
一种脱硫浆液循环泵叶轮修复方法.pdf

代瑶****zy

1/6

2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种脱硫浆液循环泵叶轮修复方法.pdf
本发明公开了一种脱硫浆液循环泵叶轮修复方法,通过叶轮和高分子碳化硅陶瓷修补剂材料层之间通过设置在叶轮层上的凹槽穿插在高分子碳化硅陶瓷修补剂材料层中和设置在高分子碳化硅陶瓷修补剂材料层上的扣冒穿插在叶轮层中连接在一起的,进而使得高分子碳化硅陶瓷修补剂材料层与叶轮层的连接强度较高,进而避免了高分子碳化硅陶瓷修补剂材料层的脱落,延长了高分子碳化硅陶瓷修补剂材料在叶轮上的使用寿命,提高了对脱硫浆液泵叶轮的抗腐蚀性能和耐磨性能;延长了使用寿命和增强了抗腐蚀、抗磨损能力能力。

脱硫浆液循环泵.pdf
1DEFINITION1APPLICATIONS1ALLOCATION1WORKINGCONDITIONS2HYDRAULICCOVERAGE3MATERIALS3STRUCTURE3MOTOR4SUPPLYARRANGE4ORDERINSTRUCTION5INSTALLATIONMODE5STRUCTUREDRAWING6PERFORMANCECURVE,DIMENSIONDRAWINGANDPARAMETERDATA63ACCESSORIESANDINSTALLINGBASICDIMENSIONSCH
一种脱硫浆液循环泵RB的方法及系统.pdf
本发明公开了一种脱硫浆液循环泵RB的方法及系统。所述方法包括:设定脱硫浆液循环泵RB的触发条件;当满足所述脱硫浆液循环泵RB的触发条件时,将机组协调系统由炉跟机状态切换到机跟随状态,开启脱硫事故喷淋装置,将设定的脱硫浆液循环泵RB目标负荷和负荷降速率置入到所述机组协调系统的负荷回路,并根据运行的磨煤机的台数,进行跳闸磨煤机,同时将所述脱硫浆液循环泵RB目标负荷对应的燃料值作为燃料指令送至锅炉主控,以避免机组的非计划停运。本发明通过设计新的脱硫浆液循环泵RB功能,实现脱硫装置与锅炉主机同步、长期、稳定的运行
脱硫循环泵叶轮的制造方法.pdf
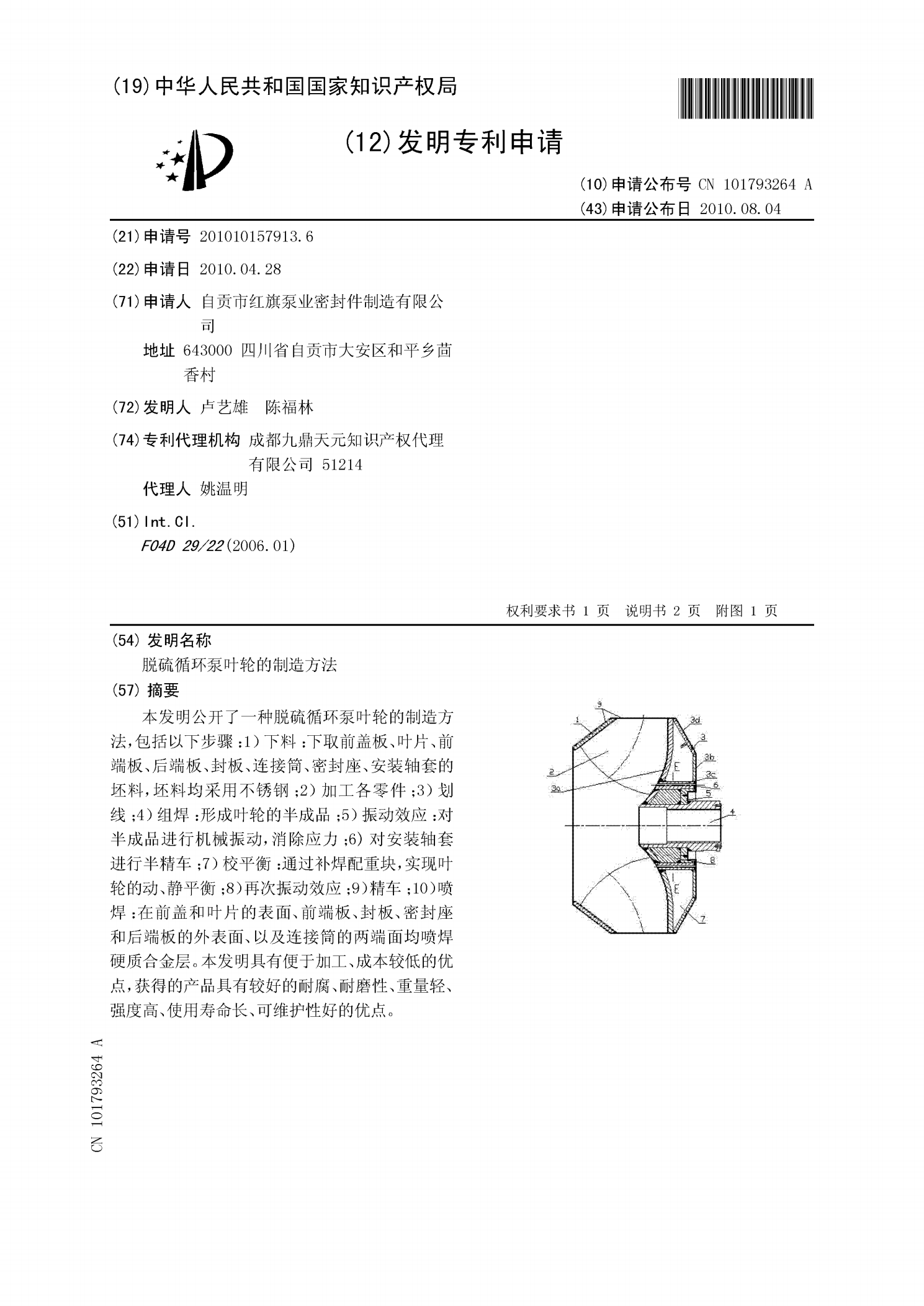
