
一种非接触旋转超声砂轮磨削装置.pdf

春岚****23


1/10

2/10

3/10
4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
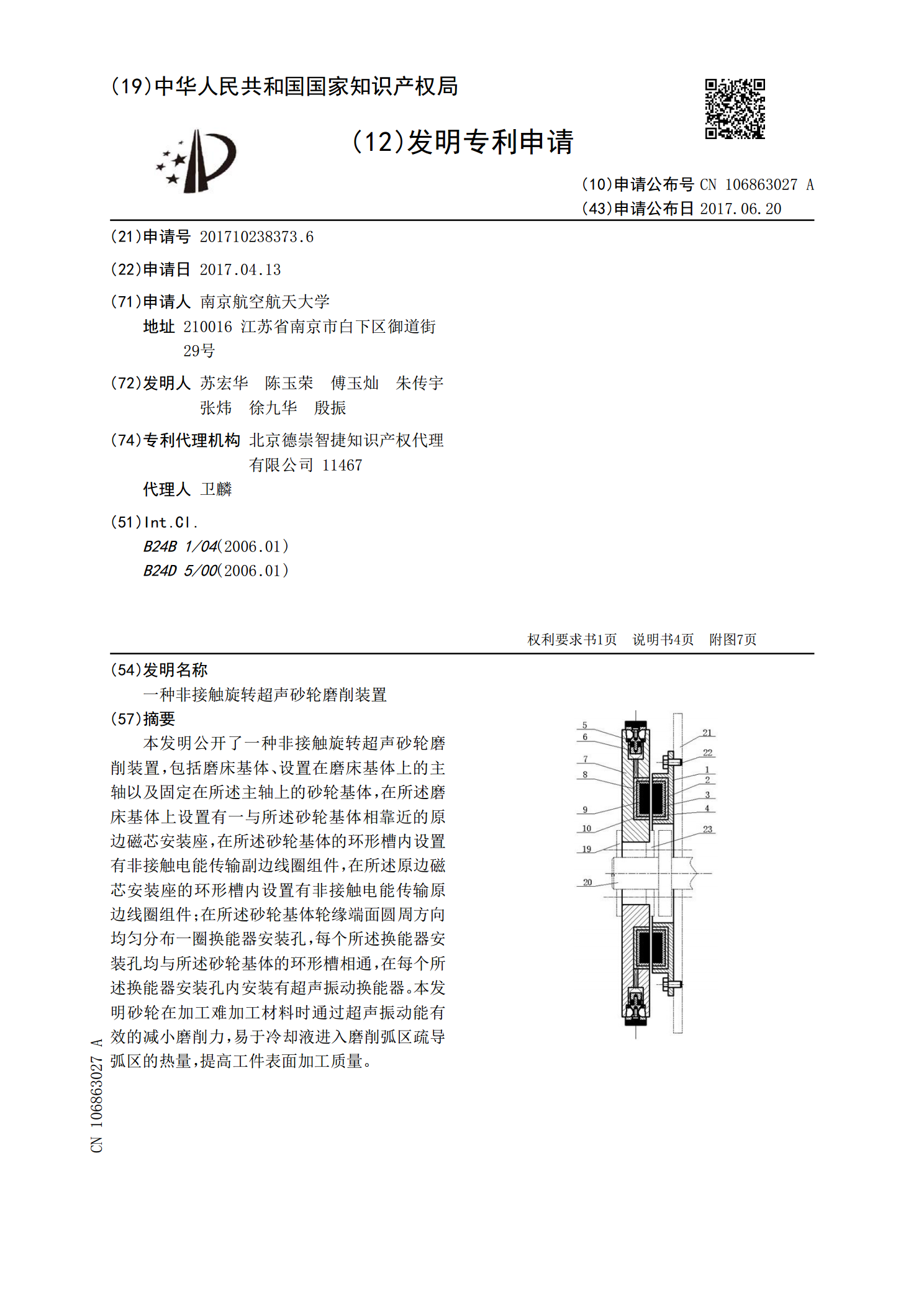
一种非接触旋转超声砂轮磨削装置.pdf
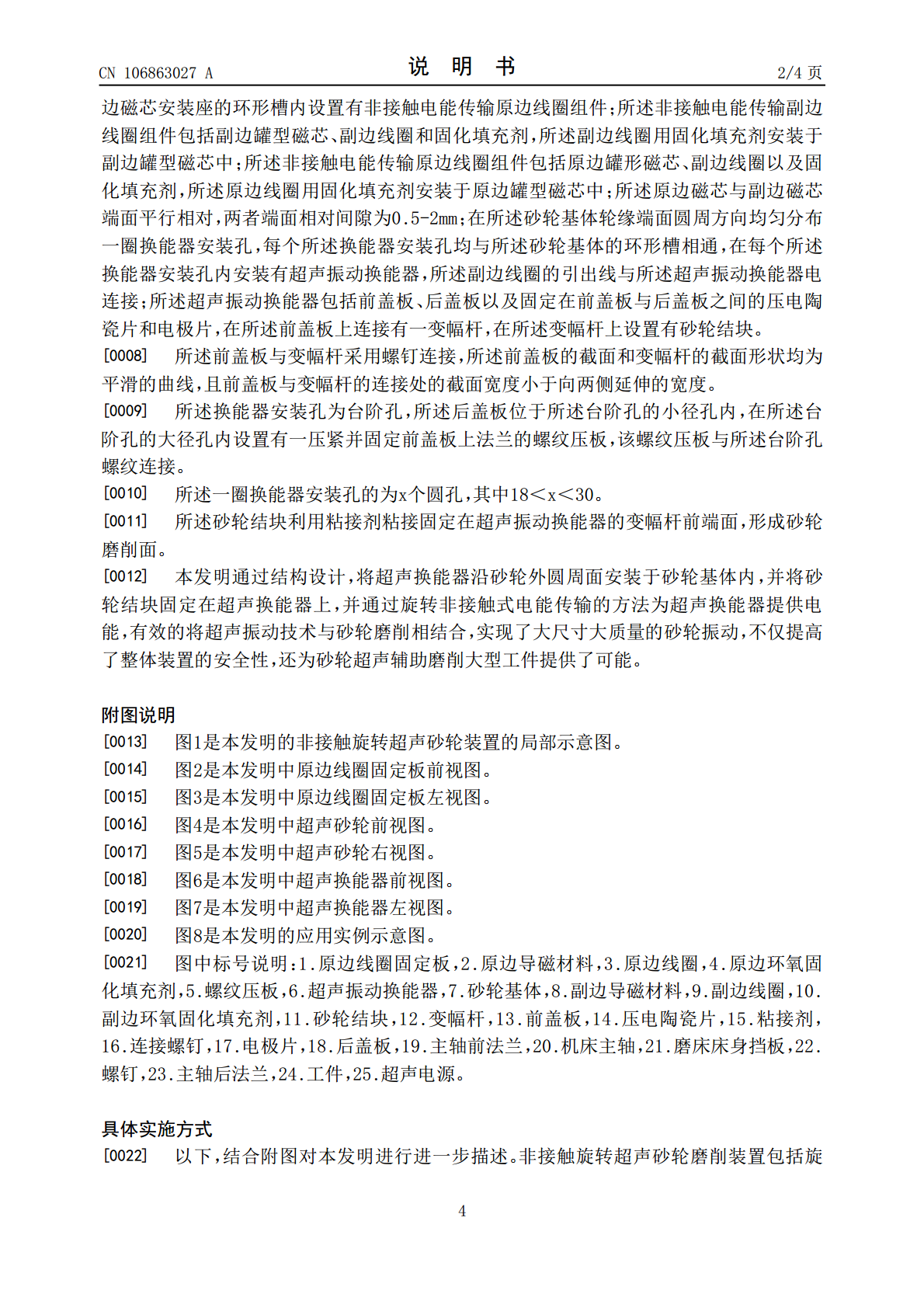
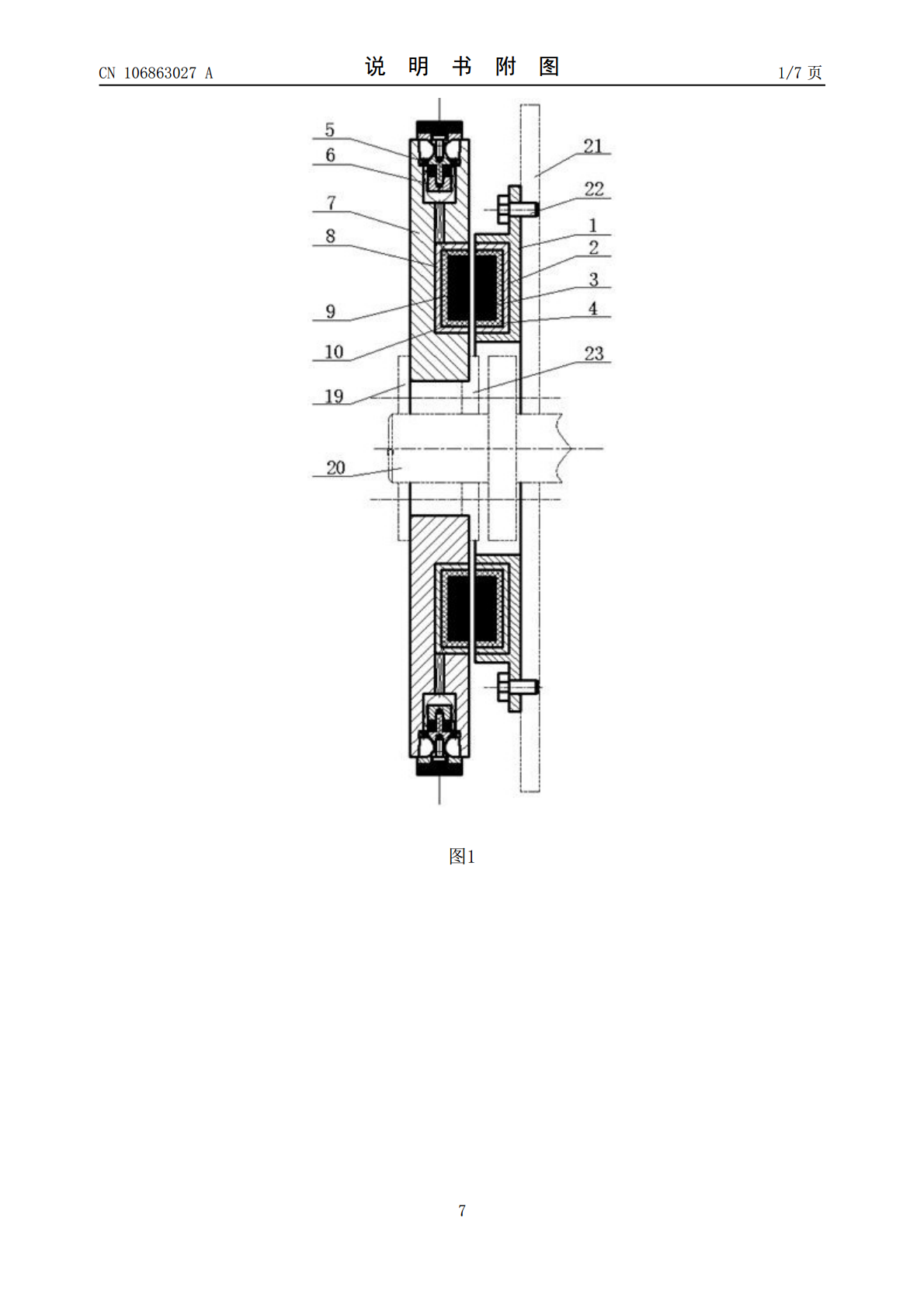
