
专用于玻璃圆柱镜加工的双面抛光机游星轮.pdf

一条****贺6


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

专用于玻璃圆柱镜加工的双面抛光机游星轮.pdf
本发明公开了一种专用于玻璃圆柱镜加工的双面抛光机游星轮,该游星轮为圆盘形,该游星轮的外圆周上设置有与双面抛光机相匹配的齿,所述游星轮上设置有多个圆形孔,所述圆形孔中设置有相转动配合的圆形盘,所述圆形盘上设置有放置玻璃圆柱镜初加工料的槽,所述圆形盘上槽与所述玻璃圆柱镜初加工料相转动配合,所述圆形盘上槽的形状为两端小中间大。本发明的专用于玻璃圆柱镜加工的双面抛光机游星轮使玻璃圆柱镜初加工料在双面抛光机中进行抛光时,玻璃圆柱镜初加工料随着圆形盘在相应的圆形孔中水平转动,使玻璃圆柱镜初加工料两端和中间得到相同程度
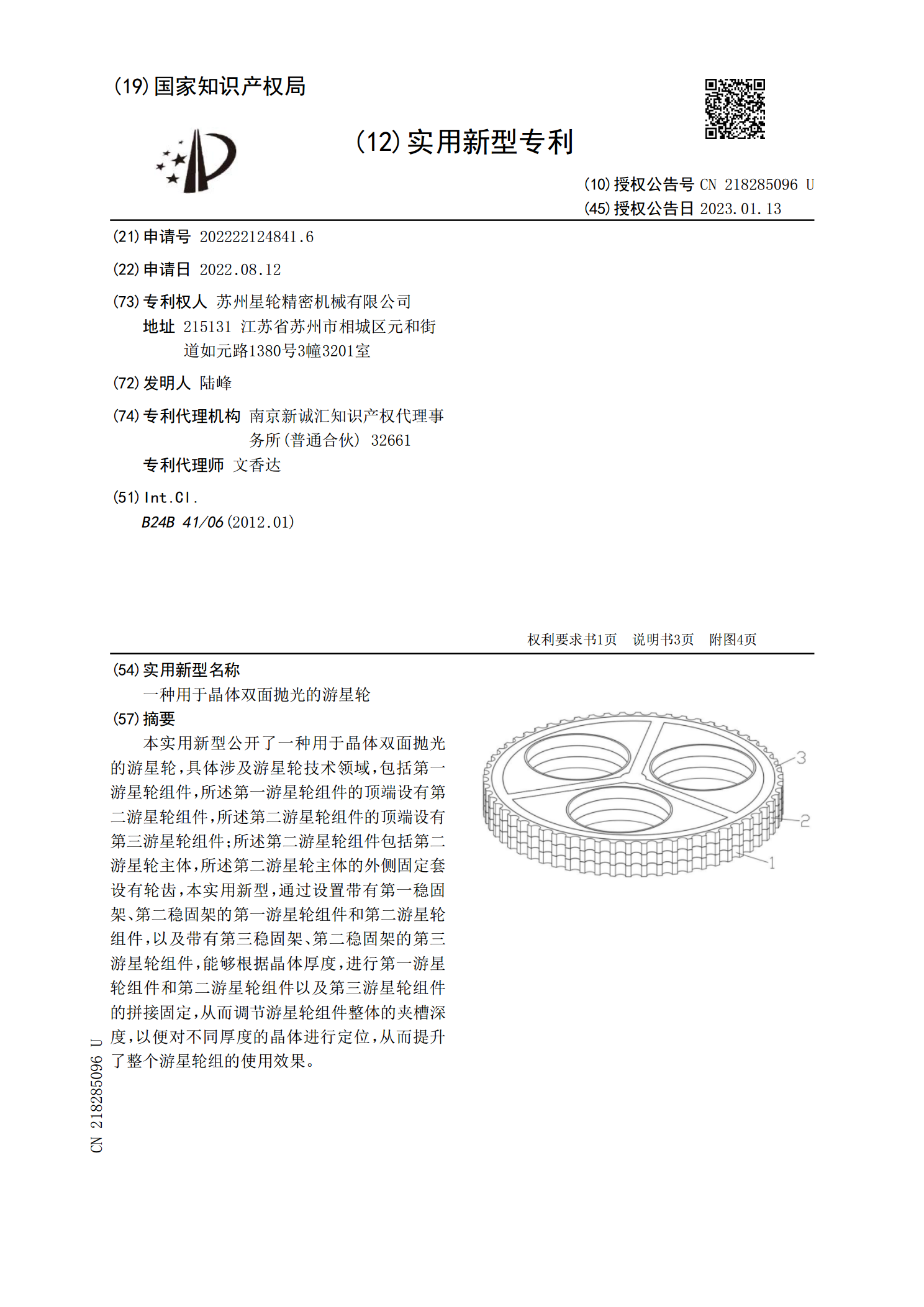
一种用于晶体双面抛光的游星轮.pdf
本实用新型公开了一种用于晶体双面抛光的游星轮,具体涉及游星轮技术领域,包括第一游星轮组件,所述第一游星轮组件的顶端设有第二游星轮组件,所述第二游星轮组件的顶端设有第三游星轮组件;所述第二游星轮组件包括第二游星轮主体,所述第二游星轮主体的外侧固定套设有轮齿,本实用新型,通过设置带有第一稳固架、第二稳固架的第一游星轮组件和第二游星轮组件,以及带有第三稳固架、第二稳固架的第三游星轮组件,能够根据晶体厚度,进行第一游星轮组件和第二游星轮组件以及第三游星轮组件的拼接固定,从而调节游星轮组件整体的夹槽深度,以便对不同

