
工字轮热压成型工艺及其工装结构.pdf

小琛****82

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
工字轮热压成型工艺及其工装结构.pdf
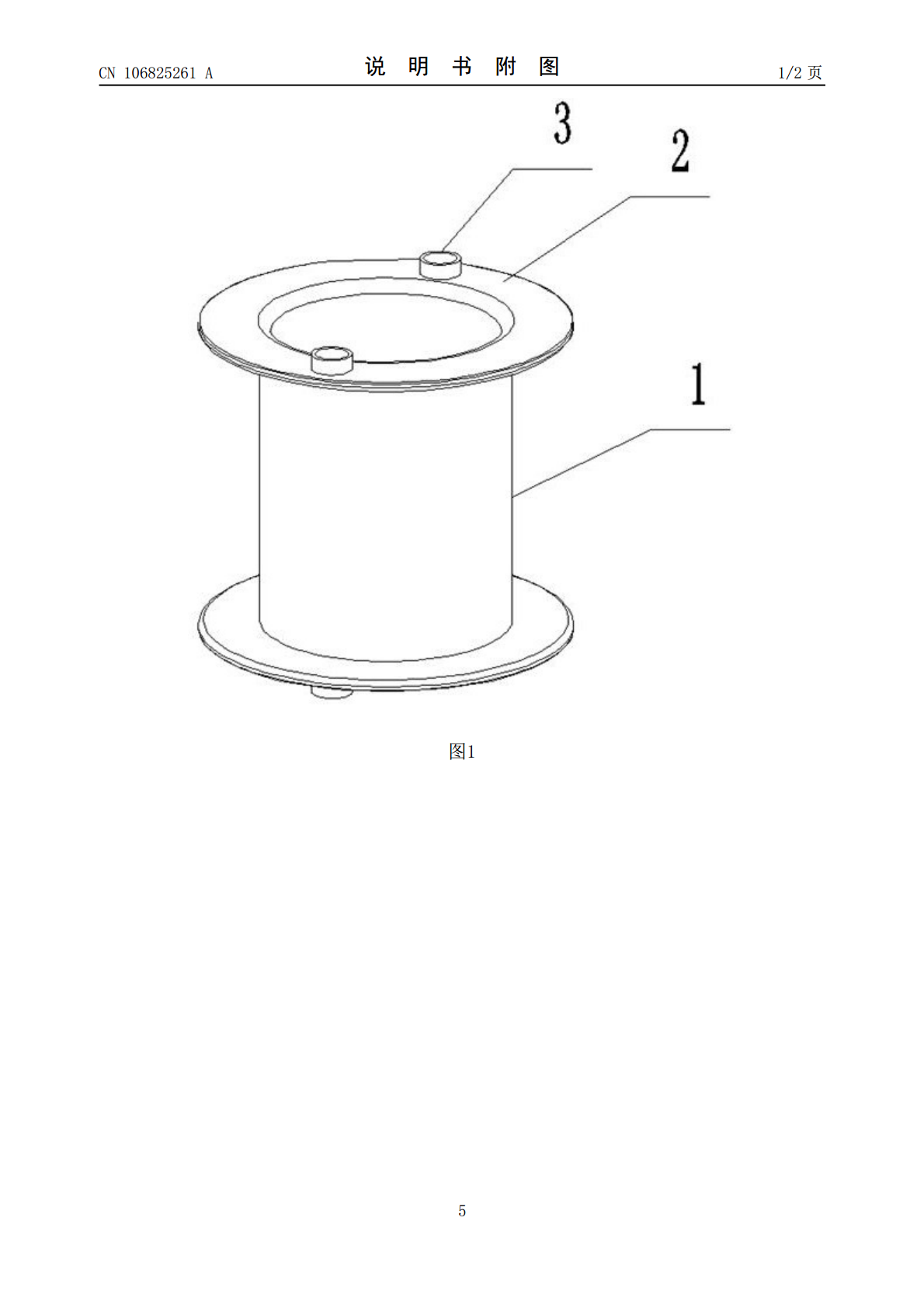
本发明公开了一种工字轮热压成型工艺及其工装结构。工字轮热压成型工艺,包含如下步骤:(1)裁取工字轮坯料管件;(2)使用800KW以上的高频加热器对工字轮坯料管件两端一定距离处持续加热一段时间,使感应区域温度达到800‑1000摄氏度;(3)将经过局部加热的工字轮坯料管件放入热压模具中,对工字轮坯料管件两端经过加热的一定距离处进行2‑4道热压,成型成工字轮。本发明的工字轮热压成型工艺及其工装结构,生产工艺简洁,质量易于控制,生产效率高,成本低,可大批量生产,可制得的工字轮尺寸灵活,制得的工字轮质量稳定,中间

热压铸成型工艺.doc
热压铸成型工艺1序言石蜡在热压铸成型生产特种陶瓷中是一种常用旳定型剂,将本来不具有可塑性旳精密陶瓷粉料混炼成可成型旳原料对利成型。由于添加旳量较多,若产品直接进行烧结会出现较大变形及鼓光等严重缺陷。因此必须在烧结前需将石蜡从成型坯体中驱除,防止上述烧结缺陷产生。但在实际生产旳排蜡工序过程中产品常常会出?quot;流蜡"现象,本文就"流蜡"现象旳产生机理进行了分析和评述。2排蜡基本机制产品脱蜡旳详细过程为:将成型坯体用排蜡吸附所有掩埋并加热,运用石蜡58?左右开始熔化旳特性及排蜡吸附性能将产品坯体中旳石蜡吸

热压铸成型工艺.doc
热压铸成型工艺1序言石蜡在热压铸成型生产特种陶瓷中是一种常用旳定型剂,将本来不具有可塑性旳精密陶瓷粉料混炼成可成型旳原料对利成型。由于添加旳量较多,若产品直接进行烧结会出现较大变形及鼓光等严重缺陷。因此必须在烧结前需将石蜡从成型坯体中驱除,防止上述烧结缺陷产生。但在实际生产旳排蜡工序过程中产品常常会出?quot;流蜡"现象,本文就"流蜡"现象旳产生机理进行了分析和评述。2排蜡基本机制产品脱蜡旳详细过程为:将成型坯体用排蜡吸附所有掩埋并加热,运用石蜡58?左右开始熔化旳特性及排蜡吸附性能将产品坯体中旳石蜡吸

注塑成型工艺及其结构.ppt
2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日2024年1月6日202

薄膜放卷热压收卷一体化设备及其热压成型工艺.pdf
本发明涉及一种薄膜放卷热压收卷一体化设备及其热压成型工艺。薄膜放卷热压收卷一体化设备,包括:支撑架、放卷滚筒、热压机构、收卷滚筒及收卷驱动电机;所述放卷滚筒、所述热压机构、所述收卷滚筒及所述收卷驱动电机均设置在所述支撑架上,且所述放卷滚筒、所述热压机构及所述收卷滚筒由上而下分布设置;所述收卷驱动电机与所述收卷滚筒驱动连接。本发明提供的薄膜放卷热压收卷一体化设备及其热压成型工艺,对塑料薄膜进行放卷、热压、收卷一体化加工处理,设备结构紧凑,占用面积小,且各个工序之间衔接紧密,生产效率高,且塑料薄膜不容易产生褶