
一种矿用废旧链轮的再制造方法.pdf

一条****88

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种矿用废旧链轮的再制造方法.pdf
本发明涉及一种矿用废旧链轮的再制造方法。其特点是,包括如下步骤:(1)对废旧链轮进行挑选,选出无断齿和疲劳裂纹的废旧链轮;(2)按照废旧链轮链窝形状通过数控高速铣床进行铣削加工,清除不规则磨损的疲劳层和淬硬层,加工深度为在原链窝尺寸基础上等距离加工12-18mm;(3)将废旧链轮安装在焊接变位机上,与焊接机器人配合,采用熔化极气体保护焊接工艺,用堆焊材料进行逐层堆焊,焊接要求为后道焊缝压覆前道焊缝的1/3至2/5;(4)对堆焊后的链轮链窝采用数控高速铣床进行铣削加工,使加工后的链窝恢复原始尺寸。经过试验证

废旧铸钢走轮再制造方法.pdf
一种废旧铸钢走轮再制造方法,其特征在于包括如下步骤:①废旧走轮部件预处理;②熔覆粉末配置;③走轮预热处理;④熔覆粉末预置;⑤激光熔覆;⑥后热处理。与现有技术相比,本发明的优点在于:获得的熔覆层与基体能形成冶金结合,涂层组织致密,性能优异,熔覆层无裂纹;得到的熔覆层表面粗糙度小,比较平整,加工余量小,同时工序简单,控制容易。

