
一种立式水轮机组轴系调整的方法.pdf

小忆****ng

1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
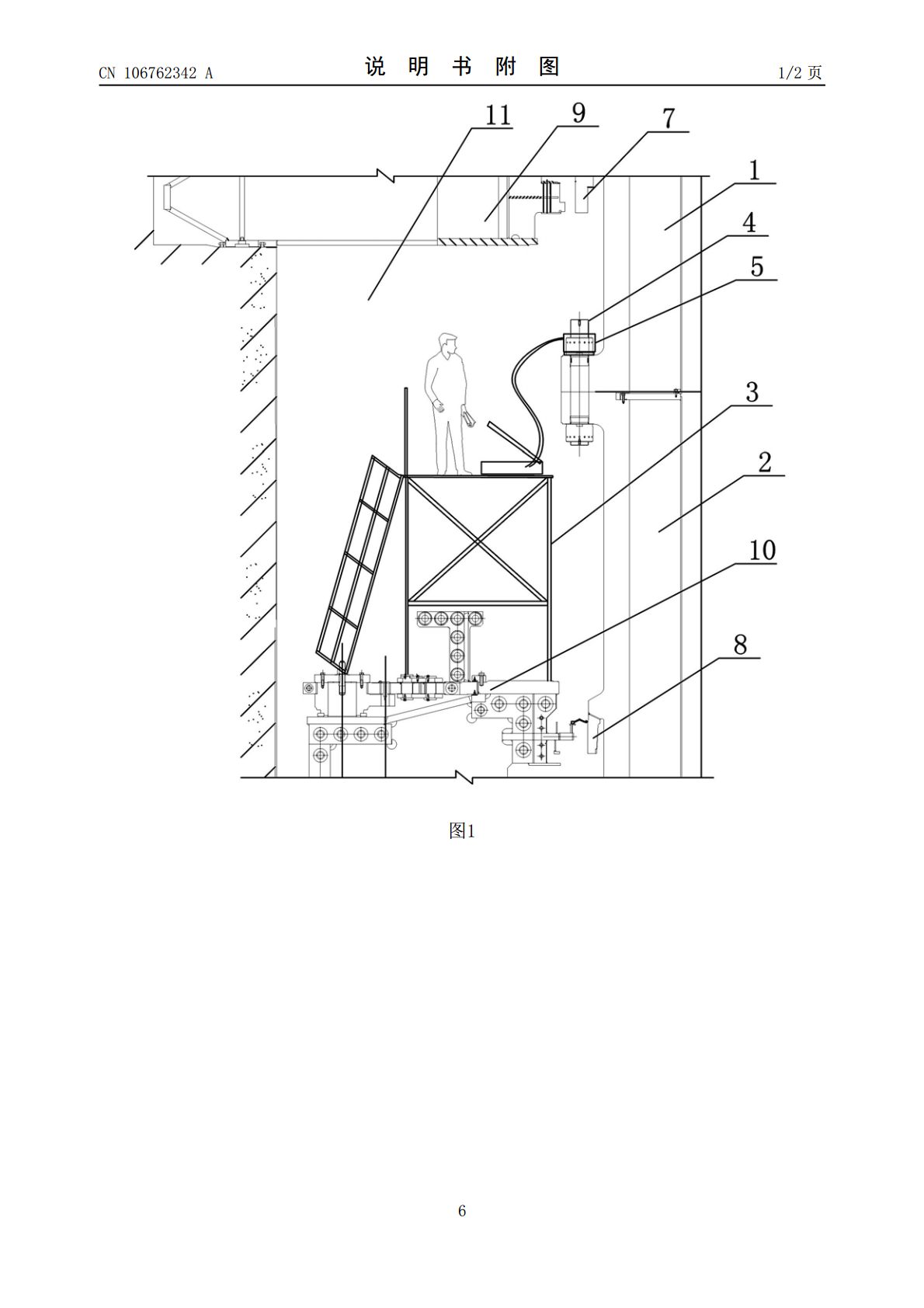
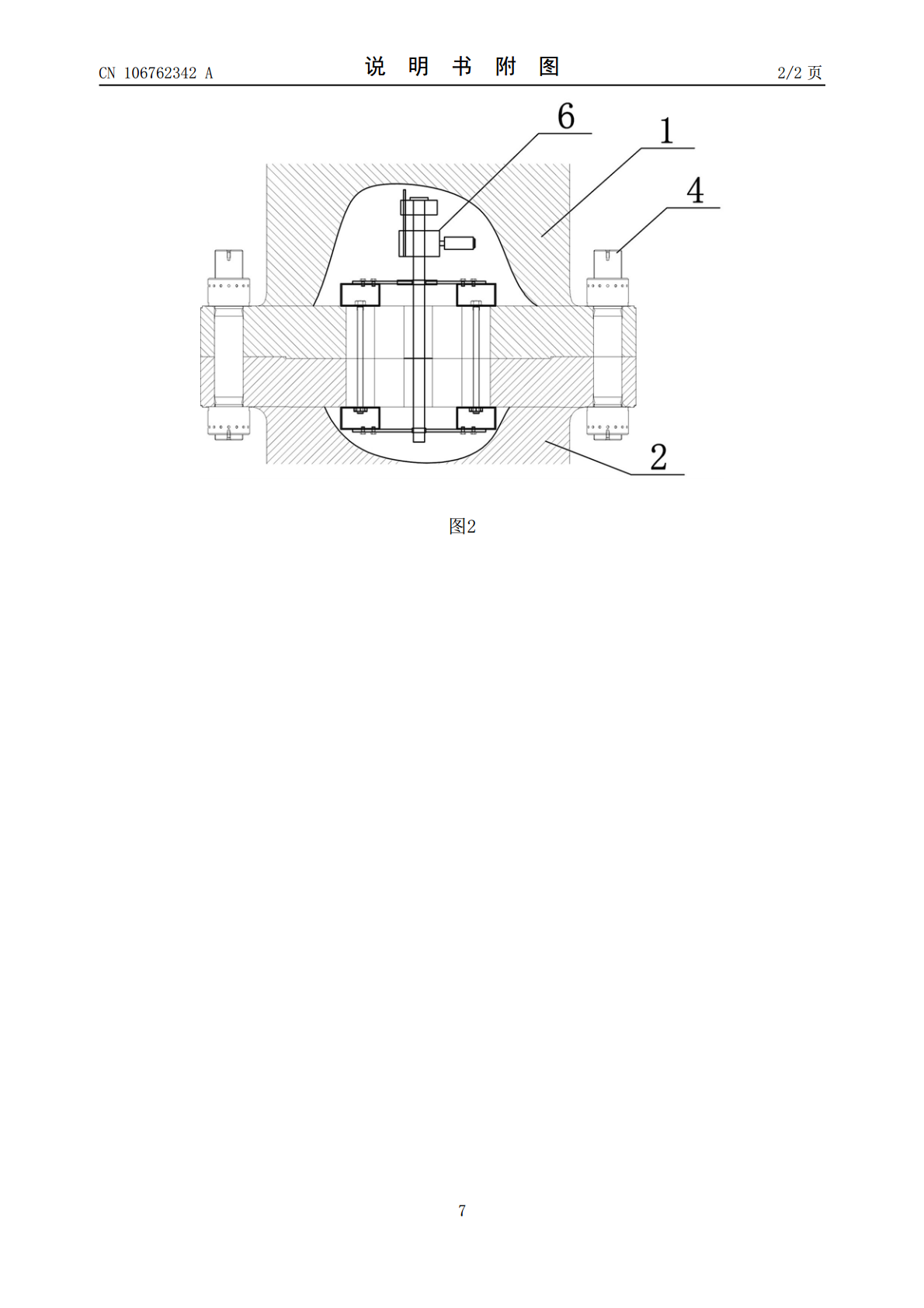
一种立式水轮机组轴系调整的方法.pdf
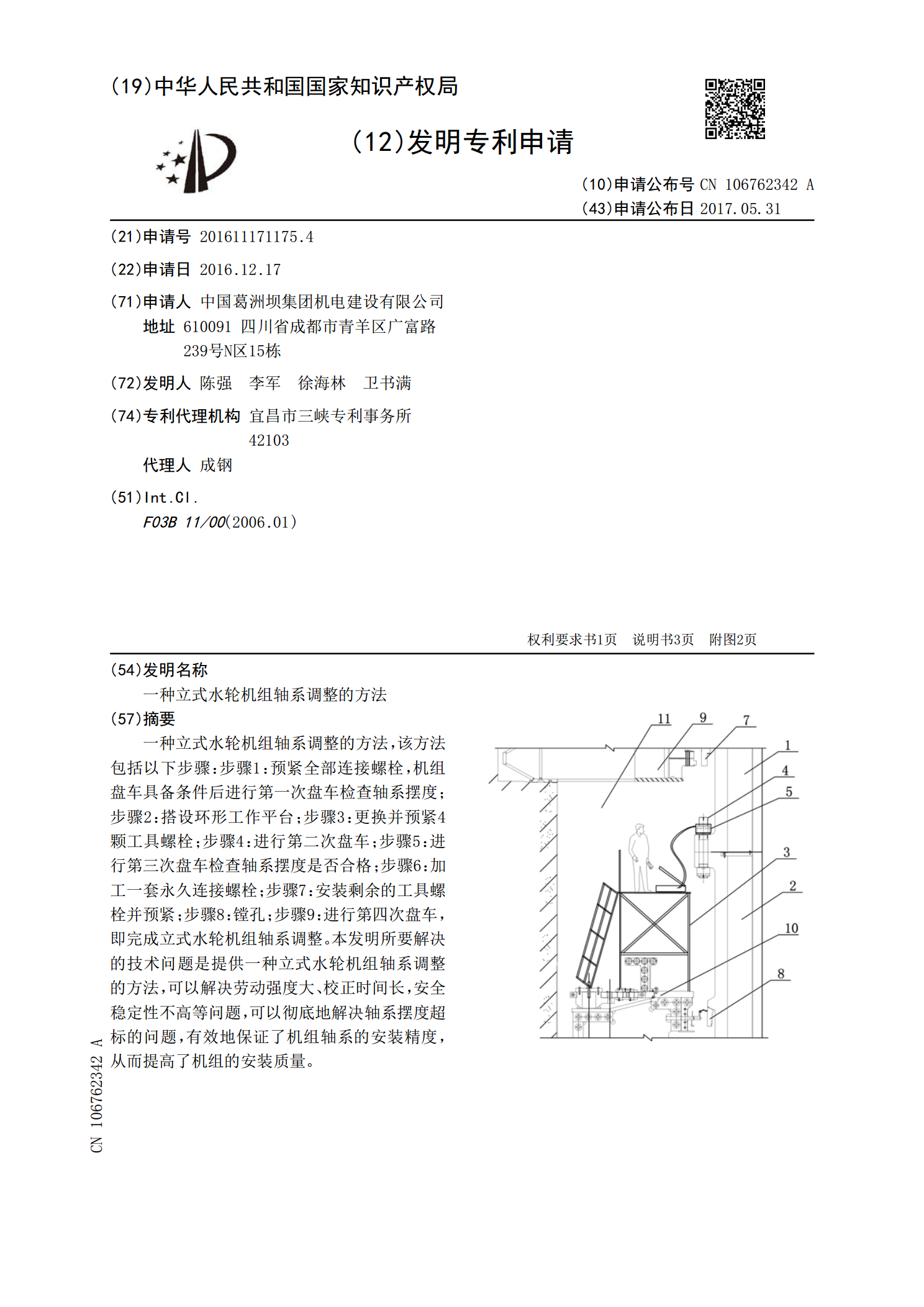
一种立式水轮机组轴系调整的方法,该方法包括以下步骤:步骤1:预紧全部连接螺栓,机组盘车具备条件后进行第一次盘