本发明公开了一种非接触旋转超声砂轮磨削装置,包括磨床基体、设置在磨床基体上的主轴以及固定在所述主轴上的砂轮基体,在所述磨床基体上设置有一与所述砂轮基体相靠近的原边磁芯安装座,在所述砂轮基体的环形槽内设置有非接触电能传输副边线圈组件,在所述原边磁芯安装座的环形槽内设置有非接触电能传输原边线圈组件;在所述砂轮基体轮缘端面圆周方向均匀分布一圈换能器安装孔,每个所述换能器安装孔均与所述砂轮基体的环形槽相通,在每个所述换能器安装孔内安装有超声振动换能器。本发明砂轮在加工难加工材料时通过超声振动能有效的减小磨削力,易
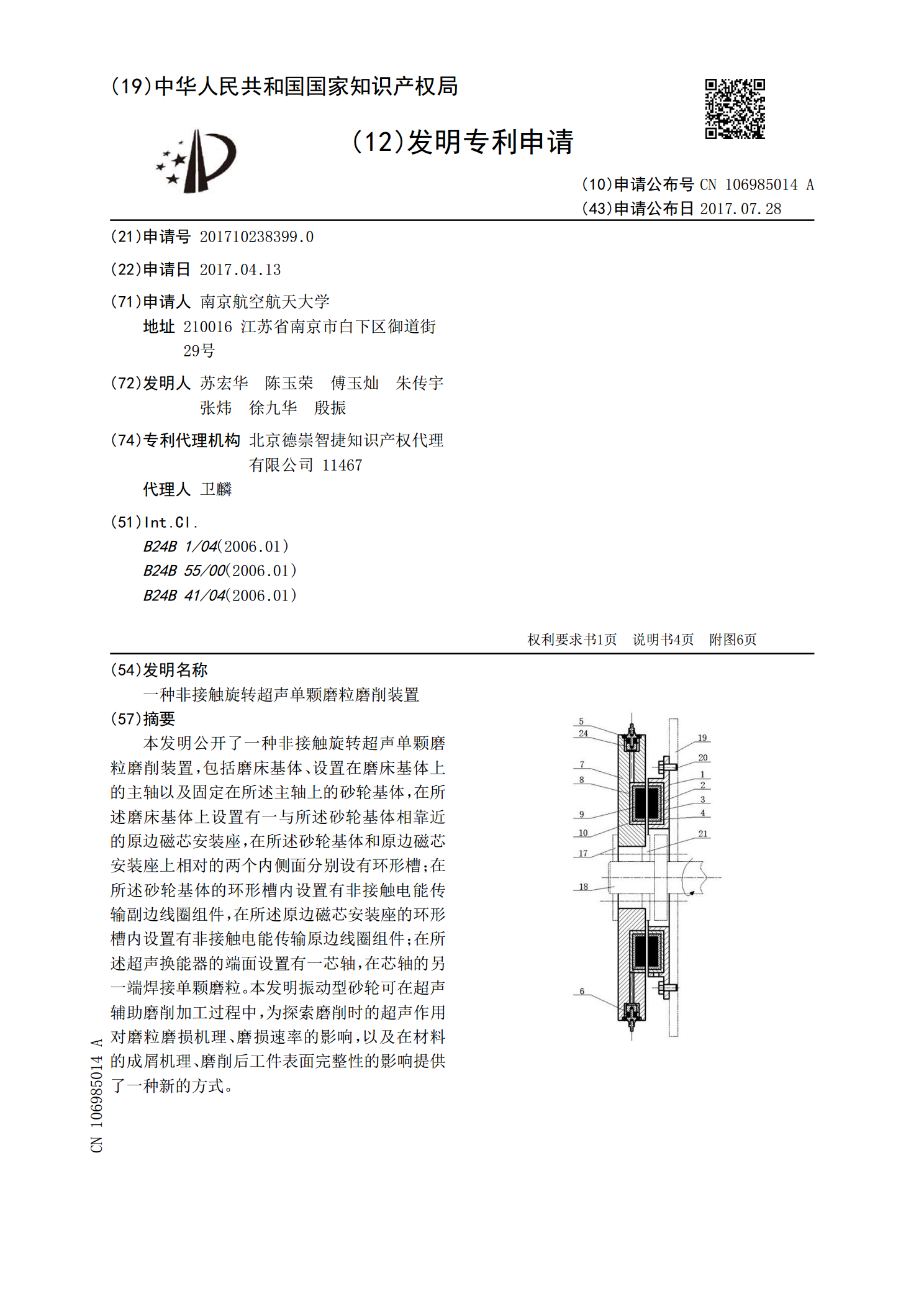
一种非接触旋转超声单颗磨粒磨削装置.pdf
