
一种矿用链轮的修复方法.pdf

夏萍****文章

1/10
2/10

3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种矿用链轮的修复方法.pdf
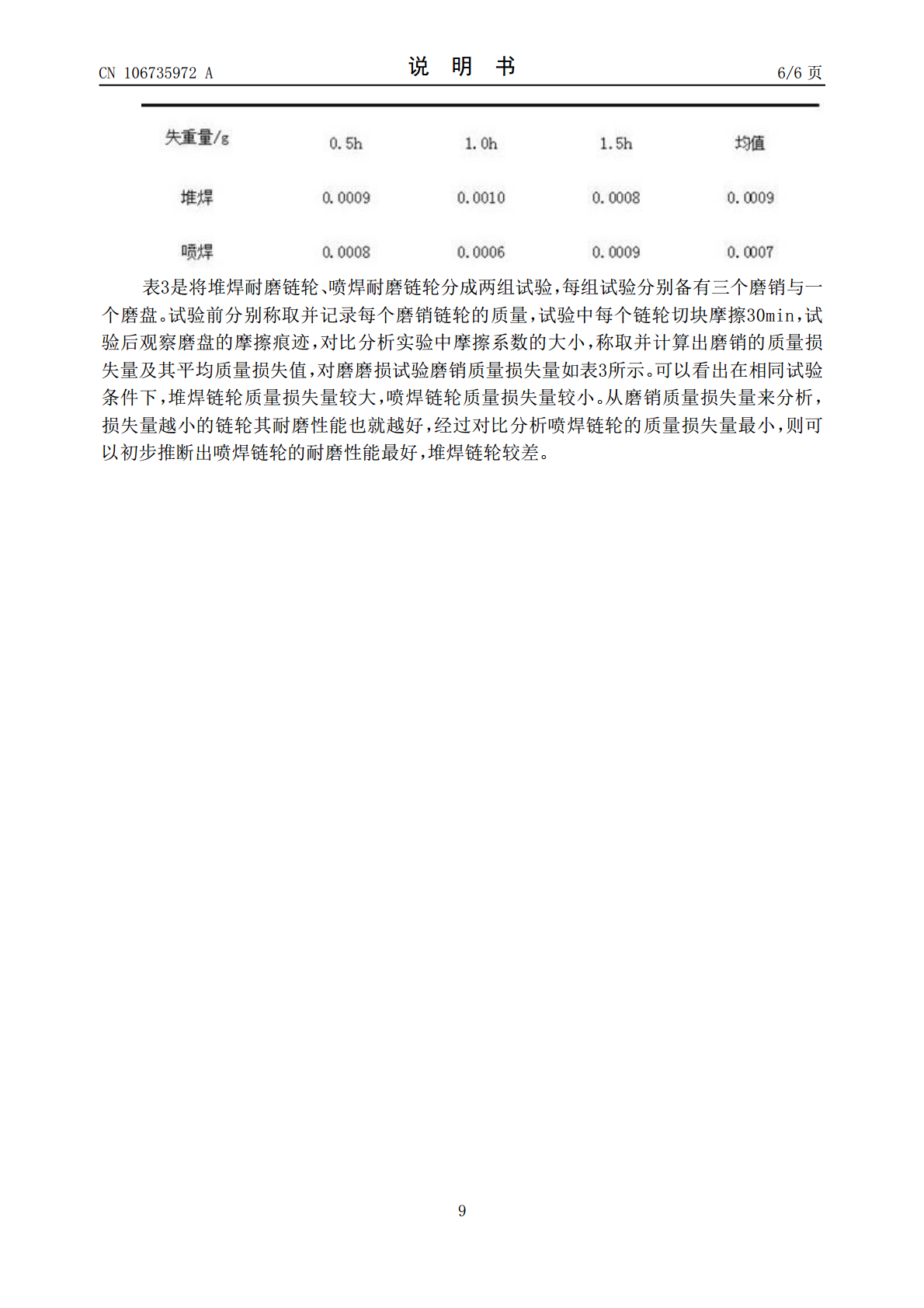
一种矿用链轮的修复方法,其步骤为:先进行焊前分析和焊前准备,再对矿用链轮基体表面油污、铁锈等杂质进行去除,在预热后堆焊过渡层,堆焊过程中保持层间温度,减小焊接应力,防止冷裂纹的产生,堆焊结束后进行回火处理,使得焊缝组织获得良好的综合力学性能。最后,在超声探伤的基础上进行预热处理,随后在堆焊过渡层的基础上进行耐磨层喷焊,将矿用链轮表面全部覆盖。对于磨损较严重、难以正常使用的矿用链轮也能进行修复,得到与基材结合性能良好的堆焊修复层和耐磨性良好的喷涂层。修复后满足矿用链轮的综合机械性能和使用要求,降低了成本,节

