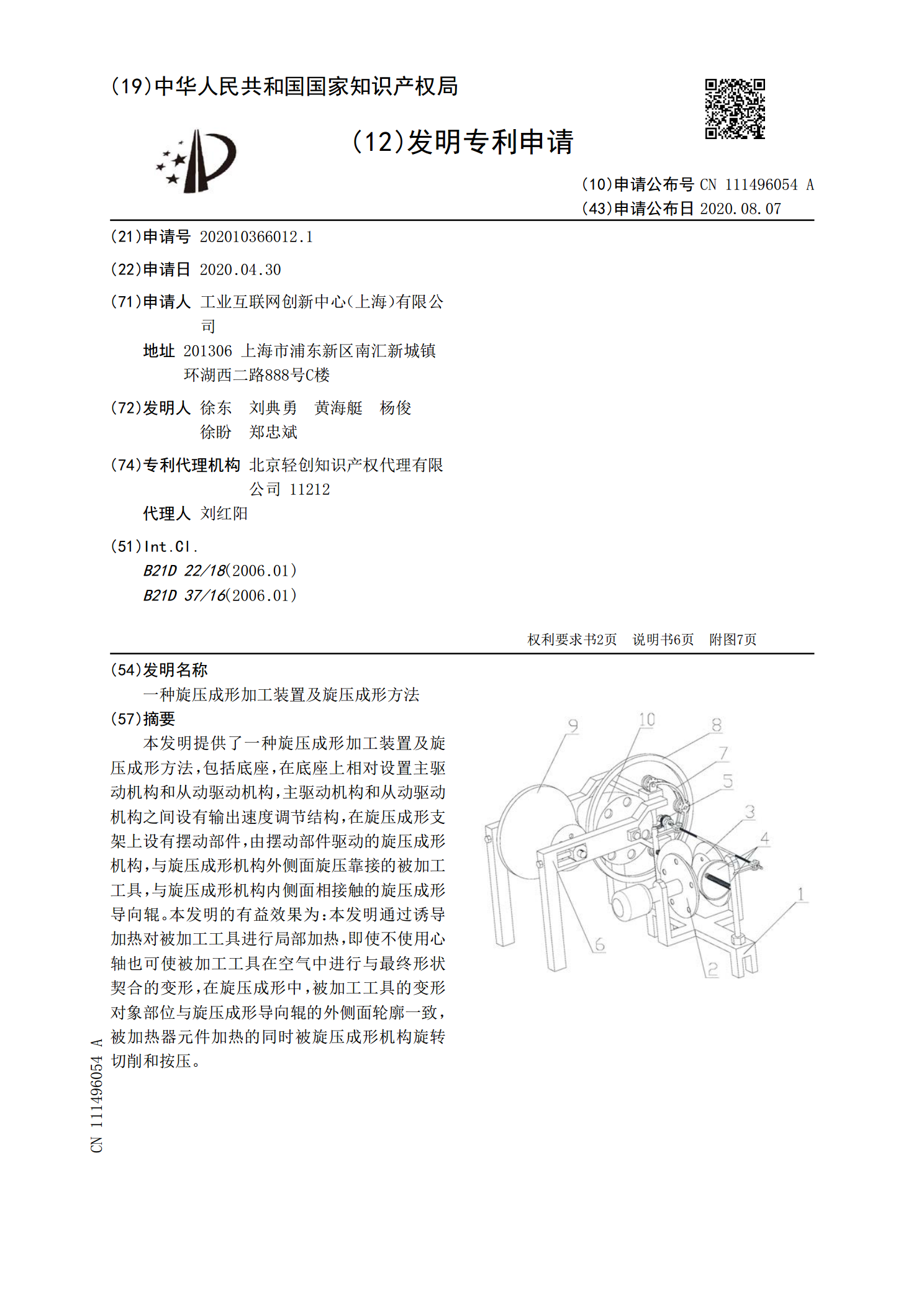
一种旋压成形加工装置及旋压成形方法.pdf
本发明提供了一种旋压成形加工装置及旋压成形方法,包括底座,在底座上相对设置主驱动机构和从动驱动机构,主驱动机构和从动驱动机构之间设有输出速度调节结构,在旋压成形支架上设有摆动部件,由摆动部件驱动的旋压成形机构,与旋压成形机构外侧面旋压靠接的被加工工具,与旋压成形机构内侧面相接触的旋压成形导向辊。本发明的有益效果为:本发明通过诱导加热对被加工工具进行局部加热,即使不使用心轴也可使被加工工具在空气中进行与最终形状契合的变形,在旋压成形中,被加工工具的变形对象部位与旋压成形导向辊的外侧面轮廓一致,被加热器元件加