玻璃圆柱镜的加工方法.pdf
本发明公开了一种玻璃圆柱镜的加工方法,包括以下步骤:(1)将圆柱形光学玻璃毛坯料研磨;(2)将研磨后材料用双面抛光机抛光,双面抛光机的游星轮为圆盘形,游星轮的外圆周上设置有与双面抛光机相匹配的齿,游星轮上设置有多个圆形孔,圆形孔中设置有相转动配合的圆形盘,圆形盘上设置有放置玻璃圆柱镜初加工料的槽,圆形盘上槽与所述玻璃圆柱镜初加工料相转动配合,圆形盘上槽的形状为两端小中间大;(3)经切割检验包装后得成品。本发明玻璃圆柱镜的加工方法使玻璃圆柱镜初加工料在抛光时随着圆形盘在圆形孔中水平转动,使玻璃圆柱镜初加工料
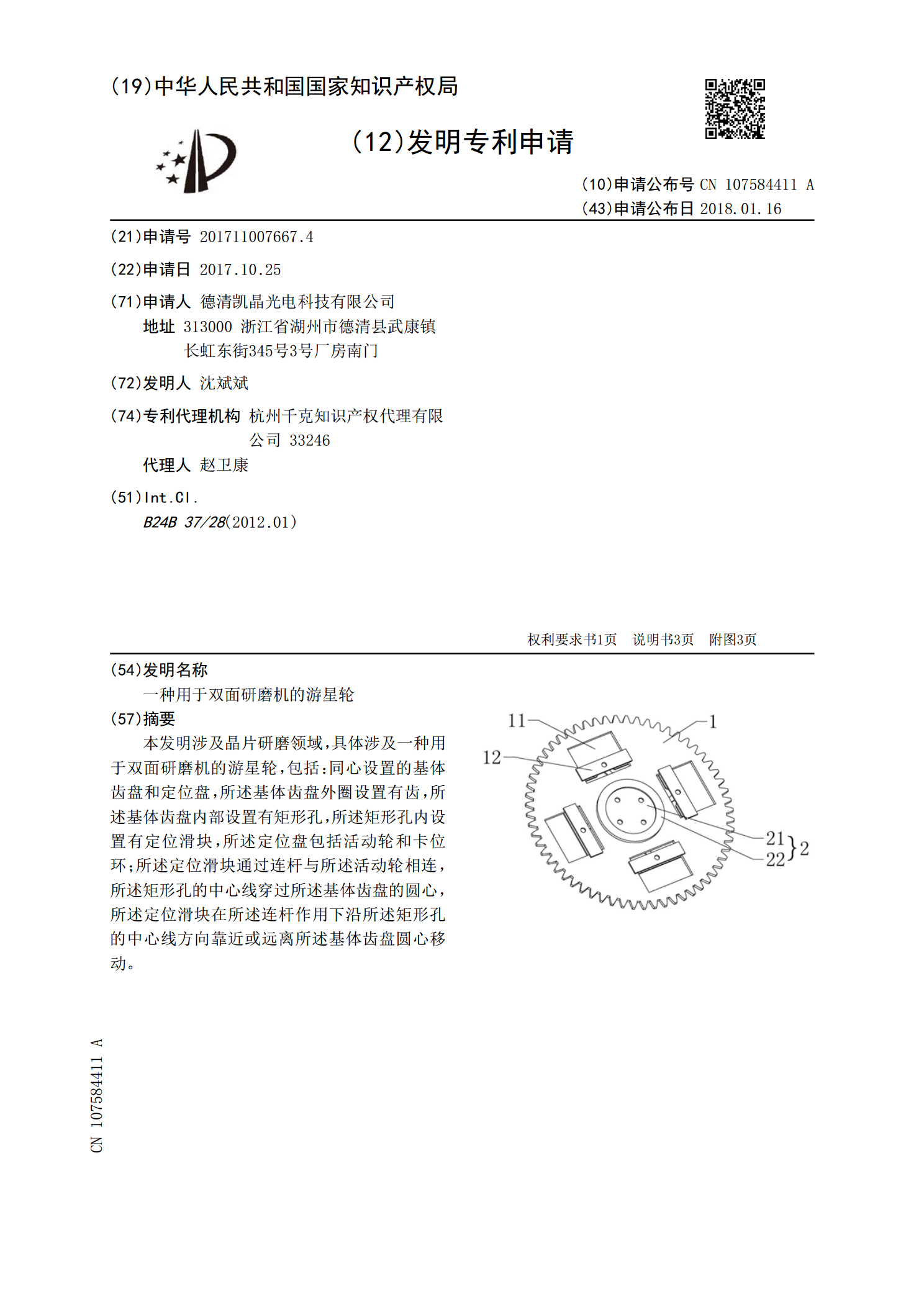
一种用于双面研磨机的游星轮.pdf
本发明涉及晶片研磨领域,具体涉及一种用于双面研磨机的游星轮,包括:同心设置的基体齿盘和定位盘,所述基体齿盘外圈设置有齿,所述基体齿盘内部设置有矩形孔,所述矩形孔内设置有定位滑块,所述定位盘包括活动轮和卡位环;所述定位滑块通过连杆与所述活动轮相连,所述矩形孔的中心线穿过所述基体齿盘的圆心,所述定位滑块在所述连杆作用下沿所述矩形孔的中心线方向靠近或远离所述基体齿盘圆心移动。

用于单面打磨的游星轮.pdf
本发明涉及一种用于单面打磨的游星轮,其结构为:所述游星轮由至少一个单元轮组成,所述单元轮中开设有打磨孔,所述单元轮的上表面或下表面中至少一者设置有连续的凹凸部,所述凹凸部布满单元轮表面,所述凹部与凸部的形状相匹配;所述凹部与凸部间的高度差范围为0.2~0.5cm。通过本发明可以适合不同厚度的光学器件研磨工作,且在单面研磨同时另一面能完成磨平工作。