
一种定子铁芯内孔的辊压输送装置.pdf

一条****贺6


1/7

2/7
3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种定子铁芯内孔的辊压输送装置.pdf
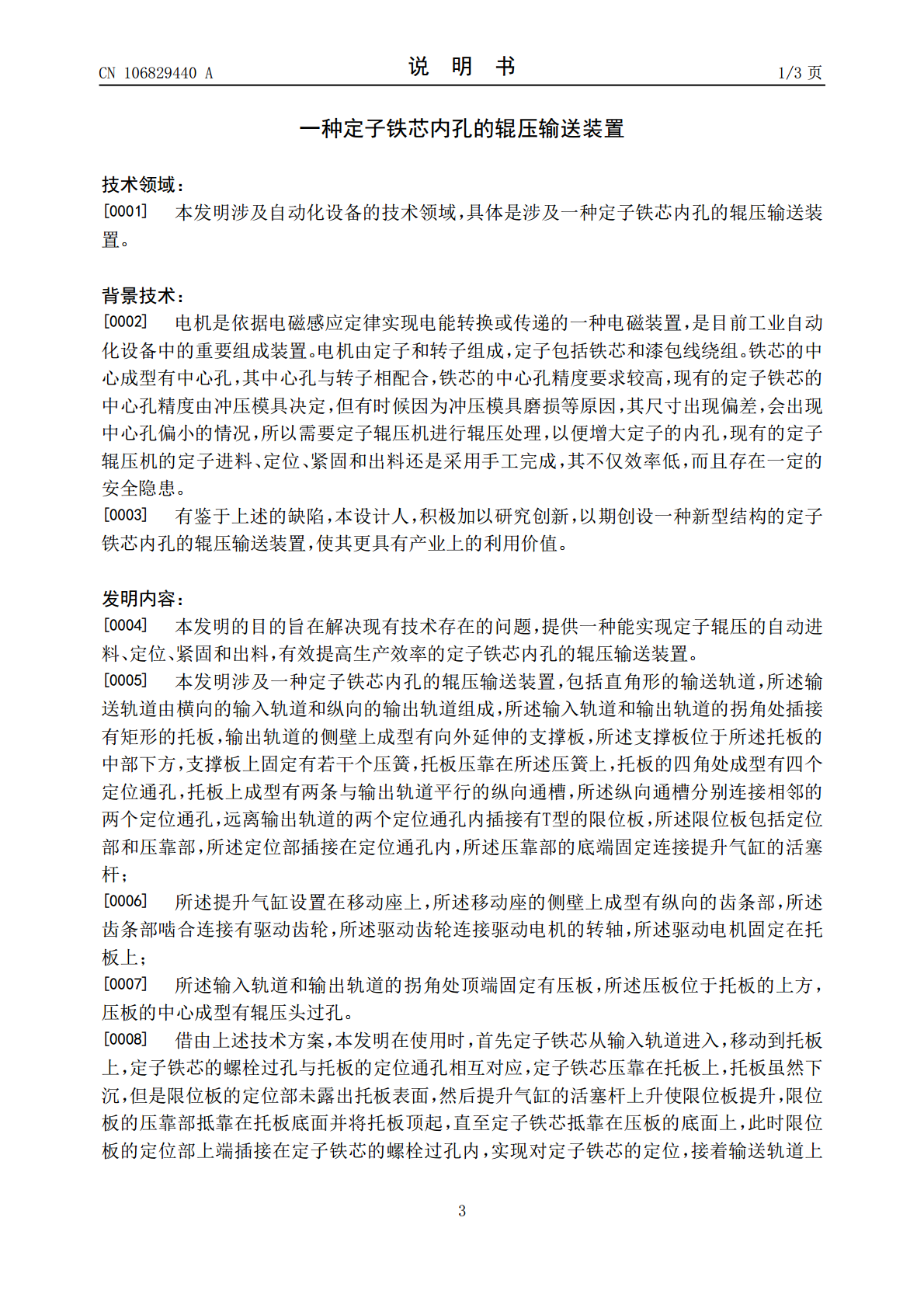
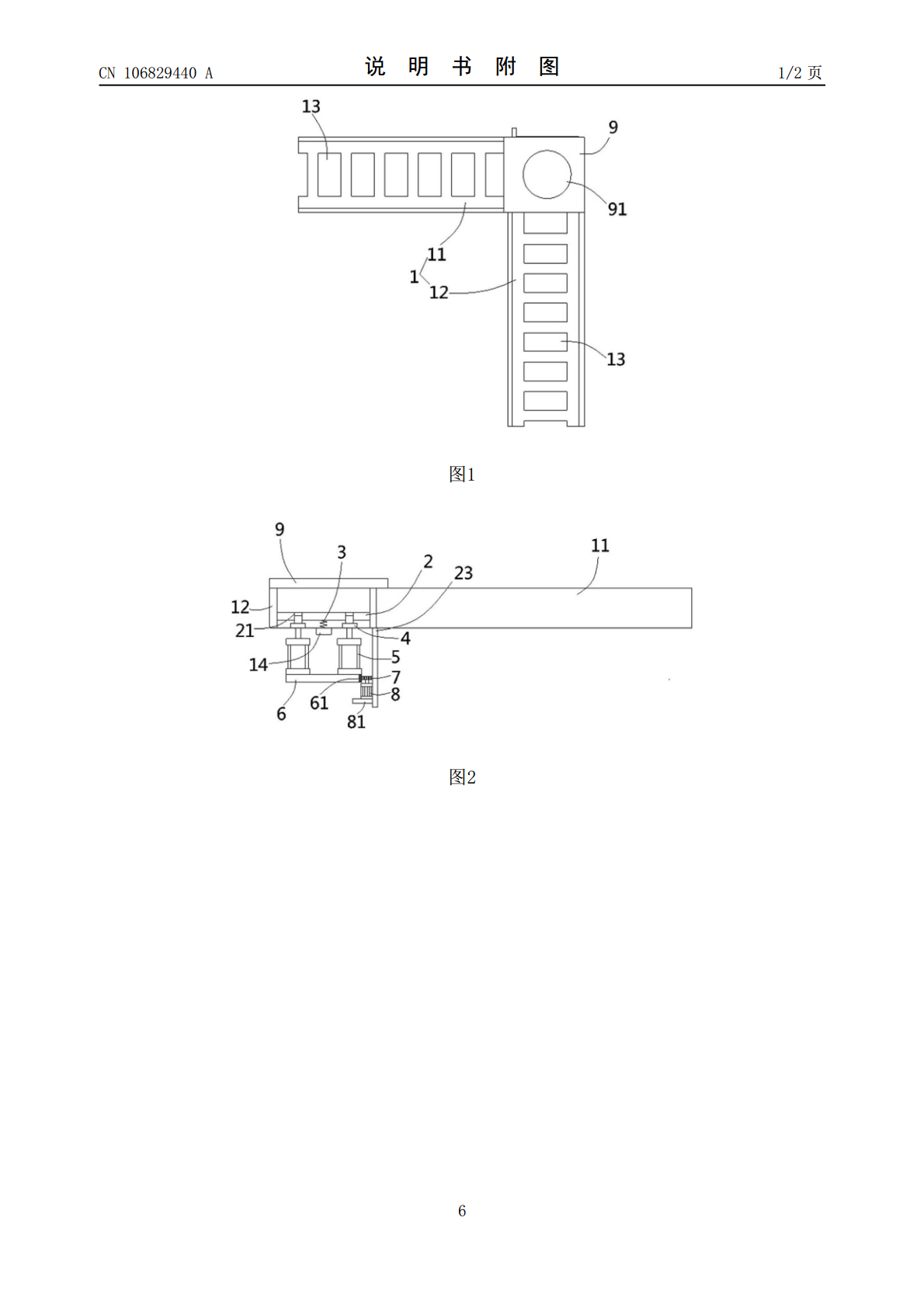
本发明公开了一种定子铁芯内孔的辊压输送装置,包括输送轨道,所述输送轨道由横向的输入轨道和纵向的输出轨道组成,所述输入轨道和输出轨道的拐角处插接有矩形的托板,输出轨道的侧壁上成型有向外延伸的支撑板,支撑板上固定有若干个压簧,托板压靠在所述压簧上,托板的四角处成型有四个定位通孔,托板上成型有两条纵向通槽,所述纵向通槽分别连接相邻的两个定位通孔,两个定位通孔内插接有T型的