矿用圆环驱动链轮修复方法.pdf
本发明提供一种矿用圆环驱动链轮修复方法,废旧链轮修复后使用寿命与新制造链轮使用寿命相当,减少废弃物和环境有害物的产生,变废为宝,更加环保,符合节能减排要求。本发明采用以下技术方案:包括以下步骤:a、测绘矿用圆环驱动链轮所用的圆环链的相关尺寸,并根据圆环链型号和链轮齿数测绘圆环驱动链轮相关尺寸;b、对断齿部分进行堆焊修复、参照测绘尺寸对链窝磨损部分进行堆焊修复,并修磨出齿形;c、将堆焊修复的链轮进行释放应力的热处理;d、对链窝部分进行粗加工;e、对上述粗加工后尺寸变化的链窝处利用耐磨焊条进行堆焊,以保证有精

一种链轮修复方法.pdf
本发明公开了一种链轮修复方法,包括建立具有最大磨损量的链轮齿的需修复标准模型;将各个磨损链轮齿均加工到所述最大磨损量;在加工后的磨损链轮齿处分别熔覆出所述需修复标准模型,得到修复后的链轮,本发明具有熔覆工艺简单、熔覆质量高、有效提高资源回收利用率、节约成本、实用性强的特点,同时,可以有效提高链轮齿的抗磨损性能。
一种矿用废旧链轮的再制造方法.pdf