车检查轴系摆度;步骤2:搭设环形工作平台;步骤3:更换并预紧4颗工具螺栓;步骤4:进行第二次盘车;步骤5:进行第三次盘车检查轴系摆度是否合格;步骤6:加工一套永久连接螺栓;步骤7:安装剩余的工具螺栓并预紧;步骤8:镗孔;步骤9:进行第四次盘车,即完成立式水轮机组轴系调整。本发明所要解决的技术问题是提供一种立式水轮机组轴系调整的方法,可以解决劳动强度大、校正时间长,安全稳定性不高等问题,可以彻底地解决
一种混流式水轮发电机组轴系调整方法及系统.pdf
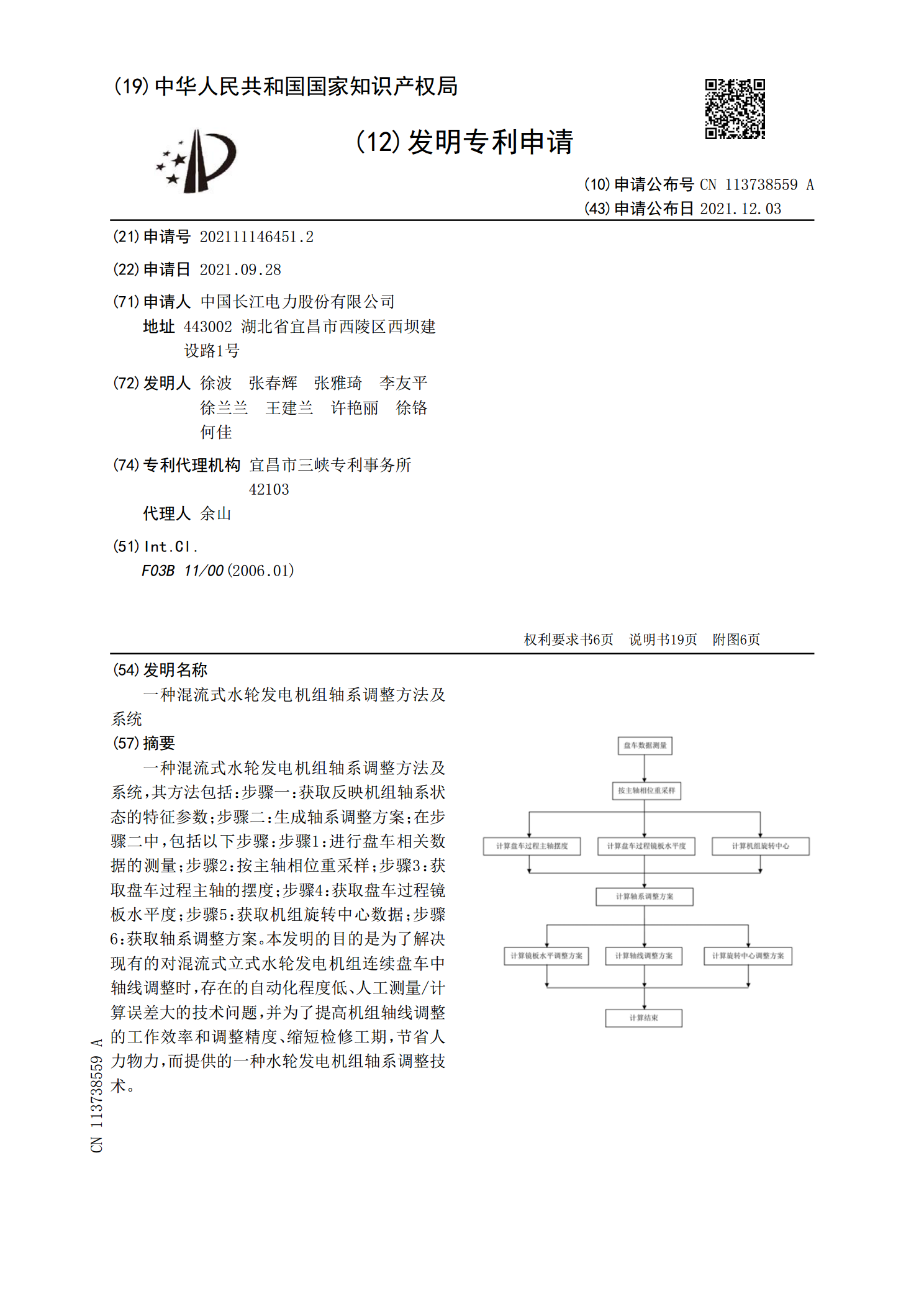