限位板,所述限位板包括定位部和压靠部,所述压靠部固定连接提升气缸的活塞杆;所述提升气缸设置在移动座上,所述移动座的侧壁上成型有纵向的齿条部,所

一种定子铁芯斜叠装置与叠压方法.pptx
添加副标题目录PART01PART02装置的结构特点装置的设计原理装置的优点装置的应用场景PART03叠压前的准备叠压的具体步骤叠压过程中的注意事项叠压后的检查与调整PART04在电机制造中的应用在发电机组中的应用在新能源领域的应用在节能减排方面的贡献PART05优势分析局限性分析改进方向与建议PART06技术发展趋势市场前景预测对未来产业的影响感谢您的观看

一种定子铁芯斜叠装置与叠压方法.docx
一种定子铁芯斜叠装置与叠压方法一种定子铁芯斜叠装置与叠压方法摘要:本论文针对定子铁芯斜叠装置及叠压方法进行了研究与设计。首先,通过分析定子铁芯叠压过程中的难点和问题,提出了一种基于斜叠的叠压方法,旨在解决传统平叠方式中难以处理的斜角区域的问题。其次,利用该叠压方法设计了一种定子铁芯斜叠装置,实现了铁芯叠压的自动化与高效化。最后,通过实验验证了该装置及叠压方法的可行性和优越性。关键词:定子铁芯,斜叠,叠压装置,叠压方法1.引言在电机和变压器等电力设备中,定子铁芯是一个重要的组成部分。传统的定子铁芯叠压方式存
一种定子铁芯斜槽叠压工装用斜键装置.pdf
本发明涉及一种定子铁芯斜槽叠压工装用斜键装置,包括底板,底板中间设置有轴套,轴套连接有转轴,在转轴上连接有可随转轴转动的第一凸轮组、第二凸轮组和第三凸轮组,在第一滑槽、第二滑槽和第三滑槽内分别设置有滑杆,滑杆连接有拉板,在底板上设置有挡板,在挡板外侧设置有定位键板,在拉板和定位键板之间设置有直线轴,在定位键板外侧设置有定位斜键,在转轴顶端设置有扳手。