本发明涉及一种矿用废旧链轮的再制造方法。其特点是,包括如下步骤:(1)对废旧链轮进行挑选,选出无断齿和疲劳裂纹的废旧链轮;(2)按照废旧链轮链窝形状通过数控高速铣床进行铣削加工,清除不规则磨损的疲劳层和淬硬层,加工深度为在原链窝尺寸基础上等距离加工12-18mm;(3)将废旧链轮安装在焊接变位机上,与焊接机器人配合,采用熔化极气体保护焊接工艺,用堆焊材料进行逐层堆焊,焊接要求为后道焊缝压覆前道焊缝的1/3至2/5;(4)对堆焊后的链轮链窝采用数控高速铣床进行铣削加工,使加工后的链窝恢复原始尺寸。经过试验证
一种断齿链轮的修复方法.pdf
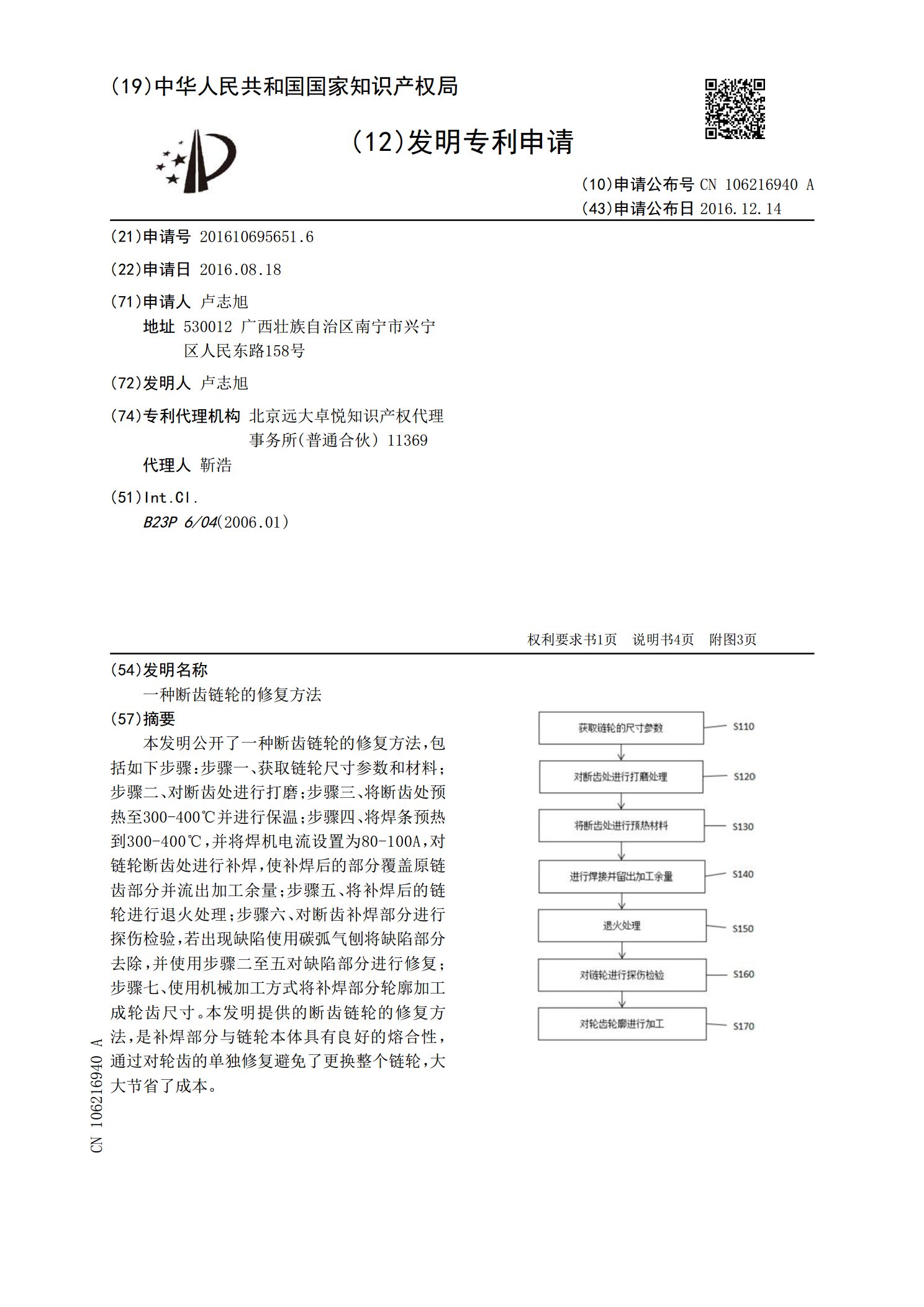
本发明公开了一种断齿链轮的修复方法,包括如下步骤:步骤一、获取链轮尺寸参数和材料;步骤二、对断齿处进行打磨;步骤三、将断齿处预热至300‑400℃并进行保温;步骤四、将焊条预热到300‑400℃,并将焊机电流设置为80‑100A,对链轮断齿处进行补焊,使补焊后的部分覆盖原链齿部分并流出加工余量;步骤五、将补焊后的链轮进行退火处理;步骤六、对断齿补焊部分进行探伤检验,若出现缺陷使用碳弧气刨将缺陷部分去除,并使用步骤二至五对缺陷部分进行修复;步骤七、使用机械加工方式将补焊部分轮廓加工成轮齿尺寸。本发明提供的断