本发明公开了一种非接触旋转超声单颗磨粒磨削装置,包括磨床基体、设置在磨床基体上的主轴以及固定在所述主轴上的砂轮基体,在所述磨床基体上设置有一与所述砂轮基体相靠近的原边磁芯安装座,在所述砂轮基体和原边磁芯安装座上相对的两个内侧面分别设有环形槽;在所述砂轮基体的环形槽内设置有非接触电能传输副边线圈组件,在所述原边磁芯安装座的环形槽内设置有非接触电能传输原边线圈组件;在所述超声换能器的端面设置有一芯轴,在芯轴的另一端焊接单颗磨粒。本发明振动型砂轮可在超声辅助磨削加工过程中,为探索磨削时的超声作用对磨粒磨损机理、
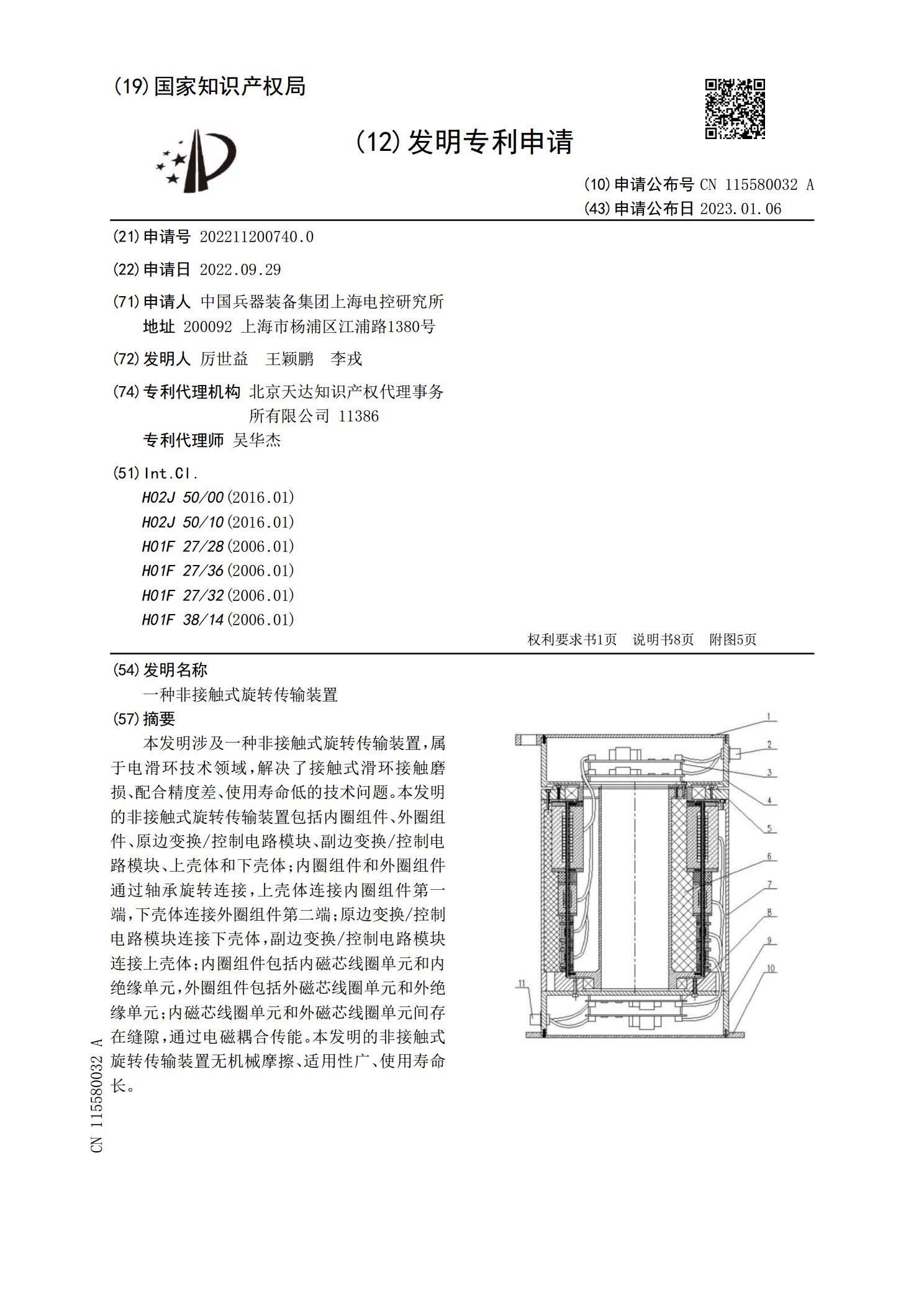