一种混流式水轮发电机组轴系调整方法及系统,其方法包括:步骤一:获取反映机组轴系状态的特征参数;步骤二:生成轴系调整方案;在步骤二中,包括以下步骤:步骤1:进行盘车相关数据的测量;步骤2:按主轴相位重采样;步骤3:获取盘车过程主轴的摆度;步骤4:获取盘车过程镜板水平度;步骤5:获取机组旋转中心数据;步骤6:获取轴系调整方案。本发明的目的是为了解决现有的对混流式立式水轮发电机组连续盘车中轴线调整时,存在的自动化程度低、人工测量/计算误差大的技术问题,并为了提高机组轴线调整的工作效率和调整精度、缩短检修工期,节
一种立式水泵机组轴系振动参数的试验计算方法.pdf
本发明涉及一种立式水泵机组轴系振动参数的试验计算方法,属于水泵、泵站运行稳定性分析和转子动力学技术领域。利用无水启动试验工况下水泵转轮附加外力近似为零、电动机转子附加外力在额定角速度时近似为零两个处理技术,建立了轴系振动特征的提取计算方法,具体包含以下步骤:步骤一:利用摆度测点数据计算电动机转子和水泵转轮摆度;步骤二:计算水泵转轮固有频率、阻尼比和质量偏心;步骤三、计算电动机转子固有频率、阻尼比和质量偏心。本方法为研究水泵机组运行稳定性,以及水泵机组振动特性和振动特征分析提供一种便捷的计算方法和手段。同时
一种轴流转桨式水轮发电机组轴系调整方法及系统.pdf