利用凸轮机构原理,在凸轮轴的带动下,凸轮旋转带动与定位斜键连接的三组拉板实现伸进缩出,由于三组凸轮槽口分别错位90°,可实现三组定位斜键按照叠压和脱模的先后顺
一种定子铁芯斜槽叠压工装.pdf
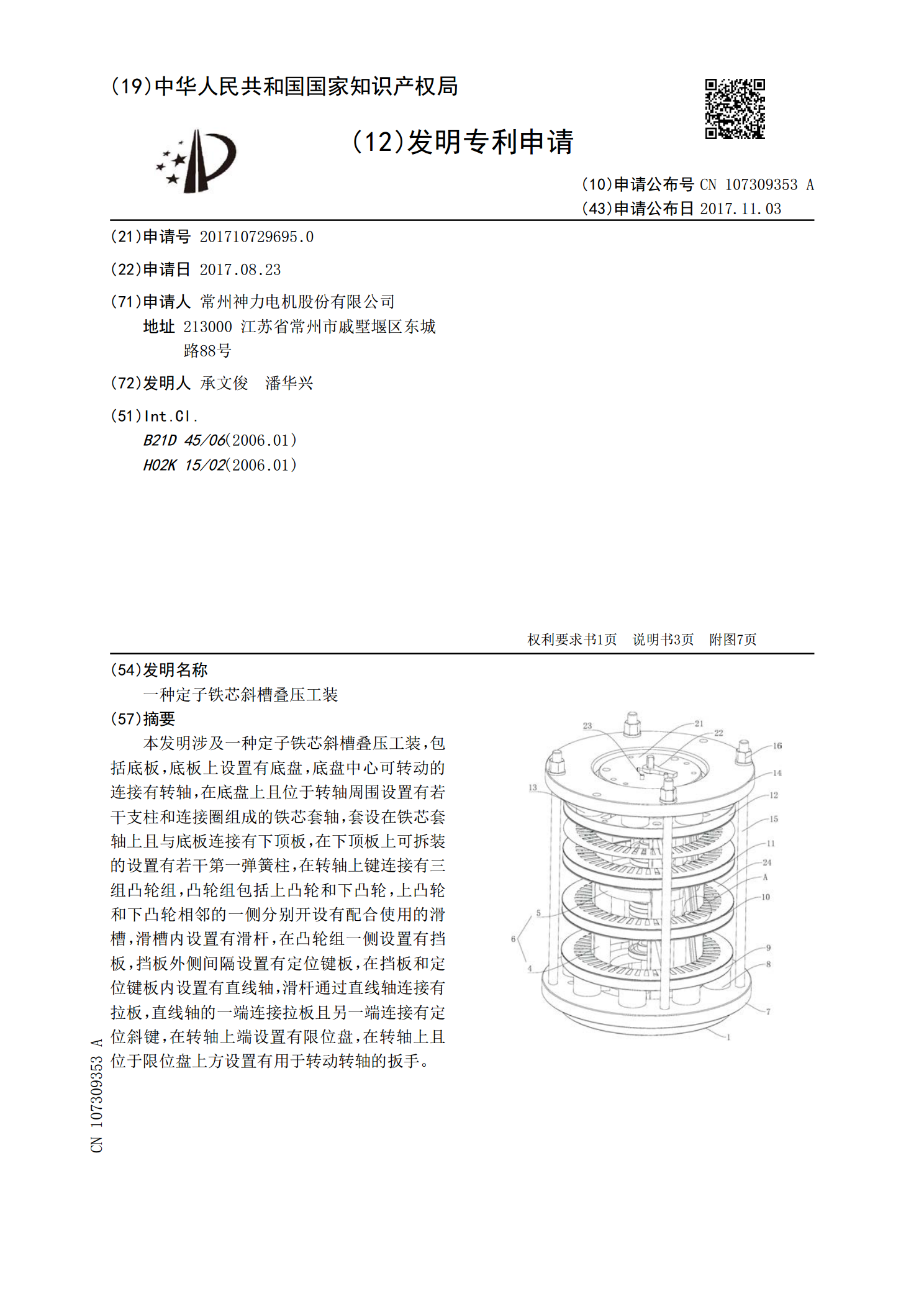
本发明涉及一种定子铁芯斜槽叠压工装,包括底板,底板上设置有底盘,底盘中心可转动的连接有转轴,在底盘上且位于转轴周围设置有若干支柱和连接圈组成的铁芯套轴,套设在铁芯套轴上且与底板连接有下顶板,在下顶板上可拆装的设置有若干第一弹簧柱,在转轴上键连接有三组凸轮组,凸轮组包括上凸轮和下凸轮,上凸轮和下凸轮相邻的一侧分别开设有配合使用的滑槽,滑槽内设置有滑杆,在凸轮组一侧设置有挡板,挡板外侧间隔设置有定位键板,在挡板和定位键板内设置有直线轴,滑杆通过直线轴连接有拉板,直线轴的一端连接拉板且另一端连接有定位斜键,在转