一种非接触式旋转传输装置.pdf
本发明涉及一种非接触式旋转传输装置,属于电滑环技术领域,解决了接触式滑环接触磨损、配合精度差、使用寿命低的技术问题。本发明的非接触式旋转传输装置包括内圈组件、外圈组件、原边变换/控制电路模块、副边变换/控制电路模块、上壳体和下壳体;内圈组件和外圈组件通过轴承旋转连接,上壳体连接内圈组件第一端,下壳体连接外圈组件第二端;原边变换/控制电路模块连接下壳体,副边变换/控制电路模块连接上壳体;内圈组件包括内磁芯线圈单元和内绝缘单元,外圈组件包括外磁芯线圈单元和外绝缘单元;内磁芯线圈单元和外磁芯线圈单元间存在缝隙,

一种非接触式测量装置及磨削设备.pdf
本发明涉及半导体技术领域,具体公开了一种非接触式测量装置及磨削设备。该非接触式测量装置包括支撑件、旋转机构和光学探头;旋转机构包括驱动电机、连接件、旋转轴、底板和摆臂,连接件和底板均设于支撑件上,驱动电机设于连接件上,且驱动电机的驱动端连接旋转轴;旋转轴远离驱动电机的一端沿竖直方向向下穿过底板后连接摆臂的一端,且摆臂沿水平方向延伸设置,同时光学探头设于摆臂的另一端;底板上还设置有气管接头,气体能够通过气管接头进入底板与旋转轴之间的缝隙。本发明中气体能够将废液从缝隙内吹出,以此避免废液堵塞非接触式测量装置的

旋转超声磨削加工工艺及装置的研究.docx
旋转超声磨削加工工艺及装置的研究旋转超声磨削加工工艺及装置的研究摘要:旋转超声磨削加工是一种新型的高效加工技术,其可用于金属、非金属材料的磨削加工。该技术采用超声波振动旋转电机带动的磨粒进行磨削,因其加工效率高、表面质量好、加工精度高、切削力小等特点,受到了广泛的关注。本文将主要介绍旋转超声磨削加工工艺及其装置,分析其优势、应用现状及展望。关键词:旋转超声磨削加工;超声波;磨削质量;装置;优势;应用1.研究背景旋转超声磨削加工技术是一种应用超声波振动旋转电机带动磨粒进行磨削的高效加工技术。该技术具有无须外