本发明公开了一种脱硫循环泵叶轮的制造方法,包括以下步骤:1)下料:下取前盖板、叶片、前端板、后端板、封板、连接筒、密封座、安装轴套的坯料,坯料均采用不锈钢;2)加工各零件;3)划线;4)组焊:形成叶轮的半成品;5)振动效应:对半成品进行机械振动,消除应力;6)对安装轴套进行半精车;7)校平衡:通过补焊配重块,实现叶轮的动、静平衡;8)再次振动效应;9)精车;10)喷焊:在前盖和叶片的表面、前端板、封板、密封座和后端板的外表面、以及连接筒的两端面均喷焊硬质合金层。本发明具有便于加工、成本较低的优点,获得的产
一种浆液循环泵的叶轮双锁紧结构.pdf
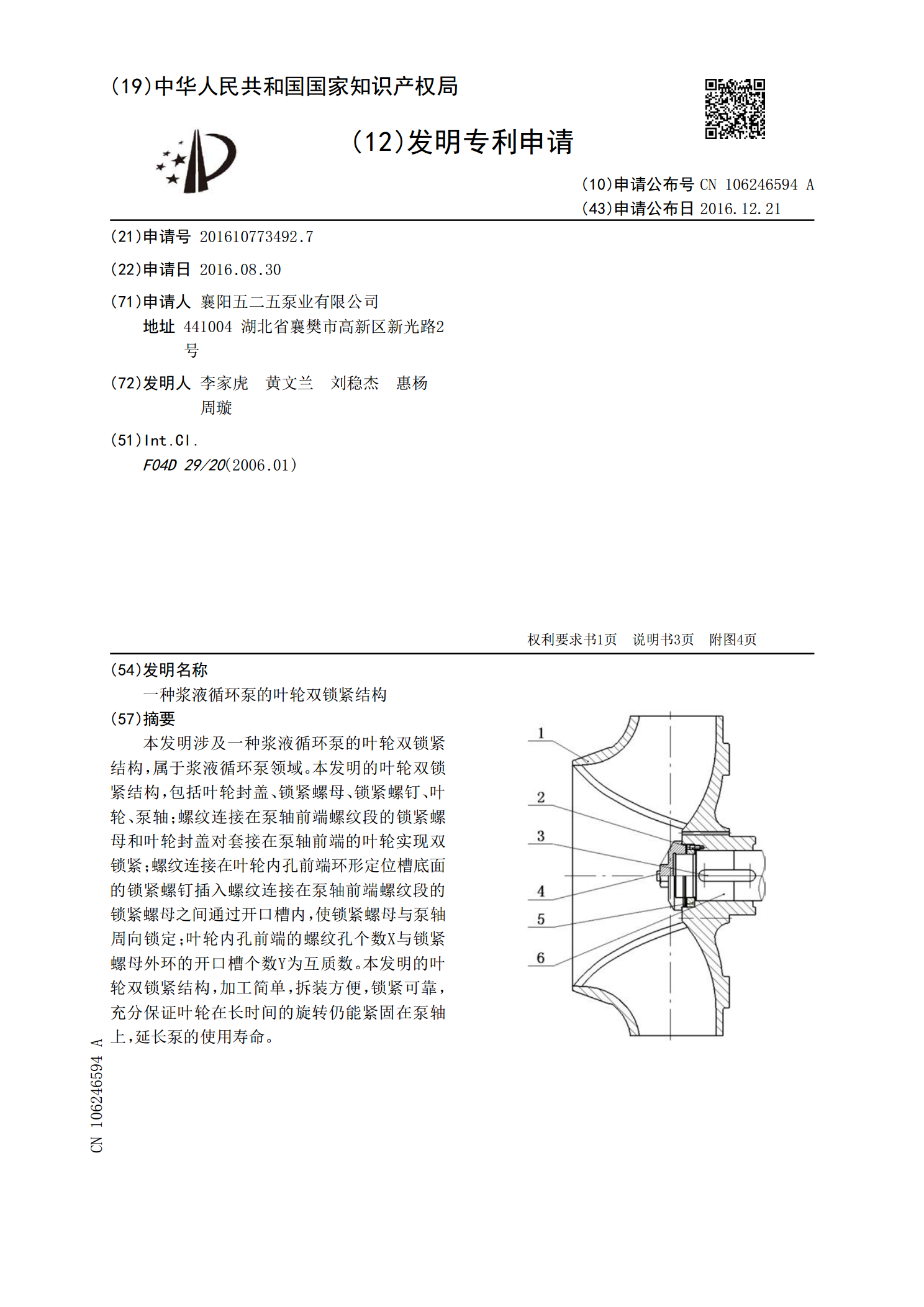
本发明涉及一种浆液循环泵的叶轮双锁紧结构,属于浆液循环泵领域。本发明的叶轮双锁紧结构,包括叶轮封盖、锁紧螺母、锁紧螺钉、叶轮、泵轴;螺纹连接在泵轴前端螺纹段的锁紧螺母和叶轮封盖对套接在泵轴前端的叶轮实现双锁紧;螺纹连接在叶轮内孔前端环形定位槽底面的锁紧螺钉插入螺纹连接在泵轴前端螺纹段的锁紧螺母之间通过开口槽内,使锁紧螺母与泵轴周向锁定;叶轮内孔前端的螺纹孔个数X与锁紧螺母外环的开口槽个数Y为互质数。本发明的叶轮双锁紧结构,加工简单,拆装方便,锁紧可靠,充分保证叶轮在长时间的旋转仍能紧固在泵轴上,延长泵的使