
一种水冷离心铸管机.pdf

春岚****23

1/10

2/10

3/10

4/10

5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种水冷离心铸管机.pdf
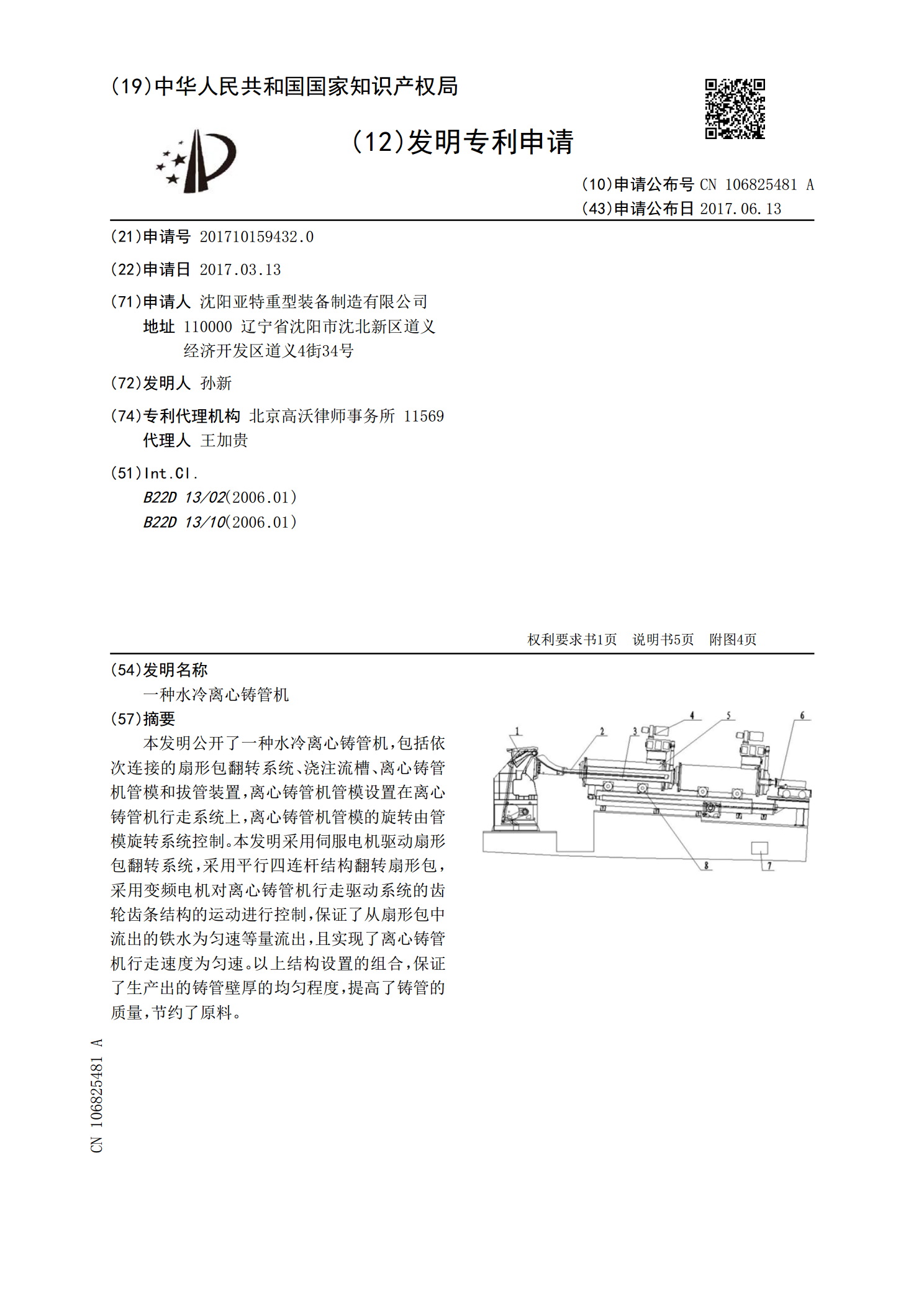
本发明公开了一种水冷离心铸管机,包括依次连接的扇形包翻转系统、浇注流槽、离心铸管机管模和拔管装置,离心铸管机管模设置在离心铸管机行走系统上,离心铸管机管模的旋转由管模旋转系统控制。本发明采用伺服电机驱动扇形包翻转系统,采用平行四连杆结构翻转扇形包,采用变频电机对离心铸管机行走驱动系统的齿轮齿条结构的运动进行控制,保证了从扇形包中流出的铁水为匀速等量流出,且实现了离心铸管机行走速度为匀速。