
金属结合剂、采用该结合剂制备的金刚石砂轮及其制造方法.pdf

白真****ng

1/10

2/10

3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
金属结合剂、采用该结合剂制备的金刚石砂轮及其制造方法.pdf
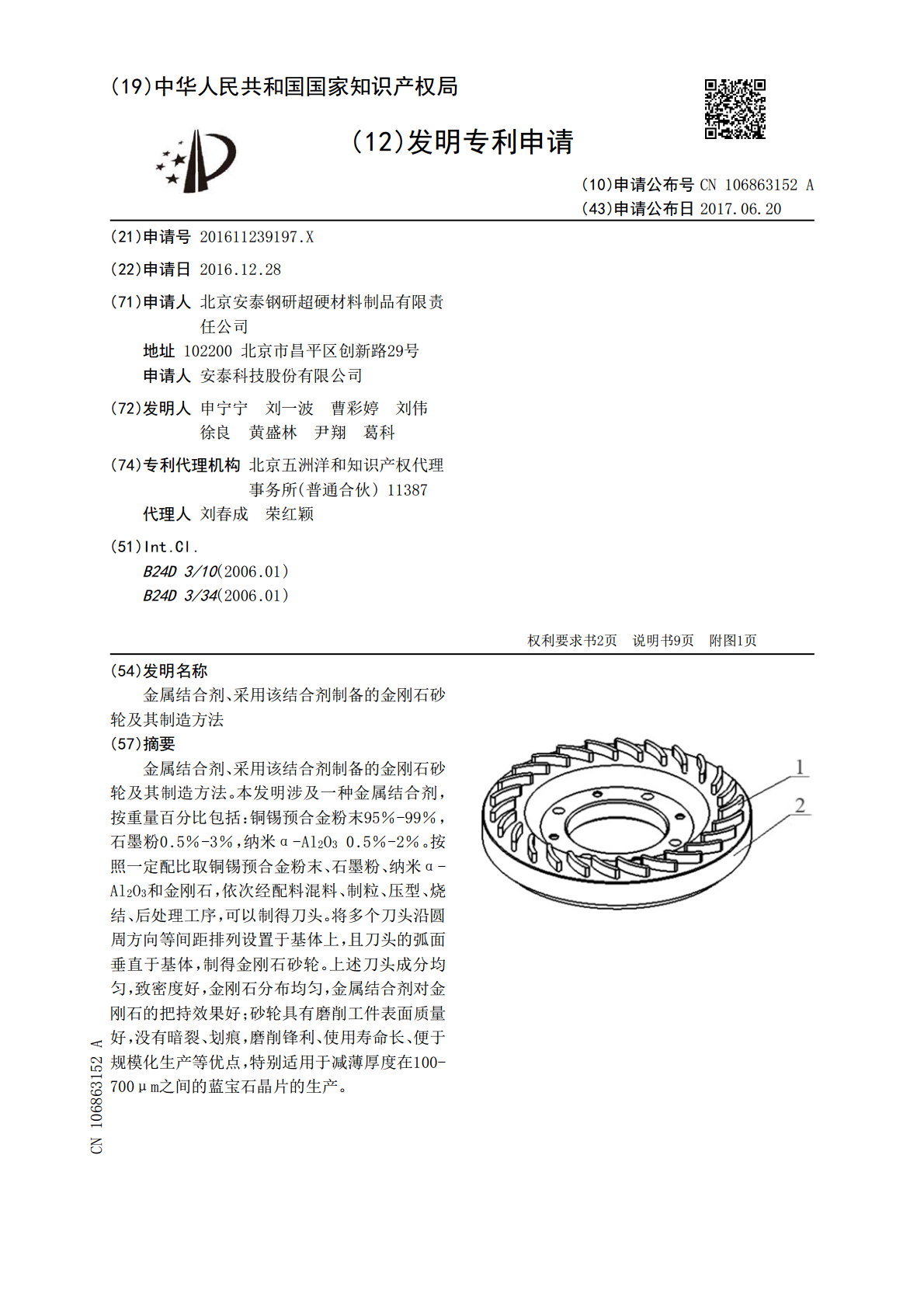
金属结合剂、采用该结合剂制备的金刚石砂轮及其制造方法。本发明涉及一种金属结合剂,按重量百分比包括:铜锡预合金粉末95%‑99%,石墨粉0.5%‑3%,纳米α‑Al
一种金属结合剂金刚石砂轮及采用喷雾造粒工艺制备该砂轮的方法.pdf
本发明提供一种金属结合剂金刚石砂轮及采用喷雾造粒工艺制备该砂轮的方法,按重量配比,将金刚石微粉和金属混合粉添加到粘结剂溶液中,混合均匀得到混合浆料,混合浆料经喷雾造粒工艺制备得到球形颗粒的成型料,成型料经压制成型、烧结得到金属结合剂金刚石砂轮毛坯,毛坯经修整和修锐后,即得金属结合剂金刚石砂轮。本发明的喷雾造粒工艺所得成型料为球状颗粒,且粒度均匀、流动性好,易于成型,由该方法制备的砂轮组织均匀、自锐性好、稳定性高。

一种金属结合剂、金属结合剂金刚石砂轮及其制造方法.pdf
本发明涉及一种金属结合剂、金属结合剂金刚石砂轮及其制造方法,所述金属结合剂由以下质量百分比的组分组成:铜粉35~60%、锡粉2~10%、巴氏合金5~20%、羟基铁粉10~30%、紫铜纤维3~15%、石墨粒1~5%。本发明一种金属结合剂、金属结合剂金刚石砂轮及其制造方法,其金属结合剂内加入锡基巴氏合金,能够提高砂轮强度和硬度,在高温压制时几乎没有锡粉析出,大大提高了砂轮性能的稳定性。

多孔金属结合剂钎焊金刚石砂轮的制备方法.pdf
本发明提供一种多孔金属结合剂钎焊金刚石砂轮的制备方法,包括砂轮节块的制备和砂轮节块与砂轮基体的连接。制备出的一种多孔金属结合剂钎焊金刚石砂轮孔隙率在45%~70%,砂轮节块的三点抗弯强度为75MPa~200MPa。由于孔隙结构的引入,该新型砂轮的修整修锐能力、磨料出刃能力以及容屑空间较致密金属结合剂砂轮得到明显改善,而且砂轮自锐性好。同时,砂轮节块强度高,金属结合剂对磨料的把持力好,砂轮在磨削硬脆材料时可承受较重载荷,且磨料不易过早脱落,砂轮耐用度好,加工效率高。
复合结合剂砂轮及其制造方法.pdf
本发明涉及磨具磨料领域,具体为复合结合剂砂轮及其制造方法。所用原料包括,磨料、金属粉末、有机结合剂、菱苦土;通过金属复合磨粒的生产、陶瓷金属复合磨粒,再通过有机结合剂压制成型为砂轮坏体,最后固化成为复合结合剂砂轮。本发明采用金属结合剂、菱苦土结合剂、树脂结合剂与磨料颗粒分阶段烧结,最终压制成砂轮,制成的砂轮性能比单一结合剂砂轮有明显提高,而且可减少特殊砂轮的制造成本,扩大砂轮制造中结合剂的品种和砂轮的品种。