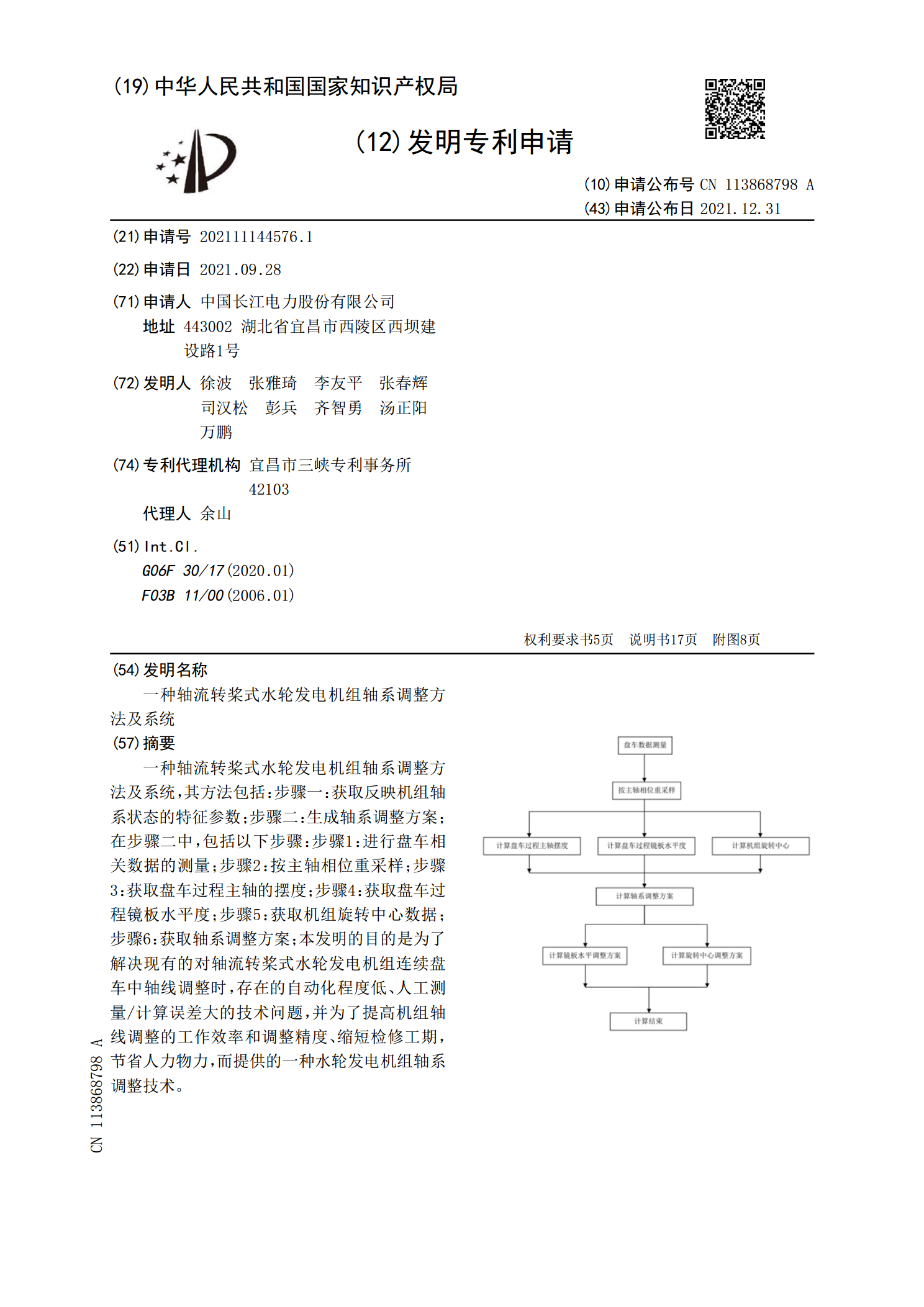
一种轴流转桨式水轮发电机组轴系调整方法及系统,其方法包括:步骤一:获取反映机组轴系状态的特征参数;步骤二:生成轴系调整方案;在步骤二中,包括以下步骤:步骤1:进行盘车相关数据的测量;步骤2:按主轴相位重采样;步骤3:获取盘车过程主轴的摆度;步骤4:获取盘车过程镜板水平度;步骤5:获取机组旋转中心数据;步骤6:获取轴系调整方案;本发明的目的是为了解决现有的对轴流转桨式水轮发电机组连续盘车中轴线调整时,存在的自动化程度低、人工测量/计算误差大的技术问题,并为了提高机组轴线调整的工作效率和调整精度、缩短检修工期
一种建立立式水泵机组轴系轨迹的轴系振动摆度解析表达式的方法.pdf
本发明涉及一种建立立式水泵机组轴系轨迹的轴系振动摆度解析表达式的方法,属于水轮发电机组技术领域。该建立立式水泵机组轴系轨迹的轴系振动摆度解析表达式的方法,将作用于电动机转子和水泵转轮的附加外力转化为简谐激励函数,通过定义电动机转子和水泵转轮摆度比值函数,实现轨迹方程的解耦,进而获得电动机转子和水泵转轮振动轨迹的解析表达式,本发明建立的系振动摆度解析表达式,能为研究水泵机组运行稳定性,以及水泵机组振动特性和振动特征分析提供一种理论支撑。同时该轴系振动摆度解析表达式可应用于涉及水泵机组在线监测、故障诊断等商业