以上结构设置的组合,保证了生产出的铸管壁厚的均匀程度,提高了铸管的质量,节约了原料。
一种水冷金属型离心铸管模粉传输机.pdf
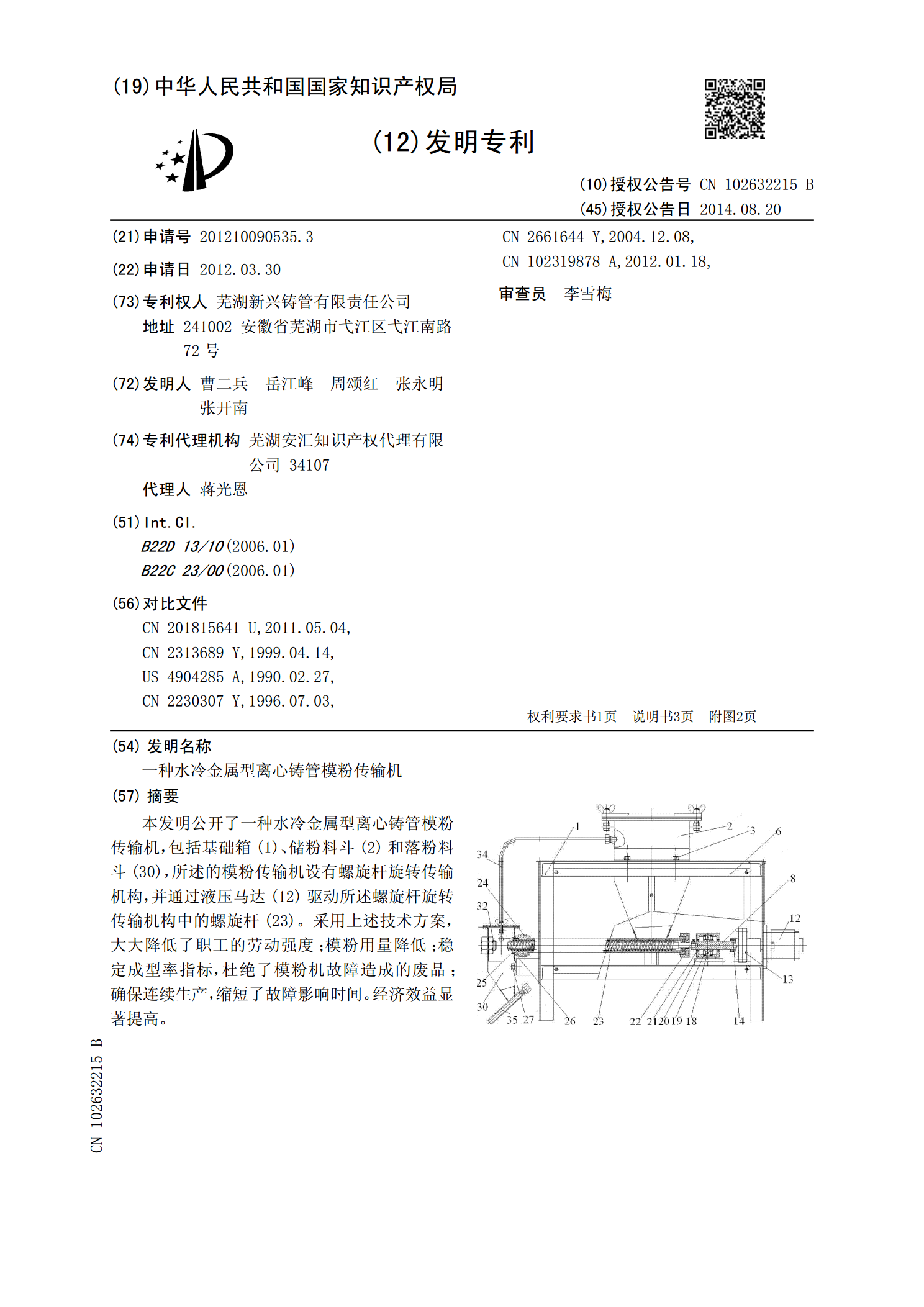
本发明公开了一种水冷金属型离心铸管模粉传输机,包括基础箱(1)、储粉料斗(2)和落粉料斗(30),所述的模粉传输机设有螺旋杆旋转传输机构,并通过液压马达(12)驱动所述螺旋杆旋转传输机构中的螺旋杆(23)。采用上述技术方案,大大降低了职工的劳动强度;模粉用量降低;稳定成型率指标,杜绝了模粉机故障造成的废品;确保连续生产,缩短了故障影响时间。经济效益显著提高。