一种矿用链轮的修复方法.pdf
一种矿用链轮的修复方法,其步骤为:先进行焊前分析和焊前准备,再对矿用链轮基体表面油污、铁锈等杂质进行去除,在预热后堆焊过渡层,堆焊过程中保持层间温度,减小焊接应力,防止冷裂纹的产生,堆焊结束后进行回火处理,使得焊缝组织获得良好的综合力学性能。最后,在超声探伤的基础上进行预热处理,随后在堆焊过渡层的基础上进行耐磨层喷焊,将矿用链轮表面全部覆盖。对于磨损较严重、难以正常使用的矿用链轮也能进行修复,得到与基材结合性能良好的堆焊修复层和耐磨性良好的喷涂层。修复后满足矿用链轮的综合机械性能和使用要求,降低了成本,节
一种链轮及其制造方法.pdf
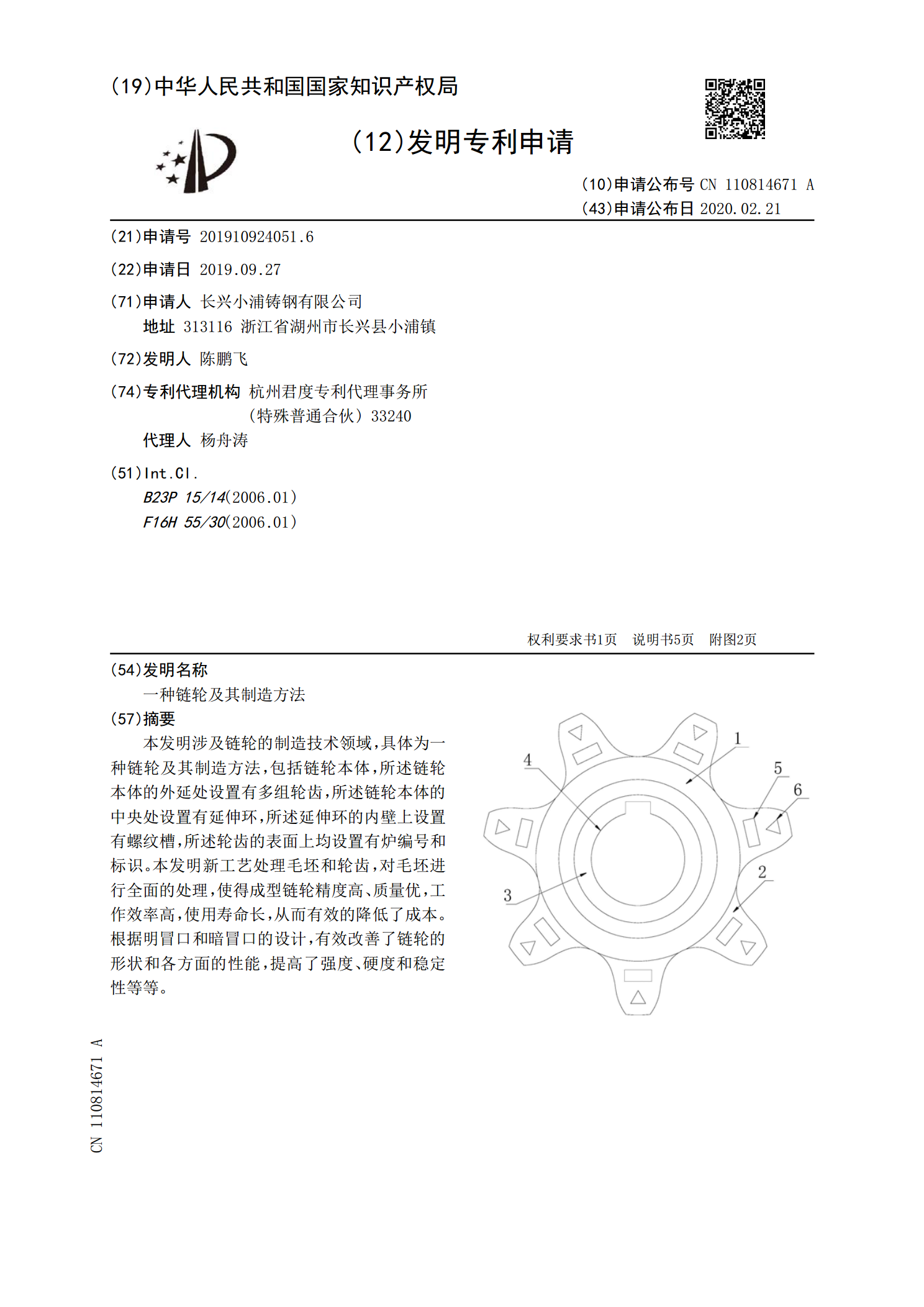
本发明涉及链轮的制造技术领域,具体为一种链轮及其制造方法,包括链轮本体,所述链轮本体的外延处设置有多组轮齿,所述链轮本体的中央处设置有延伸环,所述延伸环的内壁上设置有螺纹槽,所述轮齿的表面上均设置有炉编号和标识。本发明新工艺处理毛坯和轮齿,对毛坯进行全面的处理,使得成型链轮精度高、质量优,工作效率高,使用寿命长,从而有效的降低了成本。根据明冒口和暗冒口的设计,有效改善了链轮的形状和各方面的性能,提高了强度、硬度和稳定性等等。
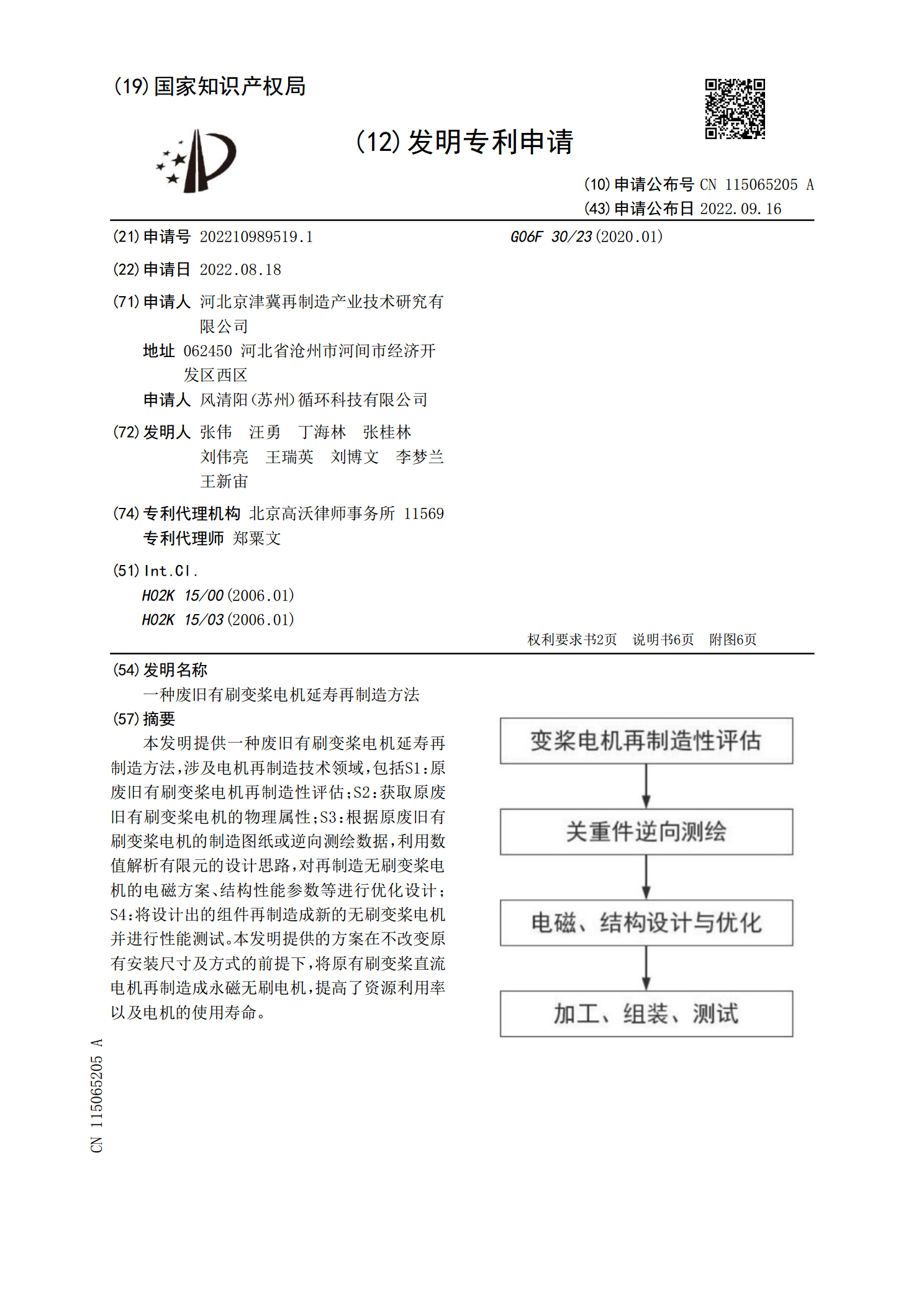
一种废旧有刷变桨电机延寿再制造方法.pdf
本发明提供一种废旧有刷变桨电机延寿再制造方法,涉及电机再制造技术领域,包括S1:原废旧有刷变桨电机再制造性评估;S2:获取原废旧有刷变桨电机的物理属性;S3:根据原废旧有刷变桨电机的制造图纸或逆向测绘数据,利用数值解析有限元的设计思路,对再制造无刷变桨电机的电磁方案、结构性能参数等进行优化设计;S4:将设计出的组件再制造成新的无刷变桨电机并进行性能测试。本发明提供的方案在不改变原有安装尺寸及方式的前提下,将原有刷变桨直流电机再制造成永磁无刷电机,提高了资源利用率以及电机的使用寿命。