一种离心铸管机的拔管机.pdf
本发明涉及一种离心铸管机的拔管机,属于机械设备领域。本发明包括轨道架、拔管车、拔管驱动装置和拔管组件,所述拔管车与拔管驱动装置连接、且拔管车和拔管驱动装置均安装在轨道架上,所述拔管组件安装在拔管车上,其结构特点在于:所述拔管车包括车架、拔管架、拔管滑轮、拔管转动机构和拔管推拉机构,所述拔管架安装在车架上,所述拔管滑轮、拔管转动机构和拔管推拉机构均安装在拔管架上,所述拔管转动机构与拔管推拉机构连接,所述车架安装在轨道架上,所述拔管驱动装置与拔管滑轮配合,所述拔管组件安装在拔管转动机构上。
一种用于加工球墨铸铁管的水冷离心铸管机.pdf
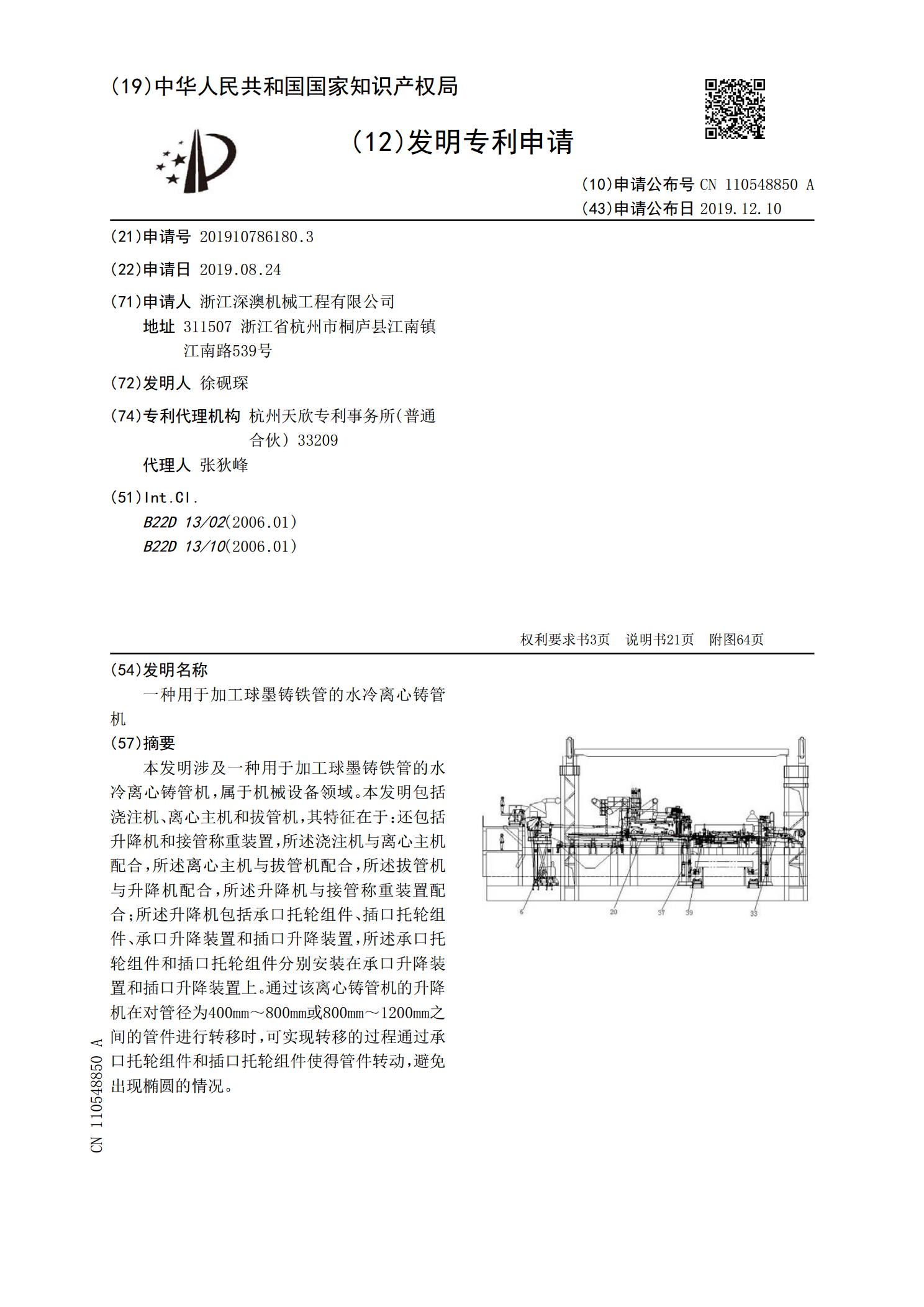
本发明涉及一种用于加工球墨铸铁管的水冷离心铸管机,属于机械设备领域。本发明包括浇注机、离心主机和拔管机,其特征在于:还包括升降机和接管称重装置,所述浇注机与离心主机配合,所述离心主机与拔管机配合,所述拔管机与升降机配合,所述升降机与接管称重装置配合;所述升降机包括承口托轮组件、插口托轮组件、承口升降装置和插口升降装置,所述承口托轮组件和插口托轮组件分别安装在承口升降装置和插口升降装置上。通过该离心铸管机的升降机在对管径为400mm~800mm或800mm~1200mm之间的管件进行转移时,可实现转移的过程

一种用于离心铸管机的拔管机.pdf
本发明涉及一种用于离心铸管机的拔管机,属于机械设备领域。本发明包括接管托轮组件、拔管小车、拨管动力装置和拔管钳,所述拔管钳安装在拔管小车上,所述拔管小车与拨管动力装置连接,所述接管托轮组件与拔管小车配合;所述拨管动力装置包括管机架、拔管动力机架、拔管动力机构、拔管限位机构和拔管滑轨,所述拔管动力机架、拔管限位机构和拔管滑轨均安装在拔管机架上;所述接管托轮组件和拔管小车均安装在拔管滑轨上,所述拔管小车与拔管动力机构连接。